
Fターム[4F201BA03]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 予備成形品の製造一般 (260)
Fターム[4F201BA03]に分類される特許
101 - 120 / 260
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 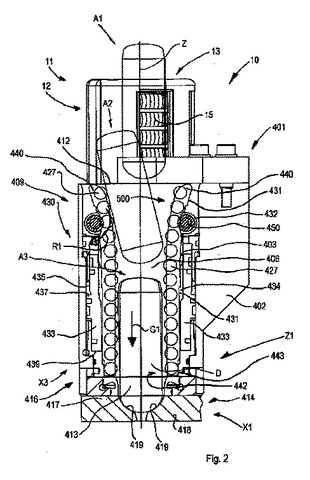 (もっと読む)
(もっと読む)
予備成形樹脂の製造方法および製造装置
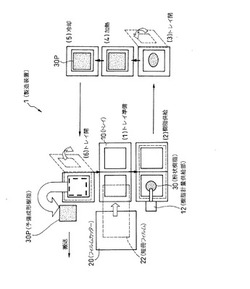
【課題】フィルムの再利用を可能としてフィルムに要するコストの低減を図ると共に、精度のよい予備成形樹脂を効率よく生産する。
【解決手段】圧縮成形金型への投入に先立って、粉状樹脂30を所定の形状に予備成形する予備成形樹脂の製造方法であって、粉状樹脂30を包被するために所定の形状に切断された短冊フィルム22をトレイ10に固定するフィルム固定工程と、トレイ10に固定された短冊フィルム22上に粉状樹脂30を供給する樹脂供給工程と、短冊フィルム22上に供給された粉状樹脂30を包被する包被工程と、この包被された状態のままで短冊フィルム22を介して粉状樹脂30を所定の形状に予備成形する。
(もっと読む)
プリフォーム射出成形装置

【課題】型開閉と型締めの各駆動源を別個として高速にて型開閉しながら、成形サイクル毎に最上位にある基盤を型開閉ストローク分だけ昇降させる必要の無いプリフォーム射出成形装置を提供する。
【解決手段】プリフォーム射出成形装置は、上方から順に、上部型締め盤20、可動盤40、下部基盤10及び下部型締め盤30を有する。上部型締め盤20と下部型締め盤30は、複数のクランプシャフトで連結されて一体的に昇降する。開閉駆動手段60は、可動盤40を型開位置と型閉位置とに昇降させる。型締め手段70は、下部型締め盤30を昇降させることで、下部型締め盤30と一体で複数のクランプシャフト及び上部型締め盤20を昇降させ、上部型締め盤20の下降位置を型締め位置として設定する。圧受け部材80,90は、上部型締め20が型締め位置に設定される際に、型締め力を可動盤40に伝達し、かつ、その型締め力を圧受けする。
(もっと読む)
ポリエステル系ガスバリア樹脂およびそのプロセス
【課題】ポリマー系ガスバリア樹脂を提供する。
【解決手段】樹脂に対し50:5000ppmの割合で含まれる、粒子サイズが10〜100 nmで、懸濁培地に超音波分散されるナノクレイの懸濁液をPET樹脂に供給し、プリフォーム樹脂を作製する。
(もっと読む)
成形装置および成形方法
【課題】成形品の寸法および重量を安定させる。
【解決手段】キャビティ11内に供給された未加硫のゴム材料をキャビティ11の内面形状に沿った外形形状に成形した後に、この成形品Wを未加硫の状態でキャビティ11から取り出す成形装置10であって、キャビティ11内に流動状態にある未加硫のゴム材料を射出する射出成形機21と、キャビティ11内に射出されたゴム材料をこのキャビティ11内で冷却する冷却手段27と、を備える。
(もっと読む)
波長特定熱照射および処理用の方法およびシステム
広い範囲の加工目的のために、選択された狭帯域熱赤外線(IR)放射またはエネルギを物品内に直接注入するためのシステムが提供される。熱移送の所望の効率を創出するためにターゲット体の特定の吸収帯域特性にしたがって、照射波長が選択される。本発明の用途は、一連の異なる工業、医療、民生、または、商業環境において、加熱、物品の温度を上げるか維持すること、または、ターゲット項目を刺激することを含んでもよい。システムは、特に選択された中赤外域波長を照射するか、またはパルスするか、または放射線を注入する能力を必要とするか、またはそれから利益を得る操作に、特に適用可能である。システムは、より高いスピードでかつターゲットとの非接触環境で機能するときに、特に有利である。 (もっと読む)
