
Fターム[4F201BA03]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 予備成形品の製造一般 (260)
Fターム[4F201BA03]に分類される特許
61 - 80 / 260
樹脂の分散方法および成形体
【課題】簡便、効率的、効果的な樹脂の分散方法、特に非相溶な樹脂の分散に有用である分散方法を提供する。
【解決手段】
樹脂Aを溶融可塑化する工程と樹脂Aとは異なる樹脂Bを溶融可塑化する工程と、溶融可塑化された樹脂Aと樹脂Bとを交互にそれぞれ10層以上積層し、伸張して樹脂Aと樹脂Bの複合体を得る工程と、該複合体を溶融混練する工程とを有する樹脂の分散方法。
(もっと読む)
熱可塑性高分子から成る予備成形体からボトルなどの容器を形成する方法
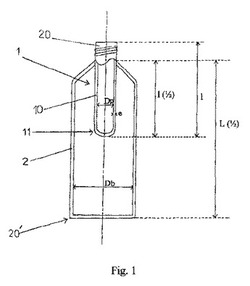
熱可塑性高分子により形成される予備成形体(1)から、ボトル(2)などの首部を備える長尺な本体を有する容器を形成する方法であって、前記ボトル(2)が特別な寸法パラメータを有する方法。前記方法は、その壁(10)の平均厚さ(e)が2mm未満で且つ45を上回るアスペクト比u=l/eを有する薄壁(10)予備成形体(1)を延伸ブロー成形するステップを本質的に備え、lは薄壁予備成形体(1)の長さである。 (もっと読む)
多層構造体

【解決課題】機能性樹脂から成る層がその機能を充分に発揮し得る位置に形成された多層構造体を提供することである。
【解決手段】熱可塑性樹脂から成る基材樹脂層及び機能性樹脂から成る機能性樹脂層を有する多層構造体において、前記機能性樹脂層が第一の機能性樹脂から成るシェル層で基材樹脂又は第二の機能性樹脂から成るコア層を被覆して成り、前記基材樹脂層が機能性樹脂層を内包する多層構造を有し、圧縮成形により成形されていることを特徴とする多層構造体。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】プラスチックボトルの座屈強度を高めるとともに、重量を軽量化することが可能なプリフォーム、およびこのようなプリフォームにより作製されたプラスチックボトルを提供する。
【解決手段】プリフォーム10は、底部外面13aと底部内面13bとを有する底部13と、胴部外面12aと胴部内面12bとを有する胴部12と、口部11と、首下部14とを備えている。胴部12の肉厚t3は底部13の肉厚t4より大きくなっており、底部外面13aと底部内面13bは、その断面が各々同心状の円弧Ca、Cbを有している。また胴部内面12bは、その断面が底部内面13bの円弧両端13sに接続された一対の平行線Pb1、Pb2からなり、胴部外面12aは、その断面が底部外面13aの円弧両端13tに外方へ延びる一対の段部21aを介して接続された一対の平行線Pb3、Pb4からなっている。
(もっと読む)
ボトル製品の製造方法及びプリフォーム
【課題】充填工場に向けての保管コスト及び運送コストを抑えることで、最終的な出荷品であるボトル製品のコストダウンを図る。
【解決手段】ブロー成形することで合成樹脂製のボトル製品(20)を製造するためのプリフォーム(10)であって、合成樹脂を材質とし且つ一端に開口端(11b)を形成し内部を中空部(11a)とした有底略円筒状のプリフォーム本体(11)と、プリフォーム本体(11)における開口端(11b)を封止してその中空部(11a)を密閉状態に保つシール材(12)とを備える。中空部(11a)を密閉状態に保ってあるため、保管中や運送中に異物が混入する虞がない。保管・運送は、プリフォーム(10)という全体容積が比較的小さい状態で行うことができるため、保管コスト及び運送コストを抑えることができ、最終的な製品であるボトル製品(20)のコストダウンを図ることができる。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】プラスチックボトルの重量を軽量化することができ、射出成形性が良好であるとともに、プラスチックボトルの底部の変形を小さくすることが可能なプリフォームを提供する。
【解決手段】プリフォーム10は、射出成形用のゲート部15が設けられた底部13と、底部13に連続する胴部12と、口部11と、口部11と胴部12との間に設けられた首下部14とを備えている。このうち胴部12全体の肉厚はt0である。また底部13は、全体の肉厚が均一であるとともにその肉厚がt0より薄いt2である肉厚均一部16と、肉厚均一部16と胴部12との間に設けられその肉厚t1がt2からt0まで滑らかに変化する肉厚変化部17とを有している。
