
Fターム[4F072AH26]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 繊維への樹脂の含浸(←塗布) (2,341) | ロール塗布 (111)
Fターム[4F072AH26]の下位に属するFターム
ロールの材質、形状、構造 (7)
リバースロール (10)
Fターム[4F072AH26]に分類される特許
1 - 20 / 94
プリプレグの製造方法及びプリプレグの製造装置
【課題】平坦で含浸性に優れたプリプレグの製造方法等を提供する。
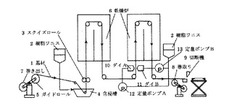
【解決手段】繊維布からなる基材を、溶剤又は樹脂ワニスを収容した含浸槽に浸漬し、含浸槽上空に設置された2本のスクイズロール又はカットバーの間を通過、乾燥後、基材搬送路の両側に対向して配置した一対のダイにより、樹脂ワニスを両面に塗布し、乾燥することを特徴とするプリプレグの製造方法等である。
(もっと読む)
プリプレグの製造方法

【課題】プリプレグを硬化させて繊維強化複合材料とした際に、外観に白点や色斑といった不具合を与えないプリプレグの製造方法を提供する。
【解決手段】強化繊維シート(I)11aの一面に、マトリクス樹脂(B)に固体微粒子(C)を分散させたマトリクス樹脂組成物(D)を塗布する工程12、該マトリクス樹脂組成物を塗布した面に強化繊維シート(II)11bを重ねる工程、マトリクス樹脂組成物(D)を強化繊維シート(I)及び(II)に、マトリクス樹脂組成物(D)中の固体微粒子(C)の分散濃度を変化させながら含浸させる工程、からなるプリプレグの製造方法。
(もっと読む)
プリプレグの製造方法と繊維強化熱硬化性樹脂成型体の製造方法
【課題】複数のプリプレグを積層する状態において層間の強度を著しく向上する。
【解決手段】プリプレグの製造方法は、高強度繊維を繊維基材とするシート加工工程と、繊維基材にプラスチックを含浸させる含浸工程とからなる。シート加工工程は、高強度繊維を湿式抄紙して抄紙シートに加工する抄紙工程と、抄紙シートの高強度繊維をバインダー繊維で結合して繊維基材とする結合工程とからなる。抄紙工程は、熱可塑性樹脂あるいは湿熱溶融型樹脂からなるバインダー繊維を高強度繊維に加えて分散液に添加し、この分散液をメッシュコンベアの抄紙面に吸引して高強度繊維をX軸方向とY軸方向とZ軸方向とに配向させてシート状に加工する。結合工程は、抄紙シートを加熱してバインダー繊維を溶融させて高強度繊維をX軸方向とY軸方向とZ軸方向とに配向させた状態で結合する。含浸工程は、繊維基材の隙間に、未硬化状態にある熱硬化性樹脂を含む状態で含浸させる。
(もっと読む)
エネルギー吸収体、FRP成形体、プリプレグ及び衝撃吸収体
【課題】曲げ、捻り、圧破等の外力に対し、優れた耐衝撃性を備え、かつ厚みが薄いにも拘わらず、クッション性に優れるエネルギー吸収体を提供すること、特には、軽量、かつ耐衝撃性が向上したFRP成形体及びプリプレグ、並びにさらなる薄肉化を実現し、一層の軽量化とスペースの節約を図ることのできる衝撃吸収体を提供すること。
【解決手段】熱硬化性樹脂マトリックス相中に、p−(p−トルエンスルホニルアミド)ジフェニルアミン、4,4’−ビス(α,α−ジメチルベンジル)ジフェニルアミン、オクチル化ジフェニルアミン、2,2’−メチレンビス(4−エチル−6−tert−ブチルフェノール)、4,4’−チオビス(3−メチル−6−tert−ブチルフェノール)、及びN,N’−ジ−2−ナフチル−p−フェニレンジアミンから選択された1種若しくは2種以上の化合物からなる分散相を有することを特徴とする。
(もっと読む)
積層シート連続体の製造方法、積層シート連続体、プリプレグ、積層板およびプリント配線板
【課題】繊維基材に供給された液状状態または半固形状態の樹脂組成物を加熱して積層シート連続体を製造する際に、積層シート連続体をできる限り小さいものとしてその加熱を行なうことができる積層シート連続体の製造方法、かかる積層シート連続体の製造方法により製造された積層シート連続体、かかる積層シート連続体から得られたプリプレグおよび積層板、かかるプリプレグを用いて得られたプリント配線板を提供すること。