溶融樹脂の搬送装置
【課題】上流工程からシート状に連続的に押し出された溶融樹脂を受け取ってチェーンコンベアへ向けて搬送するベルトコンベアと、そのベルトコンベアから搬送された溶融樹脂を下流工程へ搬送するチェーンコンベアとから構成されている場合であっても、溶融樹脂がベルトコンベアからチェーンコンベアへ乗り移るとき、溶融樹脂にシワを生じさせることがない溶融樹脂の搬送装置を提供する。
【解決手段】ベルトコンベア40のベルト41の張力は、無負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑ることないように設定されており、且つ、負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑り可能に設定されている。
(もっと読む)
繊維含有樹脂造粒物及びその製造方法
【課題】繊維の折れや切断を回避できて十分な機械的強度を確保できると共に、繊維長の短い繊維でも繊維長の長い繊維でも適用することができ、設備コストも抑制でき、樹脂の熱による劣化も防止できる、繊維含有樹脂造粒物の製造方法を提供する。
【解決手段】この発明の繊維含有樹脂造粒物の製造方法は、2枚の樹脂フィルム1A、1Bをその間に繊維2を挟み込んだ状態で熱プレスすることによって繊維複合化フィルム9を得る工程と、前記繊維複合化フィルム9をカットすることにより造粒物7を得る造粒工程と、を包含することを特徴とする。
(もっと読む)
補強用繊維アーマチャ及び当該補強用繊維アーマチャの製造方法
本発明は、複合材料又は部品の製造に利用可能な繊維アーマチャに関する。当該繊維アーマチャは、第1種類の合成材料からなる細かく裁断された繊維部分に基づく中心層であって、前記細かく裁断された繊維部分は、層を形成する前に、前記細かく裁断された繊維部分上に永続的な圧着を与える処理を受けた、中心層;及び前記中心層の対向する面上に設けられた外部層を有する。前記外部層は細かく裁断された化学繊維部分及び細かく裁断された補強用繊維部分を有し、前記細かく裁断された化学繊維部分は永続的な圧着を与える処理を以前に受け、前記細かく裁断された化学繊維部分の少なくとも一部は該部分の全長の一部にわたって前記中心層へ入り込み、前記細かく裁断された化学繊維部分は少なくとも第1細かく裁断された化学繊維部分を有し、該第1細かく裁断された化学繊維部分は、前記の中心層の細かく裁断された繊維部分の融点以下の融点を有する熱可塑性材料の表面層を少なくとも1層有し、前記の外部層の第1細かく裁断された化学繊維部分は少なくとも部分的には互いに接合し、かつ当該繊維アーマチャの他の細かく裁断された繊維部分とも接合する。
 (もっと読む)
(もっと読む)
プリフォームの製造方法および製造装置、プリフォーム、光学部材
【課題】ナノコンポジット樹脂を用いて光学特性に優れた光学部材を安価に形成することができる光学部材用のプリフォームの製造方法および製造装置ならびに該方法により製造されたプリフォーム、そして該プリフォームから成形された光学部材を提供する。
【解決手段】無機微粒子が熱可塑性樹脂に含有するナノコンポジット樹脂からなり、熱プレス成形によって光学面67a、67bが形成される光学部材67の素材とされるプリフォーム65の製造方法であって、光学面67a、67bに近似する略光学面65a、65bと、雰囲気開放面12と、を少なくとも提供する型11、13にナノコンポジット樹脂を含む溶液61を投入し、略光学面65a、65bの形状を維持して溶液61の溶媒を蒸発させ、該溶液61を固化させる。