(もっと読む)
合成樹脂製積層壜体、射出成形装置及び積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブロー成形による合成樹脂製積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された積層壜体、さらにはそのような積層壜体の成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、中間層を形成する円環状の中流路の所定位置から合流点に至る範囲に、この中流路を周方向に複数の流路に分断する遮断縦リブ片を、複数並列状に配設した射出成形装置を用いて、所定の高さ領域に亘って、基体層の間に中間層を積層すると共に、中間層がなく基体層が連結した縦帯状連結部を,周方向に複数並列状に、中心軸方向に沿って延設形成し、この縦帯状連結部により中間層が周方向に分断されたプリフォームを成形する。
(もっと読む)
積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブローによる積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された合成樹脂製積層壜体、さらにはこのような積層壜体の成形に用いられる積層プリフォームの成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、主材樹脂を所定時間、所定の圧力若しくは速度で基体層を形成する円環状の流路に供給すると共に、この所定時間範囲内の一定時間、中間層樹脂を、中間層を形成する円環状の流路に断続的に供給することにより、中心軸方向に複数、並列状に、基体層が連結した周帯状連結部を形成し、また、中間層を形成する流路で中間層樹脂を周方向に分断することにより周方向に複数、並列状に縦帯状連結部を形成し、これら周帯状連結部と縦帯状連結部により中間層が縦横に分断された積層構造を有する積層プリフォームを成形する。
(もっと読む)
ブロー成形用樹脂製プリフォームおよびその製造方法
【課題】首部を熱結晶化させる必要がなく、耐熱性を有していて、透明性を維持した首部を有する樹脂容器を製造する為に用いられるプリフォームを提供する。
【解決手段】ブロー成形により容器を製造するために用いるブロー成形用樹脂製プリフォーム1において、前記プリフォーム1は環状のフランジ部2を有し、前記フランジ部2の上方には、前記フランジ部2の内周端部に接続する首部3が設けられ、前記首部3の上方には、前記首部3の上端に接続するブロー成形予定部4が設けられ、前記プリフォーム1は、前記首部3が配向結晶化されていてブロー成形予定部4は配向結晶化されていない構成を備えている。
(もっと読む)
延伸ブロー成形用プリフォーム
【課題】胴部が口部よりも細い形状の延伸ブロー成形用プリフォームを用いた延伸ブロー時に胴部が延伸ロッドに接触して成形不良が発生することを防止できるようにすること。
【解決手段】延伸ブロー成形用プリフォーム1は、胴部2が口部3より細い形状をしており、胴部2と底部4の境界部分には円環状段差部5が形成されている。延伸ブロー成形において、延伸ロッド21による延伸時に、細い胴部2が細長く引き伸ばされる際に、円環状段差部5によって胴部2の半径方向の変化が抑制される。この結果、胴部2が延伸ロッド21に接触して成形不良が発生するという弊害を回避できる。
(もっと読む)
樹脂容器成形用プリフォーム
【課題】胴部が細い樹脂容器成形用プリフォームをスタックした場合に、プリフォーム同士が密着して引き抜き不能あるいは引き抜き困難な状態に陥ることを回避すること。
【解決手段】樹脂容器成形用プリフォーム1(1)、1(2)は、口部2に差し込み可能な太さの胴部4を備えており、胴部4の先は半球状の底部5によって封鎖されている。半球面状の底部外周面5aには全面がシボ加工領域6となっている。プリフォーム1(2)をプリフォーム1(1)の口部2から差し込んでスタックした場合、プリフォーム1(2)のシボ加工されている底部外周面5aが他方のプリフォーム1(1)の首部3のテーパ状湾曲内周面3bに接触する。よって、接触部分が密着状態にならないので、プリフォーム1(2)をプリフォーム1(1)から簡単に引き抜くことができる。