【解決手段】積層シート連続体の製造方法は、繊維基材2と、繊維基材2の両面にそれぞれ形成された第1の樹脂層3および第2の樹脂層4とを備え、欠損部401で切断可能な積層シート連続体40を製造する方法である。この方法は、繊維基材2の両面にそれぞれ、樹脂組成物を半固形状態で供給する供給工程と、欠損部401で折り曲げて畳んで、その折畳み状態で、半固形状態の樹脂組成物を加熱する加熱工程とを有する。
(もっと読む)
成形材料
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%と、ポリフェニレンエーテルエーテルケトンオリゴマー(B)0.1〜20重量%からなる複合体に、熱可塑性樹脂(C)30〜98.9重量%が接着されてなる成形材料であって、該成分(B)の融点が270℃以下である成形材料。
(もっと読む)
成形材料およびそれを用いた成形方法
【課題】
成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、力学特性に優れる成形品や賦形性に優れる成形品を容易に製造できる成形材料およびその成形方法を提供する。
【解決手段】
強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる成形材料であって該成分(B)の融点が270℃以下である成形材料。
(もっと読む)
成形材料
【課題】
成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、高い耐熱性と力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%とポリフェニレンエーテルエーテルケトン(B)0.1〜30重量%からなる複合体に、熱可塑性樹脂(C)20〜98.9重量%が接着されてなる成形材料であって、前記成分(B)が、融点が270℃以下のポリフェニレンエーテルエーテルケトンオリゴマー(B’)を重合触媒(D)で重合させて得られるポリフェニレンエーテルエーテルケトンである成形材料。
(もっと読む)
強化繊維への樹脂含浸方法及び含浸装置
【課題】安価に強化繊維プリプレグを製造できるロール転写法を用いて、強化繊維に樹脂を経時的に又は断面方向に均等に樹脂を含浸する装置及び方法を提供する。
【解決手段】表面に所定の膜厚の樹脂層の形成された含浸ロール3と強化繊維5とを接触させ、樹脂を強化繊維に転写するロール転写により強化繊維に樹脂を含浸するに際して、強化繊維の側方の含浸ロール上の樹脂を所定範囲で掻き取り、強化繊維の含浸ロールと接触していない面に供給する。所定範囲で樹脂を掻き取り、強化繊維の含浸ロールと接触していない面に供給する手段として、強化繊維との間隙が徐々に狭くなる樹脂供給手段8を設ける。
(もっと読む)
プリプレグの製造方法
【課題】プリプレグの製造時に繊維織物に皺を生じにくく、かつ樹脂の含浸濃度が均一であり、しかも繊維強化成形体の効率的な製造が可能なプリプレグの製造方法を提供する。
【解決手段】繊維織物11Aを長さ方向に連続的に供給して、繊維織物11Aに樹脂を含浸させ、樹脂含浸後の繊維織物11Bの下面にセル膜の除去された発泡体21Aを連続的に供給して含浸後の繊維織物11Bの下面に配置し、セル膜の除去された発泡体21Aと含浸後の繊維織物11Bとからなる積層体10Bを乾燥炉81で乾燥させ、次に乾燥後の積層体10Bをカット機91によって所定寸法に切断し、樹脂の含浸した繊維織物にセル膜の除去された発泡体が積層されたプリプレグを製造する。
(もっと読む)
離型材
【課題】離型性および耐摩耗性に優れる離型材を提供する。
【解決手段】一般式(I)と(II)で表される共重合体(A)からなり、この共重合体(A)のイミド化前の共重合体(B)を繊維に保持させて加熱加圧し、加圧と同時または加圧後に共重合体(B)をイミド化する。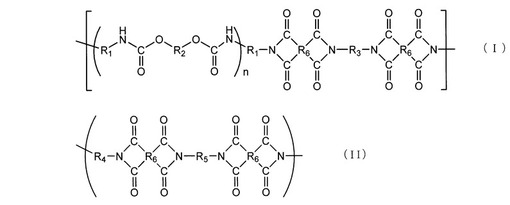 (もっと読む)
(もっと読む)
金属張積層板の製造方法
【課題】
高周波特性に優れ、電子部品の実装信頼性が高いプリント配線板の製造に好適に用いられる金属張積層板の製造方法を提供する。
【解決手段】
シクロオレフィンポリマーと充填材とを含むワニスを繊維強化材に含浸してなり、レジンフローが0.1〜1%の範囲にあるプリプレグを提供する工程(1)、及び前記プリプレグの片面又は両面に金属箔を重ね、加熱加圧成形する工程(2)を有する金属張積層板の製造方法。
