
Fターム[4F072AC06]の内容
強化プラスチック材料 (49,419) | 繊維、基材の前処理(←処理剤) (1,205) | 化学的処理 (968) | 接着処理、カップリング処理(←処理剤) (707)
Fターム[4F072AC06]の下位に属するFターム
多段接着処理(←プライマー処理) (11)
高分子化合物による処理 (481)
低分子化合物による処理 (75)
Fターム[4F072AC06]に分類される特許
121 - 140 / 140
変性ポリフェニレンエーテル樹脂成形材料用強化繊維の製造方法、及び繊維強化変性ポリフェニレンエーテル樹脂成形材料
【課題】 毛羽の発生が少なく、変性ポリフェニレンエーテル樹脂を補強して得られる樹脂成形品の機械的強度に優れる強化繊維を提供すること。
【解決手段】 単繊維に、ポリウレタン樹脂とアミノシランカップリング剤とを含有する一次処理集束剤を付与し、該単繊維を紡糸してストランドとする一次処理工程と、このストランドを切断してチョップドストランドとし、このチョップドストランドに、アミノシランカップリング剤を主成分として含有する二次処理集束剤を付与する二次処理工程とからなり、前記チョップドストランド100質量部に対し、前記一次処理集束剤と前記二次処理集束剤との合計付着量を、固形分換算で0.3〜1.5質量部とし、かつ、アミノシランカップリング剤の付着量を、固形分換算で0.1〜1.0質量部とする。
(もっと読む)
強化用ガラス繊維およびそれを用いた繊維強化不飽和ポリエステル樹脂組成物
【課題】集束性および作業性に優れた強化用ガラス繊維であって、成形性、機械的強度、耐水性および耐熱水性などに優れ、特に前記外観欠点がなく、色調劣化や表面外観に優れた繊維強化不飽和ポリエステル樹脂成形体を実現できる強化用ガラス繊維と、かかる強化用ガラス繊維を用いた繊維強化不飽和ポリエステル樹脂組成物を提供すること。
【解決手段】シランカップリング剤と酢酸ビニル系重合体とウレタン樹脂を含むガラス繊維用集束剤が付着した強化用ガラス繊維であって、前記集束剤の付着量が、集束剤を含む強化用ガラス繊維100質量部中において固形分で0.8〜1.2質量部を占める量であり、前記強化用ガラス繊維をスチレンに浸漬したときの前記集束剤のスチレンに対する1時間および3時間の溶解度が50〜60質量%であり、24時間の溶解度が60〜70質量%である強化用ガラス繊維、およびそれを用いた繊維強化不飽和ポリエステル樹脂組成物。
(もっと読む)
熱可塑性強化材用サイジング組成物
ほとんど又は全く着色を示さない強化繊維材料を製造するために、前駆体サイズ組成物とバインダー組成物を含み、バインダー組成物があらゆるアミノシランカップリング剤を実質的に含まない2部分サイジング組成物が提供される。2部分サイジング組成物は、有利には、強化繊維材料の実質的に無色の高密度化繊維ペレットを作るために使うことができる。高密度化繊維ペレットは、サイジング組成物を強化繊維ストランドに適用し、強化繊維ストランドを細断して細断ストランドセグメントを形成し、バインダー組成物を適用し、被覆された細断ストランドセグメントをペレット化し高密度化して、流動可能な高密度化繊維ペレットを形成することにより製造することができる。 (もっと読む)
繊維強化光学フィルム
光学体、例えば光学フィルムが、ポリマーマトリックス内に組み込まれた無機繊維を用いて形成される。幾つかの実施形態では、無機繊維及びポリマーマトリックスの屈折率は適合されている。繊維及びポリマーマトリックス間にはいずれの接着剤も必要ではない。無機繊維は、ガラス繊維、セラミック繊維、又はガラスセラミック繊維であってもよい。例えば、光学体を通過する光に光学的出力を提供するために、光学体の表面上に構造が提供されてもよい。その後固化されるマトリックス内に組み込まれる無機繊維の連続層を用いて、この体は、連続プロセスを使用して形成されてもよい。 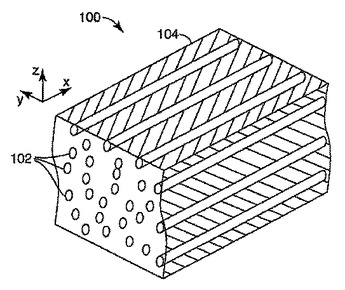 (もっと読む)
