
Fターム[4F072AH05]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 予備成形品製造のための含浸時の樹脂の形態 (1,760) | 粉末、ペレット (156)
Fターム[4F072AH05]に分類される特許
81 - 100 / 156
ガラスチョップドストランドマット用バインダー
【課題】 バインダー樹脂の機械粉砕時の粉砕効率を向上させ、かつバインダーの粒度分布をコントロールすることにより、必要かつ均一な強度としなやかさ(柔軟性)を有するガラスチョップドストランドマットを与えるバインダーを提供する。
【解決手段】 下記の関係式(1)を満足する溶解度パラメーター(以下SP値と記載)(α)を有するポリエステル樹脂(A)とSP値(β)を有する熱可塑性樹脂(B)の溶融混合物の粉末を含有してなるガラスチョップドストランドマット用バインダー(C)。
0.2 ≦ |(α)−(β)| ≦ 3.0 (1)
(もっと読む)
無機強化材配合成形用樹脂組成物
【課題】熱可塑性樹脂または熱硬化性樹脂に無機強化材を配合した無機強化材配合成形用樹脂組成物について、優れた機械的物性、耐衝撃性を与えることを目的とする。
【解決手段】本発明の無機強化材配合成形用樹脂組成物は、(A)熱可塑性樹脂および熱硬化性樹脂からなる群から選択される少なくとも1種の樹脂95〜50重量部、(B)無機強化材5〜50重量部、(C)シリコーン変性オレフィン系ワックス0.01〜10重量部を含有することを特徴とする。
(もっと読む)
熱可塑性樹脂組成物および成形品
【課題】
射出成形品の剛性、衝突延性、成形加工性、塗装外観および塗装密着性の特性に優れ、各部位による差異がなく設計することが可能な熱可塑性樹脂組成物および成形品を提供する。
【解決手段】
グラフト共重合体、ビニル系共重合体、変性ビニル系共重合体、ポリアミドおよび繊維強化材からなり、特定条件のグラフト共重合体、ビニル系共重合体およびポリアミドを選定してなる熱可塑性樹脂組成物と、その熱可塑性樹脂組成物を射出成形してなる成形品。
(もっと読む)
樹脂射出成形品及びその成形方法
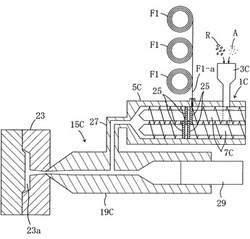
【課題】補強繊維の折損を抑制して樹脂射出成形品の強度及び面衝撃性を確保する。
【解決手段】二軸押出機1Cに熱可塑性樹脂(ペレット)Rを投入して混練溶融させるとともに、アスペクト比が1〜5、平均粒径が10μm以下に設定された粒状固形物Aを0.5〜5重量%添加投入して均一に混入する。ロービングF1−aを二軸押出機1Cに導入して熱可塑性樹脂R及び粒状固形物Aの混練過程で切断・解繊した後、粒状固形物A及び補強繊維が混入された熱可塑性樹脂を射出成形機15Cに押し出して射出成形機15Cにより金型23に射出して樹脂射出成形品を成形する。
(もっと読む)
ガラス繊維強化樹脂ペレットの製造方法

【課題】
機械的強度に優れたガラス繊維強化樹脂成形品を得るためのガラス繊維強化樹脂ペレットの製造方法、及び、この製造方法により得ることのできるガラス繊維強化樹脂ペレットを提供する。
【解決手段】
ガラス繊維束を、熱溶融した熱可塑性樹脂とともに、貫通孔が形成されたダイスの貫通孔に通して引抜き、樹脂含浸ガラス繊維束を得る引抜工程と、樹脂含浸ガラス繊維束を切断してペレットを得る切断工程と、を含む、ガラス繊維強化樹脂ペレットの製造方法であって、引抜工程において有機シランを共存させて引抜を行う、製造方法、及び、この製造方法により得ることのできる、ガラス繊維強化樹脂ペレット。
(もっと読む)
プリフォーム用基材とその製造方法及び熱硬化性バインダー樹脂粉末
