
Fターム[4F201BA03]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 予備成形品の製造一般 (260)
Fターム[4F201BA03]に分類される特許
41 - 60 / 260
ダーツを設けたパイプリフォームの強化材、その強化材を含むパイプリフォーム、およびパイプリフォームの強化方法
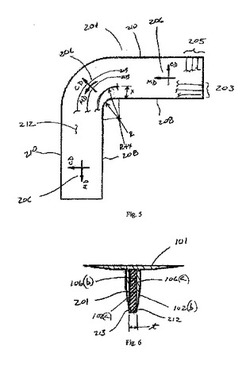
【課題】三次元のパイあるいはT型のプリフォーム(101)のための強化材(201)、その製法、ならびにその強化材を含むコンポジット構造物の提供。
【解決手段】強化材(201)は操り織りファブリックであって、幅、長さ、厚さ(t)で別れた第1面(212)および第2面(213)をもつ。操り織りファブリックの第1面は、プリフォームのダーツ構成部分に添付する。操り織りファブリック強化材は、単一の層あるいは多層のファブリックであり、プログラム可能なテークアップ機構を用いて織ることができる。
(もっと読む)
プリプレグ繊維の製造システム、プリプレグ繊維の製造方法、プリプレグ繊維巻取りボビン

【課題】樹脂を含浸させた繊維束にボイドが発生した場合であっても、該ボイドの除去を容易にする。
【解決手段】プリプレグ繊維20の製造システムに用いられる巻取りボビン16は、同心円状に、かつ直径の異なる複数の巻取り部22a,22b,22cを有する。繊維束に樹脂を含浸させたプリプレグ繊維20を巻き取った巻取りボビン16を減圧器で減圧することにより脱気され、ボイドを除去することができる。
(もっと読む)
補強要素を備えるプリフォーム及び容器
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 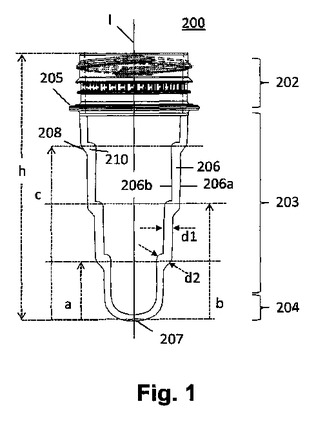 (もっと読む)
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】離型フィルムの消費量を低減でき、且つ粉粒体状樹脂を仮成形する機構を簡略にして樹脂封止装置自体の簡略化と低コスト化が可能となる。
【解決手段】粉粒体状樹脂102を仮成形し、仮成形された樹脂106を用いて被成形品を樹脂封止する樹脂封止装置100であって、粉粒体状樹脂102が載置される離型フィルム116と、粉粒体状樹脂102の離型フィルム側の載置面を加熱して粉粒体状樹脂102の温度を上昇させて軟化させるホットプレート128と、軟化した粉粒体状樹脂102の反離型フィルム側の開放面に当接してホットプレート128とで軟化した粉粒体状樹脂102を挟み込むことで仮成形を行うと共に、粉粒体状樹脂102の開放面の温度を下げる冷却板130と、を備えて、粉粒体状樹脂102を仮成形する。
(もっと読む)
連続ガラス繊維を有する織物心材
本発明に従った心材は、連続的なガラス繊維(2a)の破砕された銀から成る厚肉であり且つ十分に通気される内部層(2)を含み、この内部層(2)は、ホットメルト表面を備える繊維セグメントから成る2つの外部層(3,4)で覆われる。集合体は、ホットメルト表面を有する浸透繊維セグメント(3b、4b)によって固定され、前記セグメントは、その長さの一部に沿って内部層(2)内に浸透し、連続的なガラス繊維(2a)に接着する。
 (もっと読む)
(もっと読む)
環状のゴム生地の製造方法
【課題】重量の制御が容易で、かつサイズ変更に対する対応が容易な環状のゴム生地の製造方法を提供する。
【解決手段】圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、押し出し機30によって、ゴム生地11を紐状に押し出す第1工程と、押し出される紐状のゴム生地11を多重に巻いていく第2工程と、紐状に押し出されるゴム生地11を切断して、押し出し機30から押し出される紐状のゴム生地11と、多重に巻かれたゴム生地とを切り離す第3工程と、を備えることを特徴とする。
(もっと読む)
ガスバリア熱可塑性ポリエステル系樹脂積層体、及びこの積層体からなる延伸ブロー成形用プリフォーム、並びにこのプリフォームを成形してなる包装用容器
【課題】層間剥離の防止と不透明化の抑制を可能としたガスバリア熱可塑性ポリエステル系樹脂積層体、加えてこのポリエステル系樹脂積層体を有する延伸ブロー成形用プリフォーム、さらには延伸ブロー成形用プリフォームを成形してなる包装用容器を提供する。