(もっと読む)
ポリテトラフルオロエチレンファインパウダーの成形方法、予備成形体及び成形品
【課題】本発明は、金型内のPTFEファインパウダー間に存在する空気を充分に除去して圧縮することにより、高密度で均一なPTFEファインパウダー予備成形体を製造することができる成形方法を提供する。
【解決手段】本発明は、PTFEファインパウダーを含む粉体を金型に充填する工程と、圧縮する工程とを有する成形方法であって、上記圧縮する工程は、上記粉体が充填された上記金型内を減圧して行うものであることを特徴とする成形方法である。
(もっと読む)
プリフォームの製造方法
【課題】マトリックス樹脂の注入成形時に樹脂の含浸性に優れ、かつ、力学特性および計量化効果を高く発現し、品質が安定したFRPを高い生産性で得られるプリフォームの提供。
【解決手段】少なくとも次の工程(A)〜(D)を経て製造することを特徴とするプリフォーム11の製造方法。(A)少なくとも強化繊維糸条によって形成され、その少なくとも一方の表面に、強化布帛以外のガラス転移点が100℃以上の熱可塑性樹脂を主成分とし、熱硬化性樹脂を副成分として、そのガラス転移点が100℃未満の樹脂材料13を予め接着している強化布帛12を、プリフォーム型に複数枚積層する積層工程、(B)積層体をプリフォーム型内に配置する配置工程、(C)積層体を加熱および加圧する加熱工程、(D)積層体を冷却する冷却工程。
(もっと読む)
プラスチックレンズ成形方法およびレンズプリフォーム
【課題】射出成形時の樹脂流れと保圧による非対称の光学歪みがほとんどなく、光学特性の優れたレンズを成形することができるプラスチックレンズ成形方法およびレンズプリフォームを提供する。
【解決手段】向かい合う2面で光学面45a、45bを形成するプラスチックレンズ成形方法であって、光学面45a上にゲートを配置して所望のレンズ45と重量が同じでほぼ同形状のレンズプリフォーム15を成形する射出成形工程と、レンズプリフォーム15を所望のレンズ45最終寸法に圧縮成形する圧縮成形工程と、によりプラスチックレンズ45を成形する。射出成形工程から圧縮成形工程までは、ガラス転移温度以上の温度で実施される。
(もっと読む)
プラスチックレンズ成形方法
【課題】射出成形時の残留応力による光学歪みがほとんどなく、光学特性の優れたレンズを短い成形サイクル時間で効率よく成形することができるプラスチックレンズ成形方法を提供する。
【解決手段】プラスチックレンズ成形方法であって、最終寸法のレンズ35と同重量でガラス転移点以上の温度のレンズプリフォーム15を用意する準備工程と、ガラス転移点以上の温度のレンズプリフォーム15をガラス転移点以下の一定温度の圧縮成形機構30により圧縮してレンズ成形する圧縮成形工程と、によりプラスチックレンズ35を成形する。
(もっと読む)
フィラー高充填樹脂組成物、錠剤の製造方法およびそれからなる成形品
【課題】 本発明は、溶融成形が可能で、加工時の金型腐食がなく、得られた成形品は、高強度で用いるフィラーの特性を高効率に発揮することを可能とした従来得られることができなかったフィラー高充填熱可塑性樹脂組成物およびそれから得られる成形品の提供。
【解決手段】(a)重量平均分子量(Mw)が1万以上、重量平均分子量/数平均分子量(Mn)で表される分散度が2.5以下のポリアリーレンスルフィド5〜50容量%と(b)無機フィラー95〜50容量%からなるフィラー高充填樹脂組成物。
(もっと読む)
樹脂ペレットの製造方法および製造装置
【課題】ストランド同士の融着が防止でき、均一形状のペレットが得られる樹脂ペレットの製造方法および製造装置を提供する。
