
Fターム[4F072AH05]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 予備成形品製造のための含浸時の樹脂の形態 (1,760) | 粉末、ペレット (156)
Fターム[4F072AH05]に分類される特許
141 - 156 / 156
成形用繊維強化難燃樹脂混合物および成形品
【課題】
機械特性、難燃性、射出成形時の流動性に優れた成形用繊維強化難燃樹脂混合物および射出成形品を提供することを目的とする。
【解決手段】
次の構成要素(A)〜(C)を含む成形用繊維強化難燃樹脂混合物。
(A)ペレットと実質的に同一長さの強化繊維を含む長繊維強化熱可塑性樹脂ペレット
(B)重量平均繊維長が0.1〜0.5mmの強化繊維を含む短繊維強化熱可塑性樹脂ペレット
(C)難燃剤
(もっと読む)
複合多孔質充填材と、その製造方法および使用
【課題】多孔質充填材と熱可塑性樹脂とから複合粉末を製造する新規な方法と、得られた複合多孔質充填材と、その使用。
【解決方法】特に、熱可塑性樹脂を吸着した多孔質シリカの複合多孔質充填材。
(もっと読む)
樹脂成形材料及びそれを用いた樹脂成形品
【課題】樹脂成形品の表面に大理石調の質感を表出する新規な樹脂成形材料を提供する。
【解決手段】樹脂成形材料は、熱硬化性樹脂に添加物が添加配合されたものである。添加物は、低収縮樹脂材と、充填材と、着色剤と、長さ300〜500μm、幅11〜17μm及び厚み5〜13μmの横断面略矩形状の着色繊維材10と、ガラス繊維と、を含む。
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する環状アミドの開環重合
金属アミド種が環状アミドの開環重合を触媒することが見出された。この反応は高度な真空または高度に反応性である活性化種を必要とせず、そして高温で実行可能である。 (もっと読む)
ガラス繊維強化ポリマー組成物
本発明は、改良された機械的性質を有する長いガラス繊維強化ポリマー組成物、および前記組成物から製造される成形物体に関する。 (もっと読む)
高弾性率耐候性ポリエステルカーボネート物品
高弾性率繊維及びレゾルシノールポリエステル又はレゾルシノールポリエステルカーボネート樹脂を含んでなる熱可塑性樹脂組成物からなる物品は、高い強度及び剛性を示すと共に、屋外環境に暴露した場合にも意外に良好な光沢及び色の保持率を示す。 (もっと読む)
ニアネットシェイププリプレグ
複雑な形状の構造用複合部品の製造に使用するのに適当な二次元及び三次元ニアネットシェーププリプレグの製造方法であって、(a)小孔スクリーンの一方の面に位置する繊維を保持する真空手段をその反対側の面に配置させた小孔スクリーンの前記一方の面に少なくとも13容積%の強化用繊維を堆積させ;(b)前記小孔スクリーンの前記強化用繊維と同じ側の面に樹脂マトリックス材料を堆積させ(前記小孔スクリーンの反対側の面に配置させた真空手段が前記スクリーンの前記一方の面の適所に繊維と共に樹脂マトリックス材料を保持する);(c)前記スクリーンの表面において前記樹脂マトリックス材料を前記繊維に接着できるように充分に前記樹脂マトリックス材料を加熱し;そして、(d)ニアネットプリプレグが形成されるように、前記樹脂及び繊維構造体を冷却する
ことを含んでなる方法。プリプレグを圧縮成形用金型中に入れ、加熱及び圧密化して、均一な複合部品を製造する。
(もっと読む)
樹脂コーティングされた繊維強化シートを作製するための方法
樹脂コーティングされた繊維強化シートを無溶媒作製するための方法が提供される。この方法は、(i)織布または不織布から選択される基材にコーティングパウダーを塗布する工程であって、前記コーティングパウダーを磁性粒子の存在下において摩擦によって帯電させた後、流動層および/または任意に1つ以上の混合ロールを用いて運搬し、そしてブラシドラムと前記基材を支える基材ロールとの間の電界を利用して、導電性または放電性シートと密着している前記基材上に移し、塗布する工程と、(ii)前記基材上に形成されたコーティングパウダーの層を融解および部分的に硬化させることによって、樹脂コーティングされた繊維強化シートを作製する工程とを含んでなる。 (もっと読む)
繊維強化樹脂部材及びその製造方法

【課題】
十分な機械的特性を維持することができるとともに、よりコストを低下させることができる繊維強化樹脂部材及びその製造方法を提供する。
【解決手段】
繊維強化樹脂部材10は、表層部16に長繊維12が集中的に配列しており、一方、中層部18には短繊維14が集中的に配列しているものである。表層部16に長繊維が12が集中的に配列されているので、曲げ強度を十分に維持しつつコストの低い繊維強化樹脂部材10を実現することができる。溶融粘度が比較的高い第1ベース樹脂20aに長繊維12が含まれた長繊維材料24と溶融粘度が比較的低い第2ベース樹脂20bに短繊維14が含まれた短繊維材料22とを混合した混同材料26を原料として射出成形することにより、このような繊維強化樹脂部材10を得ることができる。