【課題】賦形性と形態安定性に優れ、且つ、再接着可能なプリフォーム用の強化繊維基材を提供すること。
【解決手段】シート状の強化繊維基材の片面又は両面に、分子中に少なくとも2個の不飽和基を有し、融点(Tm)が40〜150℃、平均粒子径が20〜500μmの範囲にあるの熱硬化性バインダー樹脂の粉末が、前記強化繊維基材に対し0.1〜20重量%の範囲で付着してなるプリフォーム用基材。バインダー樹脂の粉末は、ガラス転移点温度(Tg)が35〜120℃で、融点(Tm)+10℃における粘度が200〜1000Pa・sのビニルエステル樹脂又はアクリル樹脂を主体としたものが好ましい。
(もっと読む)
アクリル樹脂組成物とその製造方法
【課題】十分な強度や硬度、そして温度変化に対する寸法安定性を有すると共に、優れた耐衝撃性および耐ケミカルクラック性を有するアクリル樹脂組成物とその製造方法を提供する。
【解決手段】アクリル樹脂と、弾性率がアクリル樹脂の15%以下である粒状添加剤と、メタクリロイルオキシ基、アクリロイルオキシ基、およびビニル基から選ばれる少なくとも1種の官能基を有するイソシアネートで表面処理した無機充填材とを含有することを特徴とする。
(もっと読む)
ガラス繊維強化ポリアミド樹脂組成物
【課題】機械的強度、薄肉成形性、表面外観に優れ、薄肉の携帯電子機器部品やパソコン筐体部品に好適なガラス繊維強化ポリアミド樹脂組成物を提供する。
【解決手段】ポリアミド樹脂90〜99質量%、酸変性スチレン系エラストマー1〜10質量%からなるポリアミド樹脂組成物100質量部に対し、ガラス繊維50〜150質量部を配合してなるガラス強化ポリアミド樹脂組成物であって、ポリアミド樹脂が、ポリアミド66樹脂20〜60質量%、ポリアミド12樹脂20〜40質量%、および、非晶性ポリアミド樹脂20〜50質量%を配合してなり、その総量が100質量%であることを特徴とするガラス繊維強化ポリアミド樹脂組成物。
(もっと読む)
セルロース繊維含有熱可塑性樹脂組成物の製造方法
【課題】解繊されたセルロース繊維と熱可塑性樹脂の混合物を含むセルロース繊維含有熱可塑性樹脂組成物の製造方法の提供。
【解決手段】 セルロース繊維集合体と熱可塑性樹脂から、解繊されたセルロース繊維に熱可塑性樹脂が付着した混合物を得る工程、前記混合物を押出成形機にて溶融混練した後、60〜200メッシュ(JIS Z8801及びISO 3310)のメッシュ部を通過させ、その後、押し出す工程を有しているセルロース繊維含有熱可塑性樹脂組成物の製造方法。
(もっと読む)
ガラス繊維強化樹脂組成物およびその成形品
【課題】
炭素繊維強化樹脂組成物に匹敵するウェルド部位の耐熱性やクリープ特性を有し、且つ安価なガラス繊維強化樹脂組成物と成形品を提供する。
【解決手段】
芳香族ビニル系単量体(a1)50〜90重量%、シアン化ビニル系単量体(a2)10〜50重量%および共重合可能なその他のビニル系単量体(a3)0〜10重量%を共重合してなるビニル系共重合体(A)5〜90重量部、芳香族ビニル系単量体(b1)10〜90重量%、シアン化ビニル系単量体(b2)1〜50重量%、不飽和カルボン酸、不飽和ジカルボン酸および不飽和ジカルボン酸無水物からなる群から選ばれた単量体(b3)0.1〜40重量%および共重合可能なその他のビニル系単量体(b4)0〜80重量%を共重合してなる変性ビニル系共重合体(B)0.5〜60重量部、および平均繊維径が3.0〜7.5μmであるガラス繊維(C)5〜50重量部を含有してなるガラス繊維強化樹脂組成物。
(もっと読む)
熱可塑性樹脂組成物
【課題】剛性および寸法安定性に優れ、実用的な表面外観を有する熱可塑性樹脂組成物の提供。