(もっと読む)
長繊維強化ポリプロピレン樹脂成形材料の製造方法
【課題】好適な作業性と、ポリプロピレンとの接着性を両立した炭素繊維束を用いることができ、かつ、得られる成形品が機械的強度に優れる長繊維強化ポリプロピレン成形材料の製造方法を提供する。
【解決手段】炭素繊維にエポキシ樹脂を含む一次処理剤を付着させた後に乾燥させて炭素繊維束とし、次いで、該炭素繊維束をアミノシラン化合物を含む二次処理剤を付着させて乾燥し、次いで、酸変性されたポリプロピレン樹脂を1質量%以上含むポリプロピレン樹脂に含浸させて引抜くことを特徴とする長繊維強化ポリプロピレン樹脂成形材料の製造方法。
(もっと読む)
エチレン・α−オレフィンエラストマー組成物と繊維との接着体の製造方法及び動力伝動ベルト
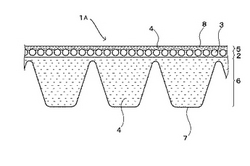
【課題】強固に複合化されたエチレン・α−オレフィンエラストマー組成物と繊維との接着体の製造方法、並びに心線との接着性が高い動力伝動ベルトを提供する。
【解決手段】Vリブドベルト1Aは、背面8が短繊維4を含有するゴム組成物で形成された伸張層5と、該伸張層5の下層には接着層2が配設され、更にその下層に短繊維4を含有するゴム組成物で形成された圧縮層6を配置した構成を有する。心線3は、エチレン・α−オレフィンエラストマー100重量部に対して、キノンジオキシム0.5〜5重量部、イソシアネート化合物を7〜15重量部配合したオーバーコート皮膜を有するコードであって、該心線3と接するゴム層が、エチレン・α−オレフィンエラストマー組成物で構成されることを特徴とする。
(もっと読む)
補強パッド
本発明は、厚さが少なくとも3mmでありかつ相対する主要面を有する不織繊維層を含み、前記主要面のうち一方が接着層を含み、前記不織繊維層が架橋性組成物を含む、補強パッドを提供する。架橋性組成物を硬化すると、不織繊維層を剛性化することができる。 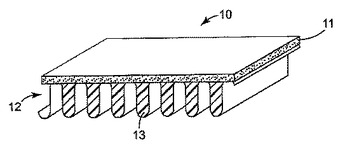 (もっと読む)
(もっと読む)
透明バリア性シート
【課題】 線膨張係数が小さく、透明性、耐熱性、ガス・水蒸気バリア性に優れ、ガラスに代替可能な透明バリア性シートを提供すること。
【解決手段】吸水率が3%以下でガラス転移温度が230℃以上の透明樹脂(a)とガラスフィラー(b)とから構成される透明複合シート上に、透明でガス・水蒸気バリア性を有する無機化合物から成るバリア層を形成した透明バリア性シートであり、好ましくは、透明樹脂(a)が脂環式エポキシ樹脂を構成成分として含む組成物をカチオン系硬化触媒(d)で硬化した架橋体である透明バリア性シート。
(もっと読む)
制振材用フェノール樹脂成形材料、およびこれを成形してなる制振材
【課題】 本来の要求特性を維持しつつ、優れた制振性、防音性を有する成形品を得ることができるフェノール樹脂成形材料及びこれを成形してなる制振材を提供する。
【解決手段】 (a)フェノール樹脂、(b)カップリング剤処理済ガラス繊維、及び(c)カップリング剤未処理ミルドファイバーを含有することを特徴とし、好ましくは、前記(b)カップリング剤処理済ガラス繊維と、(c)カップリング剤未処理ミルドファイバーとの混合重量比率は、80:20〜50:50であり、更に好ましくは、前記(b)カップリング剤処理済ガラス繊維と、(c)カップリング剤未処理ミルドファイバーとの合計含有量は、成形材料全体に対して、25〜60重量%である。
(もっと読む)
長繊維強化熱可塑性樹脂ストランドの製造装置および製造方法

【課題】 長繊維強化熱可塑性樹脂ストランドを製造するに際し、その製造を長時間連続して行うことができ、連続運転性に優れた長繊維強化熱可塑性樹脂ストランド(以下、ストランド)の製造装置および製造方法を提供する。