【解決手段】直鎖状炭化水素を有するジオール成分とジカルボン酸とを含んでなる第1熱可塑性ポリエステル樹脂(A)を10〜90重量部、脂環式炭化水素を有するジオール成分とジカルボン酸とを含んでなる第2熱可塑性ポリエステル樹脂(B)を8〜85重量部、芳香族ポリアミド樹脂(C)を0.1〜43重量部とを含有するガスバリア熱可塑性ポリエステル系樹脂組成物(P)と、当該樹脂組成物(P)の少なくとも一面側に熱可塑性ポリエステル系樹脂(Q)を積層した部位を有して延伸ブロー成形用プリフォームを成形し、さらに当該プリフォームを延伸ブロー成形して包装用容器とする。
(もっと読む)
プリフォーム、容器および容器成形方法
容器(23)をブロー成形するためのプリフォーム(1)またはプリフォーム・アセンブリであって、プリフォームまたはプリフォーム・アセンブリは首部分(4)と、首部分に設けられた蓋要素(16)と、首部分内に延在し、プリフォームまたはプリフォーム・アセンブリの内部空間にアクセスを提供する開口部と、を有する。 (もっと読む)
延伸ブローボトルのプリフォーム
【課題】プリフォームの底部にすり鉢状の底部を採用して、プリフォーム底部を厚肉化にした場合のアンダーカットの課題を解決し、それによりボトル底面の薄肉形成を可能として延伸ブローボトルの軽量化を図る。
【解決手段】プリフォームの胴部に連なる底部をすり鉢状に形成する。底部は胴部よりも肉厚が薄肉で平坦な底面中央部と、ボトル底縁となる部分の高さ位置から胴下部を底面中央部の周囲まで屈曲して傾斜形成したボトル底面形成部と、そのボトル底面形成部の胴部と接する上部のボトル底縁形成部位と、ボトル底面形成部の下部と底面中央部との境の弯曲部とからなる。ボトル底面形成部の肉厚を、ボトル底縁形成部位を除く弯曲部までの内面の肉盛により、胴部の肉厚よりも厚肉に形成する。ボトル底縁形成部位の肉厚をボトル底面形成部の肉厚よりも薄肉に形成する。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
ゴム材料成型体、その集合物、及びそれらを用いたゴム製品
【課題】混練装置への負荷を軽減し、混練装置への過負荷に起因する故障を低減し得るゴム材料成型体を提供すること。
【解決手段】複数のロータを有する密閉型混練装置内で混練してゴム組成物を得るために用いられるゴム材料成型体であって、少なくともジエン系ゴム成分と充填材成分とからなり、且つその形状が下記式(1)、(2)及び(3)を満足することを特徴とするゴム材料成型体、その集合物、及びそれらを用いたゴム製品である。
0.05Dm ≦ Gb ≦ 2Dm ・・・(1)
0.15Wm ≦ Wb ≦ 0.95Wm ・・・(2)
1.5Rm ≦ Lb ≦ 32Rm ・・・(3)
[式(1)中、Gbはゴム材料成型体の厚さであり、Dmは混練装置のロータの回転軸を含む平面上におけるロータの回転軸に垂直なロータ間空隙距離の最大値である。式(2)中、Wbはゴム材料成型体の幅であり、Wmは混練装置のロータ回転軸に平行な混練室の幅である。式(3)中、Lbはゴム材料成型体の長さであり、Rmは混練装置の最大ロータ回転半径である。]
(もっと読む)
プリフォームの圧縮成形金型、合成樹脂製ブロー成形容器の製造方法及びプリフォーム
【課題】ブロー成形時においてプリフォームの温度調整を軽減又は省略すること。
【解決手段】合成樹脂製ブロー成形容器を形成するための口部、胴部及び底部を有するプリフォームを圧縮成形するための空間を形成し、雌型と雄型とを備えたプリフォーム圧縮成形金型であって、プリフォームの口部上端部の肉厚を形成する空間幅、若しくは口部のカブラ下からネックリング上の肉厚を形成する空間幅に対し、プリフォームの胴部〜底部の少なくとも胴部の肉厚を形成する空間幅が1.18〜2.11倍とした。
(もっと読む)
合成樹脂製容器、プリフォーム、合成樹脂製容器の製造方法、及びプリフォーム成形型
【課題】プリフォームを成形した際のパーティングラインの痕跡に起因する環境応力破壊が、当該プリフォームをブロー成形してなる容器の底部に生じてしまうのを有効に回避する。
【解決手段】外側面に周方向に沿ってパーティングラインPLが形成されたプリフォーム10をブロー成形によって所定の容器形状に成形するにあたり、当該パーティングラインPLの痕跡Vを、成形された容器底部23の接地部位24を越えた容器側面側に位置させる。
(もっと読む)
粘弾性流体の粘度調整方法及びその装置
