
Fターム[4F072AK17]の内容
強化プラスチック材料 (49,419) | 成形品の製造 (3,354) | 引抜き成形 (61)
Fターム[4F072AK17]に分類される特許
1 - 20 / 61
プリプレグの製造方法
【課題】検査時間の短縮や検査精度の向上を図ることができるプリプレグの欠陥の検査手法、プリプレグの欠陥の位置情報を後工程である検反工程に伝達する手法を取り入れた、離型紙を用いたホットメルト法によるプリプレグの製造方法の提供。
【解決手段】離型紙5A、5Bと離型紙に炭素繊維束1に含浸される樹脂が塗布されて形成された樹脂フィルム6Aからなる樹脂シート3A、3B、3a、3bにおける樹脂フィルムの表面を光学装置により検査し、表面の欠陥を検出し、検出された欠陥の種類を判定する樹脂シート検査工程S6A、あるいは、炭素繊維束に樹脂フィルムを形成している樹脂が含浸されて形成されたプリプレグシート9、9aの離型紙を剥離した後のプリプレグの表面を光学装置により検査することにより、プリプレグの表面の欠陥を検出し、検出された欠陥の種類を判定するプリプレグシート検査工程S9を有することを特徴とするプリプレグの製造方法。
(もっと読む)
送電ケーブル支持用コンポジット
【課題】本発明は、マトリックス樹脂に熱可塑性樹脂を用いることで、リペア可能な送電ケーブル支持用コンポジットを提供する。
【解決手段】成分(A)と成分(B)の合計を100質量%として、成分(A)連続強化繊維10〜90質量%および成分(B)熱可塑性樹脂90〜10質量%となるように成分(A)連続強化繊維に成分(B)熱可塑性樹脂を含浸させた送電ケーブル支持用コンポジット。
(もっと読む)
強化繊維への樹脂含浸方法及び含浸装置

【課題】安価に強化繊維プリプレグを製造できるロール転写法を用いて、強化繊維に樹脂を経時的に又は断面方向に均等に樹脂を含浸する装置及び方法を提供する。
【解決手段】表面に所定の膜厚の樹脂層の形成された含浸ロール3と強化繊維5とを接触させ、樹脂を強化繊維に転写するロール転写により強化繊維に樹脂を含浸するに際して、強化繊維の側方の含浸ロール上の樹脂を所定範囲で掻き取り、強化繊維の含浸ロールと接触していない面に供給する。所定範囲で樹脂を掻き取り、強化繊維の含浸ロールと接触していない面に供給する手段として、強化繊維との間隙が徐々に狭くなる樹脂供給手段8を設ける。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
繊維強化プラスチック成形品およびその製造方法
【課題】
少なくともガラス繊維を含む繊維強化プラスチック成形品の機械加工による切断面を、塗料などにより塗装することなく平滑性を持たせて乱反射光線を防ぎ、マトリックス樹脂に含ませた顔料とほぼ同一の樹脂色を切断面で得ることができる繊維強化プラスチック成形品ならびにその製造方法を提供すること。
【解決手段】
マトリックス樹脂に顔料を含む繊維強化プラスチック成形品であって、成形品の機械加工による切断面を研磨加工すること、もしくは透光性を有する樹脂を塗布することにより算術平均粗さ(Ra)が0.3μm以下であることを特徴とする繊維強化プラスチック成形品ならびにその製造方法。
(もっと読む)
耐摩耗性成形体用の樹脂組成物
【課題】ギアのような耐摩耗性が要求される摺動部品の製造原料として好適な耐摩耗性成形体用の樹脂組成物を提供する。
【解決手段】繊維状充填材の束にポリアミドを溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物であり、前記ポリアミドが芳香族ポリアミドであり、前記繊維状充填材が炭素繊維等であり、下記摩耗性試験において、目視により表皮がめくれないと確認できるものである、耐摩耗性成形体用の樹脂組成物。<摩耗性試験>ISO178に準拠して上記樹脂組成物から作製した試験片を用いて、往復動摩擦摩耗試験機(AFT−15MS;株式会社オリエンテック製)により下記の条件で摩耗性を評価する。鋼球:直径10mm(2-プロパノールで脱脂したものを使用する),荷重:500g,移動速度:50mm/sec,移動距離:10mm,回数:1000回
(もっと読む)
繊維強化樹脂ペレット
【課題】本発明は、機械的特性、流動性等に優れ、特に曲げ弾性率、生産性に優れた繊維強化樹脂ペレットを提供することをその課題とするものである。