【解決手段】ポリアミド樹脂(A)10〜80重量部、ゴム質重合体20〜80重量%、芳香族ビニル10〜70重量%およびこれと共重合可能な他の単量体10〜70重量%を重合してなるグラフト共重合体(B)10〜80重量部、不飽和カルボン酸単量体0.5〜20重量%、芳香族ビニル50〜89.5重量%およびこれと共重合可能な他の単量体10〜49.5重量%を重合してなる不飽和カルボン酸変性共重合体(C)1〜40重量部および芳香族ビニル30〜90重量%およびこれと共重合可能な他の単量体10〜70重量%を重合してなる共重合体(D)0〜50重量部からなる樹脂組成物100重量部に対し、扁平率(断面の長径/短径の比)が2.0以上の扁平形状を有するガラス繊維(E)20〜150重量部を含有する熱可塑性樹脂組成物。
(もっと読む)
芳香族ポリカーボネート樹脂組成物
【課題】炭素繊維による補強により高剛性、高耐衝撃性を有し、繊維方向の線膨張係数が少なく、かつヒートサイクルに対する耐クラック性が良好で、炭素繊維方向以外の線膨張係数も少ない成形品を与える芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A成分)50〜100重量%、並びに熱可塑性ポリエステル樹脂(B−1成分)およびゴム成分の含有量が40重量%未満のスチレン単位成分含有樹脂(B−2成分)よりなる群から選択された少なくとも1種の樹脂からなる熱可塑性樹脂(B成分)0〜50重量%よりなる樹脂成分100重量部に対し、数平均繊維長が10μm以下、数平均繊維径が1.5μm以下、且つ数平均繊維長と数平均繊維径から算出したアスペクト比が4.5以上であるワラストナイト粒子(C成分)5〜80重量部および数平均繊維長が1mm以上の炭素繊維(D成分)10〜100重量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
強化繊維樹脂構造体の製造方法
【課題】短時間でかつ安価に繊維強化樹脂からなる繊維強化樹脂構造体を製造する方法を提供する。
【解決手段】賦形型20の表面22に強化繊維基材30を配置して、強化繊維基材30を複数の稜線32を有する立体形状に賦形し、立体形状の強化繊維基材31に対して樹脂42を含浸させることにより繊維強化樹脂からなる構造体10を製造するための製造方法であって、該製造方法において、賦形型20の表面22に強化繊維基材30を配置後、少なくとも立体形状の強化繊維基材31の稜線32に沿って樹脂41を配置する工程と、立体形状の強化繊維基材21の各稜線32に対して所定の間隔をあけてヒータ12を並設し、ヒータ12により稜線32に配置された樹脂42を加熱して、樹脂42を強化繊維基材30の稜線32に含浸させる工程と、を少なくとも含んでなる。
(もっと読む)
ガラス繊維強化樹脂組成物
【課題】剛性、寸法安定性、帯電防止性、外観及び溶融加工時の熱安定性に優れ、成形品表面からの無機フィラーの脱落がなく、さらに難燃化も容易なガラス繊維強化樹脂組成物の提供。
【解決手段】ポリカーボネート樹脂(A)50〜95重量部と、ガラス繊維(B)の数平均長さが10μm以上50μm以下であり、且つ、ガラス繊維(B)の直径が5μm以上20μm以下であり、且つ、ガラス繊維(B)の含水率が0.1%以下であることを特徴とするガラス繊維強化樹脂組成物。
(もっと読む)
ガラス繊維集束剤、ガラス繊維とその製造方法及びガラス繊維強化熱可塑性樹脂
【課題】熱可塑性樹脂の成型時の加熱に加え、成形後の熱可塑性樹脂が受ける複数回に亘る高温加熱処理による着色をも抑止できるガラス繊維用集束剤と、この集束剤を塗布して熱可塑性樹脂の強化材として、安定した機械的強度の樹脂材が得られるガラス繊維とその製造方法、このガラス繊維によるガラス繊維強化熱可塑性樹脂を提供する。