【課題】粘度を調整することができるとともに、生産性を向上することのできる粘弾性流体の粘度調整方法及びその装置を提供する。
【解決手段】第1押出装置10内の未加硫ゴムRの圧力及び温度を検出するとともに、その検出結果に基づいて未加硫ゴムRの粘度を推定することができるので、例えば周知のムーニー粘度測定機を用いて未加硫ゴムRの粘度を測定する場合のように、第1押出機10によって押出された未加硫ゴムRから粘度測定用にゴム片を切出す必要がなく、生産性の向上を図ることができる。また、推定された粘度に基づいて第2押出装置10における未加硫ゴムRの加工条件を調整することができるので、未加硫ゴムRの粘度を調整することができる。
(もっと読む)
プリフォーム成形金型
【課題】ボトル胴部形成部に皺を発生させることなくプリフォームを射出成形することができるプリフォーム成形金型を提供する。
【解決手段】プリフォームに対応するキャビティと、射出ノズルが接続されるゲートインサートとを備える。キャビティは、ボトル胴部形成部とボトル底部形成部とに夫々対応する型壁面9,11と、ボトル底部形成部とボトル胴部形成部との境界部分の肉厚増加部に対応する型壁面10とを備える。肉厚増加部に対応する型壁面10に粗面加工を施す。
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 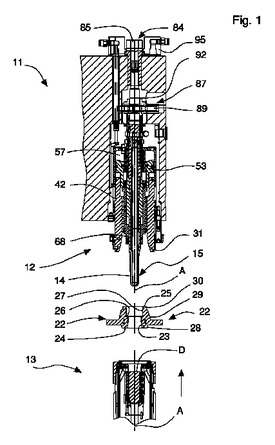 (もっと読む)
(もっと読む)
断熱性シート及び断熱性シートの製造方法
【課題】 平滑性及び印刷性に優れた断熱性シートを提供することを課題とする。また、断熱性シートを平滑性及び印刷性に優れたものとし得る断熱性シートの製造方法を提供することを課題とする。
【解決手段】 ポリスチレン系樹脂成分と不活性ガスとを含むポリスチレン系樹脂組成物が押出発泡を経てなる断熱性シートであって、前記ポリスチレン系樹脂成分が、加熱溶融された後に冷却固化された熱履歴ポリスチレン系樹脂を含有していることを特徴とする断熱性シートを提供する。
(もっと読む)
未加硫ゴムシートの定寸切断装置及び定寸切断方法
【課題】刃先摩耗時におけるカット不良の発生を低減することができ、また装置の大型化を抑制してコストアップを招くことがなく、作業者のトラブル処置も容易な未加硫ゴムシートの定寸切断装置及び定寸切断方法を提供する。
【解決手段】未加硫ゴムシートの供給コンベアと、払出しコンベアと、供給コンベアと払出しコンベアとの間に配置されるカット装置と、供給側の押えローラと、払出し側の押えローラとを備え、供給コンベアにより先端側がカット装置を通過して払出しコンベアに至ったゴムシートを、供給コンベア及び払出しコンベアにより定寸切断位置まで移動させ、2つの押えローラにより押付けた後に、払出しコンベアを正転させたまま、供給コンベアを逆転させてゴムシートに張力を発生させた状態で、切断する未加硫ゴムシートの定寸切断装置。
(もっと読む)
成形コンポーネント
複数の成形コンポーネントを製造する方法は、(a)製造アセンブリにキャリアを提供する工程と、(b)成形コンポーネントをキャリア上に形成する工程であって、成形コンポーネントが、キャリアに固定されてキャリアに沿って移動できる犠牲部分と、犠牲部分から延びる機能部分とを有し、隣接する犠牲部分が、第1の距離で互いに間隔を空けて配置される工程と、(c)キャリアを取込装置に順方向に巻き取る工程と、(d)キャリア及び成形コンポーネントが供給装置の方へ移動するよう取込装置を逆方向に巻き戻す工程であって、成形コンポーネントの1つが、成形コンポーネントが逆方向に移動するのを防ぐラッチに接触し、その結果、隣接する犠牲部分が、第1の距離より短い第2の距離まで共により近くに移動される工程と、を含む。 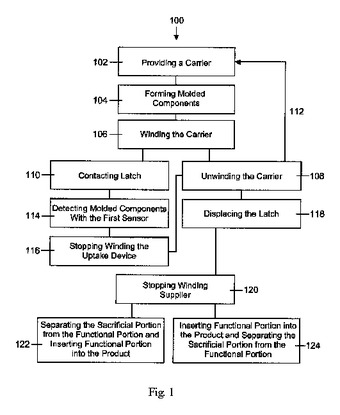 (もっと読む)
(もっと読む)
ブロー成形容器及びその成形方法
【課題】 本発明は、PET樹脂等の同種の合成樹脂から成る外層と内層を剥離可能に積層した2軸延伸ブロー成形容器を提供することを課題とする。
【解決手段】 同種の合成樹脂製の外プリフォームと内プリフォームを剥離剤層を介して密着状に積重した積重プリフォームを2軸延伸ブロー成形したものであり、外容体を形成する外層の内側に、この外層と同種の合成樹脂製であって萎み変形自在な内容体を形成する内層を剥離剤層を介して剥離可能に密着状に積層する。
(もっと読む)
41 - 60 / 260
[ Back to top ]