【解決手段】熱可塑性樹脂(A)、重量平均繊維長が0.1〜0.5mmの短繊維状充填材(B1)および繊維長が3〜30mmの長繊維状充填材(B2)を配合してなる繊維強化樹脂組成物からなる繊維強化樹脂ペレットであって、長繊維状充填材(B2)の全てがペレットと同じ長さで配列していることを特徴とする繊維強化樹脂ペレット。
(もっと読む)
電子機器ハウジング用の薄肉成形体
【課題】耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供する。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】樹脂含浸性に優れた炭素繊維の熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】溶融状態の熱可塑性樹脂が充填されかつ円弧形状を有するブロックが配置された含浸浴中に、炭素繊維束を導入し、ブロックの円弧部分に炭素繊維束を接触通過させ開繊させつつ、炭素繊維束に熱可塑性樹脂を含浸させ熱可塑性樹脂含浸ストランドを製造する方法であって、円弧形状を有するブロックは凸状の円弧を有する開繊ブロックと逆凹状の円弧を有する収束ブロックから構成され、その弧の向きは同一であり、開繊ブロックをはさむように収束ブロックが配列されていることを特徴とする熱可塑性樹脂含浸ストランドの製造方法。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよび長繊維ペレットの製造方法
【課題】炭素繊維と高粘度の熱可塑性樹脂からなり、樹脂の含浸性が高い熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】熱可塑性樹脂を粘度100〜1000Pa・s(Ns/m2)にて樹脂浴中に保持し、該樹脂浴容器内のローラーに平均直径5〜10μmの炭素繊維のモノフィラメントから構成される繊維束を下記式(1)および(2)を満たす条件にて搬送することにより、繊維束に樹脂を含浸させる熱可塑性樹脂含浸ストランドの製造方法。
T2/(r×η×v)>100 (1)
T2<0.5×σ×N×S (2)
(T2:繊維の引き取りテンション(N)、r:ローラーの径(m)、η:熱可塑性樹脂の粘度(Pa・s)、v:搬送速度(m/S)、σ:炭素繊維の強度σ(MPa)、N:繊維束のフィラメント数、S:単繊維の断面積(mm2))
(もっと読む)
熱可塑性長繊維複合材およびそれから得られた製品
【課題】成形品に使用した場合、改善された表面抵抗率および/または衝撃強さが得られる導電性長繊維複合材を提供する。
【解決手段】この複合材は、熱可塑性樹脂、炭素長繊維、およびガラス長繊維を含み、前記炭素長繊維および前記ガラス長繊維が、約2mmを超えるかまたはそれと等しい長さを有し、前記導電性長繊維複合材が、製品に成形した場合、約108Ω/cm2未満またはそれと等しい表面抵抗率、および約10kJ/m2を超えるかまたはそれと等しいノッチ付アイゾッド衝撃強さを示す。
(もっと読む)
軽量自動車内装部品
【課題】有機長繊維を添加したプロピレン系樹脂からなり、自動車部品に要求される低温衝撃特性と高温剛性が重視されるインストルメントパネル・コンソールボックス・ピラー・トリム類等に成形された、高外観な軽量自動車内装部品を提供する。
【解決手段】プロピレン系樹脂(A)100重量部に対して、有機長繊維(B)5〜60重量部を含有してなる繊維強化プロピレン系樹脂材料により射出成形された自動車用内装部品であって、繊維強化プロピレン系樹脂材料により形成される平面部の平均面密度(材料密度と部品意匠平面部平均肉厚の積)が2kg/m2未満であることを特徴とする軽量自動車内装部品などによって提供。
(もっと読む)
繊維強化ポリ乳酸含有樹脂組成物及び射出成形体
【課題】曲げ弾性率及び衝撃強度などの優れた物性バランスを持つ成形体を形成することができ、製品性能を改良し得る繊維強化されたポリ乳酸含有樹脂組成物及び射出成形体の提供。