(もっと読む)
樹脂組成物、硬化物、プリプレグ、および繊維強化複合材料
【課題】硬化物に優れた靭性、耐衝撃性、耐熱性、耐薬品性を発現させる樹脂組成物、および靱性、機械強度に優れる繊維強化複合材料を提供する。
【解決手段】
少なくとも熱硬化性樹脂と、硬化剤と、熱可塑性樹脂とからなり、硬化反応により、島成分が熱硬化性樹脂と硬化剤との反応物を主成分とし、海成分が熱可塑性樹脂を主成分とする海島相分離構造を形成する樹脂組成物。該樹脂組成物は、相溶化剤が添加され、該熱可塑性樹脂の、樹脂組成物の全質量に対する配合割合は、5〜60質量%であることが好ましい。
(もっと読む)
プリプレグの製造方法
【課題】厚いプリプレグであっても、マトリックス樹脂を良好にかつ速やかに含浸させることのできる製造方法を提供する。
【解決手段】複数の強化繊維を引き揃えてシート状繊維束とし、複数本の前記シート状繊維束を引き揃えて、かつ横方向に隣接する側端部同士を重ね合わせて配列して強化繊維シートとし、前記強化繊維シートに樹脂組成物を含浸させてプリプレグを得る、プリプレグの製造方法は、低粘度の樹脂組成物を用いても、強化繊維基材の繊維束どうしの密着力が向上するために繊維方向への引き裂かれ耐性が上がり、プリプレグの形態保持性が良いプリプレグを製造できる。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下である。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下であり、対向する一対のゴム板によりプリプレグ1を挟んだ状態で、120℃、2.5MPaの条件下に加熱及び加圧したとき、平面視で繊維基材2の外縁からはみ出る樹脂層3、4の重量が、樹脂層3、4の全体に対して、5重量%以下である。
(もっと読む)
成形材料およびその製造方法
【課題】射出成形を行う際に強化繊維の成形品中への分散が良好であり、優れた耐熱性、力学特性を有する成形品を容易に環境汚染なく製造できる成形材料を提供する。
【解決手段】連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィド(B)0.1〜15重量%からなる複合体に、熱可塑性樹脂(C)35〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料およびその製造方法。
(もっと読む)
プリプレグおよび繊維強化複合材料
【課題】
優れた成形性を有するプリプレグを提供し、また、それを用いて、機械特性、難燃性に優れた繊維強化複合材料を提供することにある。
【解決手段】
環式ポリアリーレンスルフィドを少なくとも50重量%以上含み、かつ重量平均分子量が10,000未満であるポリアリーレンスルフィドプレポリマーと、0価遷移金属化合物または低原子価鉄化合物とを含有することを特徴とする樹脂組成物を強化繊維に含浸せしめてなるプリプレグであり、かかるプリプレグ中の前記ポリアリーレンスルフィドプレポリマーを含有する樹脂組成物を重合せしめて得られる繊維強化複合材料である。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】熱可塑性樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】シート状の強化繊維基材Fと、熱可塑性樹脂Pとを、一対のロール10,20間に導入し、一対のロールを回転させながら強化繊維基材Fに前記熱可塑性樹脂Pを含浸することにより、繊維強化樹脂シートSを製造する方法であって、一対のロール10,20として、金属製の主ロール10と金属製の押さえロール20とを用い、主ロール10に対して押さえロール20を押圧することにより、押さえロール20の周面が主ロール10の周面形状に倣うように押さえロール20の周面21を変形させながら、熱可塑性樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
グリーンコンポジットの成形方法
【課題】天然繊維強化熱可塑性樹脂であって、かつ強度の高い板状FRTPを工業的に有利に提供する。
【解決手段】熱可塑性樹脂を、天然繊維の織布とともに引抜き成形することにより得られる天然繊維強化熱可塑性樹脂板。
(もっと読む)
1 - 20 / 94
[ Back to top ]