【解決手段】本発明のガラス繊維用集束剤は、ピロリン酸塩と、集束剤が固形分換算で50質量%以上の無黄変型ポリウレタンとを含有する。本発明ガラス繊維は、本発明のガラス繊維集束剤をその付着率が0.2質量%から0.6質量%の範囲となるように塗布されてなる。ガラス繊維の製造方法は、ブッシングより引き出したガラスフィラメントに本発明のガラス繊維用集束剤を塗布し、このフィラメントをギャザリングしてガラスストランドとし、ガラスストランドを回巻体に巻き取り、本発明のガラス繊維とする。ガラス繊維強化熱可塑性樹脂は本発明のガラス繊維により強化してなる。
(もっと読む)
セルロース系紡糸繊維のペレットならびにその製造および使用
本発明は、セルロースステープルファイバーから製造された投入の容易なプレス成形品、これらをポリマー溶融物中に混合して複合材料を製造するための前記プレス成形品の使用、及び、成形デバイスの成形チャンネルを介してステープルファイバーをプレスすることを含む、前記プレス成形品の製造方法に関する。 (もっと読む)
樹脂組成物およびその製造方法、並びに、その用途
【課題】体積抵抗率の再現性が良好で、各種成形法の成形条件が変化しても導電性の変化が小さい樹脂組成物などを提供する。
【解決手段】平均繊維径が5〜500nmの炭素繊維と、平均繊維径が500nm以上の非導電性繊維と、樹脂とが配合され、前記炭素繊維の配合割合Xが1〜20質量%であり、非導電性繊維の配合割合YがX<Yの関係を満たす樹脂組成物などである。
(もっと読む)
スタビライザーブッシュの製造方法
【課題】インサート成形工程時におけるゴム状弾性材の射出圧によりライナーにしわが発生するのを抑制する。
【解決手段】筒状のライナー42に支持ピン76を嵌合する嵌合工程と、支持ピン76が嵌合されたライナー42をキャビティ70内にインサートした状態で、このライナー42の外周面にゴム状弾性部を射出成形するインサート成形工程と、ゴム状弾性部を加硫してゴム状弾性体とすることによって、車両に設けられるスタビライザーバーを、内周面にライナー42が固着された軸受孔で支持するスタビライザーブッシュを形成する加硫工程と、を有するスタビライザーブッシュの製造方法であって、インサート成形工程は、支持ピン76が嵌合されたライナー42を、支持ピン76に対してその中心軸線O回りにねじった状態で、ゴム状弾性部を射出成形する。
(もっと読む)
成形体、その製造方法及び該成形体の用途
【課題】マトリックス樹脂中に従来よりも少ない量の炭素繊維を、繊維破断を抑えて均質に分散させることで、体積固有抵抗値の再現性が良好であると共に、各位置におけるそのバラツキが少ない半導電性の成形体を提供する。
【解決手段】樹脂と炭素繊維とを溶融混練又は溶液混合してなる、マトリックス樹脂中に炭素繊維が分散した半導電性樹脂組成物を用いた成形体であって、(a)炭素繊維が比表面積10〜60m2/gであること、(b)溶融混練又は溶液混合する際の樹脂の溶融粘度又は溶液粘度が3,000Pa・s以下であること、(c)成形体成形時の溶融又は溶液樹脂組成物の粘度が6,000Pa・s以下であることを特徴とする成形体である。
(もっと読む)
長繊維強化複合樹脂組成物および成形品
【課題】有機長繊維の分散がよく、外観に優れ、衝撃強度などの機械的強度に優れており、更に、導電性を付与した長繊維強化複合樹脂組成物、および、これから得られた成形品を提供すること。
【解決手段】オレフィン系樹脂、有機長繊維、炭素繊維を含有して成り、オレフィン系樹脂100重量部に対する、有機長繊維の割合が10〜150重量部、炭素繊維の割合が0.1〜30重量部である長繊維強化複合樹脂組成物、および、これから得られる成形品。
(もっと読む)
81 - 100 / 156
[ Back to top ]