【解決手段】 (1) 熱可塑性樹脂浴容器内の溶融した熱可塑性樹脂中に強化用繊維束を導入し、該強化用繊維束に該熱可塑性樹脂を含浸させ、該熱可塑性樹脂浴容器の出口ノズルから樹脂含浸繊維束を引き取ると共に撚り機によって該樹脂含浸繊維束に撚りを付与し、これにより得られたストランドを切断機により切断してペレット化するストランドの製造装置であって、前記撚り機と切断機との間に、ストランドを前記撚り機による撚りと同じ方向に撚り、前記撚り機により付与された撚りを保つ手段を設けたことを特徴とするストランドの製造装置、(2) この装置を用いるストランドの製造方法等。
(もっと読む)
繊維強化樹脂組成物で構成された成形用基材及びその製造方法
【課題】 曲げ剛性などの機械的強度が高い繊維強化樹脂組成物で構成された成形用基材を提供する。
【解決手段】 開繊された繊維集合体を、熱可塑性樹脂を含む液状組成物で表面処理した繊維強化樹脂組成物であって、各繊維が前記熱可塑性樹脂で被覆されたプリプレグ状繊維強化樹脂組成物を調製する。前記樹脂組成物において、繊維は、その表面に形成され、かつ接着成分で構成された易接着層を介して、熱可塑性樹脂で被覆されていてもよい。前記樹脂組成物は、熱可塑性樹脂がポリメチルペンテン系樹脂であり、溶剤が少なくとも炭化水素類を含有するとともに、ポリメチルペンテン系樹脂の含有量が、溶剤100重量部に対して0.01〜25重量部程度であってもよい。前記繊維集合体は、例えば、炭素繊維で構成されていてもよい。
(もっと読む)
シートモールディングコンパウンドで使うポリマー/WUCSマット
強化繊維の束と結合材料とで形成されたモールディングマット(295)の製造方法を提供する。強化繊維は、好ましくはウェットユースのチョップドストランドガラス繊維(WUCS)である。結合材料は、強化繊維より低い融点を有するいずれの熱硬化性材料でもよい。ウェットユースのチョップドストランドガラス繊維を部分的に広げ、かつ結合繊維をフィラメント化し、強化繊維と結合繊維をブレンドし、強化繊維と結合繊維をシートに形成し、かつシートを結合することによって、モールディングマットを形成することができる。結合工程の際、結合繊維の融点より高いが、ガラス繊維の融点より低い温度にシートを加熱する。このようにして形成されたモールディングマットをシートモールディングコンパウンド中の強化材料として使用することができる。 (もっと読む)
複合材料用ガラス繊維及び複合材料
【課題】高い破壊靭性を有し、高い耐トラッキング性を有するという2つの性能を満足する繊維強化複合材料と、この複合材料に使用されるガラス繊維とを提供する。
【解決手段】本発明のガラス繊維は、オルガノポリシロキサンを含む集束剤で被覆された複合材料用ガラス繊維であって、オルガノポリシロキサンを構成する置換基が配位可能な位置の総mol数に対するメチル基のmol数が90%以上であることを特徴とする。また本発明の複合材料は、上記ガラス繊維を含有するものである。
(もっと読む)
伝動ベルト
【課題】伝動ベルトの注水時のスリップによる伝動能力の低下と異音の発生とを有効に防止する。
【解決手段】伝動ベルトであるVリブドベルトBの圧縮ゴム層6におけるリブ部8のリブゴム内に、RFL処理したゲル化可能なポリビニルアルコール繊維からなる短繊維10,10,…を埋設する。ベルトBの注水時に、リブ部8表面の短繊維10が吸水によりゲル化して、ベルトBとプーリとの界面に水層が形成されずに、その界面を水がない状態に保ち、水層に起因するベルトBの伝動能力の低下とスリップによる異音発生とを抑制する。
(もっと読む)
ガラス繊維強化ポリエステル樹脂組成物および成形品
【課題】 機械的性質をさらに向上させたガラス繊維強化ポリエステル樹脂組成物を提供する。
【解決手段】
(a)ポリエステル樹脂50〜96重量%と、