【解決手段】成分(A):ポリプロピレン系樹脂、成分(B):ポリ乳酸系樹脂、成分(C):有機繊維、成分(D):酸変性ポリオレフィン系樹脂又は/及びヒドロキシ変性ポリオレフィン系樹脂、および成分(E):エポキシ変性ポリオレフィン系樹脂を含むことを特徴とする繊維強化ポリ乳酸含有樹脂組成物;各成分の含有量が、樹脂組成物全体に対し、成分(A)7〜91.4重量%、成分(B)4〜40重量%、成分(C)4〜40重量%、成分(D)0.1〜3重量%、成分(E)0.5〜10重量%であることが好ましい;工程(I):成分(B)、成分(E)を溶融混練すること、工程(II):工程(I)で得られる組成物、成分(A)、成分(C)、成分(D)を、成分(C)が可塑化しない温度で溶融混練することで製造することが好ましい。
(もっと読む)
繊維強化ポリ乳酸含有樹脂組成物及びその成形体
【課題】曲げ弾性率及び衝撃強度などの優れた物性バランスを持つ成形体を形成することができ、製品性能を改良し得る繊維強化されたポリ乳酸含有樹脂組成物及びその用途の提供。
【解決手段】成分(A):ポリプロピレン系樹脂、成分(B):ポリ乳酸系樹脂、成分(C):有機繊維、成分(D):酸変性ポリオレフィン系樹脂又は/及びヒドロキシ変性ポリオレフィン系樹脂、成分(E):エポキシ変性ポリオレフィン系樹脂、および、必要に応じて成分(H):プロピレン系重合体を含み、且つ下記の工程(I)〜(IV)を経て製造されたことを特徴とする、繊維強化ポリ乳酸含有樹脂組成物によって提供。
工程(I):成分(B)、成分(E)を溶融混練する
工程(II):工程(I)で得られる組成物、成分(A)の一部、および成分(D)を溶融混練する
工程(III):工程(II)とは別途に、成分(A)の残部、および成分(C)を含む組成物を製造する
工程(IV):工程(II)で得られる組成物、工程(III)で得られる組成物、及び必要に応じて成分(H)とを混合又は溶融混練する。
(もっと読む)
熱可塑性マトリックス中のCNT浸出繊維
複合材料は、熱可塑性マトリックス材料と、該熱可塑性マトリックス材料の少なくとも一部に分散されたカーボンナノチューブ(CNT)浸出繊維材料と、を含む。 (もっと読む)
ポリウレタン−ベースのプルトルージョン樹脂系
本発明は、(a)ジ−又はポリイソシアネート、(b)イソシアネートに対して反応性の少なくとも2つの基を有する化合物、(c)触媒、(d)官能性が2以上の多塩基酸、及び任意に、
(e)更なる補助剤、及び添加剤を含み、多塩基酸は沸点が、標準圧力で、少なくとも200℃であり、及びイソシアネートに対して反応性の少なくとも2つの基を有する化合物に溶解性であることを特徴とするプルトルージョン樹脂系に関する。本発明は更に、プルトルージョン物を製造するための方法、及びこのプルトルージョン物に関する。
(もっと読む)
FRP筒体
【課題】高強度、高剛性で、しかも外観に優れるFRP筒体を提供する。
【解決手段】プルワインド法において、マンドレルの先端部から繊維軸が筒軸方向の強化繊維層と、繊維軸が筒軸方法に対し+θ°及び−θ°をなす強化繊維層との少なくとも3層の強化層を連続的に成形しながら他端に引き抜いていく中で、比較的粘度の低いシクロオレフィンモノマーと重合触媒とを含んでなる成形用組成物を含浸させ、硬化して得ることができるFRP筒体。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】 連続した断面形状の繊維強化樹脂成形品を、安定した物性で精度よく製造し、作業環境の悪化を招くことのない新規な製造方法とする。
【解決手段】 一実施形態としての繊維強化樹脂成形品の製造方法は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維101と補強繊維102とが引き揃えられた複合繊維中間体10を成形金型3に導入し、成形金型3内で加熱し樹脂繊維101を溶融する。さらに、これを成形金型3から連続的に引き出し、冷却して固化する。成形金型3は母材樹脂の溶融温度以上に加熱し、複合繊維中間体10を導入する。樹脂繊維101は、成形金型3の通路31の内周面に沿って高い含有比率で配置されることが好ましい。
(もっと読む)
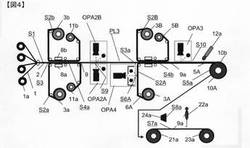
引抜成形品の製造方法
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
1 - 20 / 61
[ Back to top ]