【解決手段】溶融ポリマーのストランド状体を吐出する複数のダイ吐出口2と、複数の案内溝を備え、前記吐出口より吐出されたストランド状体を該案内溝上に導く第1のガイドプレート4と、さらに、その下流側に設置され、かつ複数の案内溝を備え、前記第1のガイドプレートからのストランド状体を該案内溝に導く第2のガイドプレート6と、前記第1および第2のガイドプレートのそれぞれの案内溝に沿って冷却水を流下させてストランド状体を冷却、固化させる冷却手段と、上記第2のガイドプレートより供給されるストランド状体を切断して樹脂ペレットとするカッターを具備する樹脂ペレットの製造装置において、前記第2のガイドプレートの隣接するそれぞれの案内溝間に仕切板11を設けたことを特徴とする樹脂ペレットの製造装置。
(もっと読む)
ドーズを移送するための装置
流動性材料のドーズ(D)から物体を形成するための形成手段(2,6)と、この形成手段(2,6)へ前記ドーズ(D)を移送するための移送手段(10)とを備え、前記移送手段(10)が前記ドーズ(D)を受け入れるための凹所(306;606;13)を有する装置であって、前記凹所(306;606;13)内には、前記移送手段(10)の内部で前記ドーズ(D)を案内するための転動手段(315;615;15;115;215;415)が設けられている。  (もっと読む)
(もっと読む)
樹脂材料計量方法及び樹脂材料計量装置
【課題】高精度の計量が可能な樹脂材料計量方法及び樹脂材料計量装置を提供する。
【解決手段】一端側に吐出口を有し内部空間の断面積が一定のシリンダ10と、該シリンダ10の内部空間に挿入されるピストン11とによって構成されるシリンダピストン機構を用い、シリンダ10の内部空間に流動性を有する樹脂材料を充填した後、シリンダ10の内部空間の断面積とピストン11の移動ストロークとに基づいて決定される樹脂材料の容積の関係から、予め規定した容積の樹脂材料に相当するピストン11の移動ストロークを求め、シリンダ10内の樹脂材料を、ピストン11をその移動ストローク分移動させて吐出口から吐出させ、該吐出された樹脂材料をシリンダ10内の樹脂材料から切断するようにした。
(もっと読む)
ポリオキシメチレン樹脂製延伸体の製造方法
【課題】ポリオキシメチレン樹脂製延伸体を連続生産可能であり、高剛性で且つ高強度のポリオキシメチレン樹脂製延伸体を提供する。
【解決手段】押出し機を用いてポリオキシメチレン樹脂を可塑化し、押出し機ダイより棒状又はフィラメント状の成形体を紡出させ冷却槽で冷却した後、延伸槽で加熱延伸させ、ポリオキシメチレン樹脂製延伸体を連続に製造する方法において、(A)押出し機ダイより紡出された直後の溶融ポリオキシメチレン樹脂の樹脂温度(TP)が下記一般式(I)で表される範囲であり、(B)冷却槽の温度(T1)が下記一般式(II)で表される範囲であり、押出し機ダイの紡出口から冷却槽液面までの距離(L)が1〜20cmの範囲で製造することを特徴とするポリオキシメチレン樹脂製延伸体の製造方法。 ポリオキシメチレン樹脂の融点(mp)≦TP<200℃ (I) 100℃≦T1≦ポリオキシメチレン樹脂の結晶化開始温度(CP) (II)
(もっと読む)
樹脂供給機構
【課題】プレ成形更には樹脂封止装置全体としてのサイクルタイムを短縮する。
【解決手段】樹脂封止用金型内に投入するために粉状又は粒状の樹脂300を予め板状に成形するプレ成形部200に対して、所定量の粉状又は粒状の樹脂300を供給する樹脂供給機構101であって、樹脂300を計量可能な計量部102と、計量部102により計量された所定量の樹脂300を一時的に保持可能な保持部110と、を備え、保持部110に所定量を超える樹脂300が保持された場合に、保持する樹脂300を破棄する破棄手段130を設ける。
(もっと読む)
101 - 120 / 260
[ Back to top ]