(b)ゴム変性ポリスチレン系樹脂35〜3重量%と、
(c)芳香族ポリカーボネート樹脂および/またはスチレン−無水マレイン酸共重合体15〜1重量%をからなるポリエステルを主成分とする樹脂(A)100重量部に対して、
少なくとも、
(B)アミノ系シランカップリング剤とノボラック型エポキシ樹脂を含む集束剤が少なくとも一部に付着しているガラス繊維10〜150重量部と、
(C)エポキシ化合物を0.1〜3重量部を
配合してなるガラス繊維強化ポリエステル樹脂組成物。
(もっと読む)
長繊維強化ポリアミド樹脂成形材料及びその製造方法
【課題】強化繊維へのポリアミド樹脂の含浸性に優れ、機械的強度に優れ、しかも成形品の強度ばらつきや表面外観性に優れる成形品が得られる長繊維強化ポリアミド樹脂成形材料及びその製造方法を提供する。
【解決手段】 JIS K7210に準拠した、温度300℃、荷重325gにおける、メルトフローレート値が20〜120g/10分であるポリアミド樹脂と、繊維径が5〜12μmであり、表面処理剤を0.2〜0.8質量%付着する強化繊維とを含み、該強化繊維が成形材料100質量部当たり35〜65質量部含まれ、かつ、組成物の長さ方向と実質上ほぼ同一長さ状態で配列されていることを特徴とする長繊維強化ポリアミド樹脂成形材料。
(もっと読む)
ガラス繊維強化ポリエステル樹脂組成物および成形品
【課題】 機械的性質をさらに向上させたガラス繊維強化ポリエステル樹脂組成物を提供する。
【解決手段】(A)ポリエステル樹脂100重量部に対し、少なくとも、
(B)アミノ系シランカップリング剤とノボラック型エポキシ樹脂を含む集束剤が少なくとも一部に付着しているガラス繊維10〜150重量部と、
(C)エポキシ化合物を0.1〜3重量部を配合してなるガラス繊維強化ポリエステル樹脂組成物。
(もっと読む)
ウレタンベルト
【課題】 ガラス繊維コードとエラストマー部との一体化性に優れるウレタンベルトを提供する。
【解決手段】 ウレタン歯付ベルト1はベルト長手方向に沿って複数の歯部2と、心線3を埋設した背部4からなり、歯部2と背部4は注型ウレタンエラストマーにより成形されてなり、背部に埋設された心線3が、ガラス繊維フィラメントをシランカップリング剤、バインダー樹脂を含む処理剤で処理した後、該ガラス繊維フィラメントを集束して下撚りを施し、次いで、下撚りコードをポリウレタン樹脂分散溶液で処理した後、該下撚りコードを複数本あわせて上撚りを施したガラス繊維コードである。
(もっと読む)
熱可塑性ポリマー材料に埋め込まれた金属強化材を含む複合製品
本発明は、少なくとも1つの金属強化材が埋め込まれたポリマー材料を備えた複合製品に関する。金属強化材とポリマー材料との間には接着促進層が位置する。この接着促進層には、有機官能性シランとハイパーブランチポリマーとが含まれている。また、本発明は、この複合製品を製造する方法と、この複合製品の金属強化製品としての使用に関する。 (もっと読む)
成形冷却液ホースの製造方法
【課題】車のボンネット内の厳しい環境条件に耐える複雑な形状を持つ冷却液ホースなどを容易に安価に製造する方法を提供すること。
【解決手段】押出し機、心棒膨張押出しダイ、ロボットハンドリングユニットおよびフレキシブル圧力ホースからなる装置を用いて、熱可塑性ポリマーを前記ダイを通して送り出し、ホースを製造する。前記ダイは、ロボットで制御でき、溝付ダイ通路に偏心を生じるようにオフセットすることが可能な外側ダイと内側ダイとを持つ。これにより、曲げ部の厚みが一定のホースを作ることができる。熱可塑性ポリマーは、ポリビニルクロライド、ポリエチレン、ポリプロピレン、ポリ酢酸ビニル、ポリエステル・ポリマー、ABSコポリマー、ポリアミド、熱可塑性エラストマー、および弾性ポリマーからなる群から選択されることを特徴とする。
(もっと読む)
121 - 140 / 140
[ Back to top ]