(もっと読む)
被覆バインダー構成単位の製造方法
バインダーの芯を被覆材料の層で被覆してなる被覆バインダー構成単位の製造法が開示される。この方法は(a)バインダー及び被覆材料を同時に押出してバインダーを被覆材料で被覆した押出物を製造する工程、及び(b)任意に押出物を被覆バインダー構成単位に造形する工程を含む。 (もっと読む)
圧縮成形金型及び圧縮成形装置
【課題】溶融した合成樹脂の固化時における体積減少に応じた圧縮成形金型を提供すること。
【解決手段】圧縮成形金型は、雌金型41と雌金型41と協働してキャビティを規定する雄金型31とを備えている。雌金型41はキャビティの内周面を形成する内孔47を設けたキャビティ本体43とキャビティの底部を形成し内孔47を摺動する可動ボトム67を上端部に備えた入力部材45とを備えている。入力部材45の中間部台座69とキャビティ本体43の仕切壁48との間に中間ばね50を配設し、基台71の下部には、中間ばね50よりもばね定数の大きな成形ばね42を配設し、キャビティ本体43を入力部材及び中間ばね50を介して、成形ばね42によって支持し、昇降手段によって成形ばね42を昇降させるようにした。
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
発泡プラスチック成形体及びその製造方法
【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たしている。
(もっと読む)
溶融樹脂供給方法、溶融樹脂供給装置、溶融樹脂圧縮成形方法、溶融樹脂圧縮成形装置、及び合成樹脂製容器の製造方法
【課題】押出機から押し出される溶融樹脂を切断して圧縮成形型に供給し、圧縮成形によって所定形状の合成樹脂成形品を製造するにあたり、より高荷重の負荷が必要とされる合成樹脂成形品の製造にも好適に利用することができ、また、圧縮成形型に十分な精度をもって溶融樹脂を供給することができるのはもとより、圧縮成形型に供給された後においても、供給された溶融樹脂の位置精度が損なわれないようにする。
【解決手段】押出機20の押出口22を中心に配置された各搬送手段30が、押出機20の押出口22から押し出された溶融樹脂を、所定の長さごとに交互に切断しつつ、切断された溶融樹脂Dを、それぞれに設定された供給位置まで搬送し、それぞれと対になって設置された複数の圧縮成形型40のそれぞれに順次供給して圧縮成形する。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。口部11外周のうちラチェット爪15とフランジ部13との間に、口部11全周にわたってラチェット爪15間の領域より内方へ引込む円周溝部17が設けられている。
(もっと読む)
プリフォームの圧縮成形システム
【課題】口径に対して相対的に全長が短いプリフォームを効率良く生産することが可能なプリフォームの圧縮成形システムを提供する。
【解決手段】プリフォームの圧縮成形システム20は、一定方向に回転しながら雌型27と雄型28との間でプリフォーム10を圧縮成形する成形ロータリー21と、各雌型27内に溶融樹脂を投入する樹脂投入装置22と、成形ロータリー21で成形されたプリフォーム10を排出する排出装置23とを備えている。このうち排出装置23は、外周に凹部31を有するとともに一定方向に回転する排出ロータリー32と排出ロータリー32外周に設けられた排出ガイド33とを有している。排出装置23の位置に移動した雄型28に保持されたプリフォーム10が落下して排出ロータリー32の凹部31に収容され、排出ロータリー32の回転に伴って外方へ排出される。
(もっと読む)
溶融樹脂カッター
【課題】押出機の押出口から押し出されて切断されたドロップの後側頭部の表層に、ズリ変形が生じるのを防止又は抑制することができるカッターを提供すること。
【解決手段】溶融樹脂供給装置のカッター28は、刃先30の断面形状が鋭角に形成され、刃先30は、刃先面の上面側には溶融樹脂の切断時に押出口側に面する逃げ面32を形成し、カッター面の下面側にはドロップの上端部と接触するすくい面33を形成している。カッター28の刃先30には、該刃先30から間隔を空けて、すくい面33に逃げ面32側に窪む凹部34を形成した。
(もっと読む)
61 - 80 / 260
[ Back to top ]