(もっと読む)
剛性が改善された、ガラス繊維入り強靭化ポリアミド組成物およびブレンド
ポリビニルブチラールで強靭化され、ガラス繊維を含有するポリアミド組成物およびブレンド、ならびに製品を開示する。この材料は、非反応性ポリマーおよび酸化防止剤を含有していてもよい。 (もっと読む)
複合シートの製造方法及び設備
本発明は複合プレートの製造方法に関する。この方法は、連続繊維マット、織物、編物、又は連続非交絡ヤーンのアセンブリの形態のヤーンの層であって、少なくとも1種類の有機材料及び補強材を含むヤーン(2)の層を、動いている支持体上に連続的に置くこと、加熱したときにコーティングフィルムを形成することができる有機物質の粉末を上記層の少なくとも片面に堆積させること、堆積させた粉末を溶融させるのに十分な温度で、この粉末でコーティングした層を加熱すること、この層を加圧し、冷却して複合ウェブを形成すること、このウェブを切り分けてプレート(13)にすること、及び回転支持体上にこのウェブを巻き取ることからなる。本発明はまた、この方法を実施するための装置及びその得られる製品に関する。 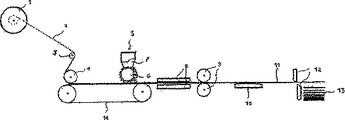 (もっと読む)
(もっと読む)
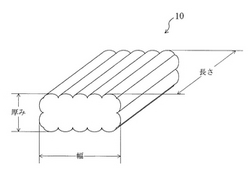
扁平ガラス繊維含有ペレット、扁平ガラス繊維含有熱可塑性樹脂成型物及びこれらの製造方法
【課題】 引張強度に優れるのみならず、衝撃強度にも優れ、表面平滑性も向上したガラス繊維含有熱可塑性樹脂成型物を得るための原料を提供すること。
【解決手段】 熱可塑性樹脂からなるペレット10中に、断面が扁平な扁平ガラス繊維フィラメント20を、該フィラメントの両端面が前記ペレット表面に達するように、複数一方向に配列させた、扁平ガラス繊維含有ペレット100。
(もっと読む)
繊維強化複合材料の製造方法および繊維強化複合材料ならびにそれを用いた一体化構造部材
【課題】別の部材と容易にかつ強固に接着させることのできる、連続強化繊維基材を用いたRTM成形による繊維強化複合材料の製造方法および連続強化繊維基材に関する
【解決手段】連続強化繊維基材の表面の少なくとも一部分に熱可塑性樹脂を主成分とする熱可塑性基材を配置する積層工程と、前記熱可塑性基材を溶融させ連続強化繊維基材表面に熱可塑性樹脂の被膜を形成させる予熱工程と、熱硬化性樹脂の注入・硬化反応させる硬化工程とを含む繊維強化複合材料の製造方法である。また連続強化繊維からなる基材の表面の少なくとも一部分に熱可塑性樹脂の被膜が形成されている連続強化繊維基材であって、連続強化繊維基材から得られる成形品の表面に熱可塑性樹脂の層を形成させるための複合材料表層用連続強化繊維基材である。
(もっと読む)
高分子量官能化ポリオレフィンの水性乳化
高分子量官能化ポリオレフィンの水性乳濁液を形成する一工程直接方法で提供される。この一工程直接方法においては、10,000以上の分子量を有する官能化ポリオレフィン、脂肪酸、塩基、界面活性剤、及び水を、圧力反応容器中で、水性乳濁液を形成するのに十分な時間、攪拌しながらポリオレフィンの乳化温度より高い温度に加熱する。この高分子量官能化ポリオレフィンの水性乳濁液はサイズ剤組成物に添加することができ、ガラス繊維の製造過程において直接ガラス繊維に塗布しうる。 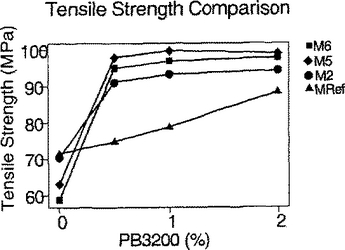 (もっと読む)
(もっと読む)
成形材料およびその製造方法
【課題】 一方向に配向された強化繊維群に熱可塑性樹脂を付着一体化した成形材料について、耐熱性と成形性を同時に満たすことができるようにする。
【解決手段】 強化繊維群にポリフェニレンエーテルを付着一体化し、さらに該ポリフェニレンエーテルを覆って結晶性熱可塑性樹脂を付着一体化した成形材料とする。
(もっと読む)
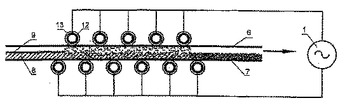
交番静電界を用いて繊維ウェブに粉末を含浸するための方法
本発明は、特にネットワークが密接する連続高剛性または可撓性マトリックスを備える複合材料を製造するために、繊維状、フィラメント状、および/または多孔性ネットワーク内に粉末を含浸するための新規の電気的粉末含浸方法であって、一方での粉末と、他方でのネットワークとが、下側電極と上側電極との間に配置され、これらの電極が、誘電体によって互いから電気的に絶縁され、AC発生器のそれぞれの極に接続されて、粉末と前記ネットワークに同時に電界を及ぼし、上側電極が少なくとも1つの電極管を備え、印加されるAC電界が0.10〜20kV/mmであることを特徴とする方法に関する。
 (もっと読む)
(もっと読む)
141 - 156 / 156
[ Back to top ]