
Fターム[4F201BA03]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 予備成形品の製造一般 (260)
Fターム[4F201BA03]に分類される特許
21 - 40 / 260
タイヤ用ゴム部材とその製造方法および製造装置
【課題】一本のフィラメントで構成されるコードを使用することにより、生産性が向上し、製造コストを低減でき、しかもカール癖によるタイヤの製造工程での工程問題の発生による生産性の低下を防ぐことができるタイヤ用ゴム部材の製造方法、タイヤ用ゴム部材の製造装置およびタイヤ用ゴム部材を提供することを課題とする。
【解決手段】カール癖のあるコードを、カール方向が上下方向になるように配置し、かつカール方向が上向きの前記コードと、カール方向が下向きの前記コードを適宜組み合わせて前記コードのカール力を打ち消し合うように前記コード集合体にゴムをトッピングすることを特徴とする。
(もっと読む)
プリフォーム成形機構及びプリフォーム成形方法

【課題】樹脂を打錠プレス(成形機)の所定の位置に配置するまでの間も加熱することでプリフォーム成形のための時間の短縮を可能とする。
【解決手段】樹脂102を導くシュータ114と樹脂102を所定の位置で加熱し成形する打錠プレス118(成形機)とを備えて、被成形品160を圧縮封止する圧縮成形装置150に供給するために、打錠プレス118(成形機)で樹脂102からプリフォーム樹脂104を成形するプリフォーム成形機構100において、シュータ114に導かれる樹脂102が所定の位置に配置されるまでに樹脂102を加熱する下型120(加熱機構)を備える。
(もっと読む)
透明性に優れた射出成形品及びその製造方法
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定に賦することなく成形することが可能な射出成形品を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂(A)と、該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を持つ鎖延長剤(B)から成り、重量平均分子量Mwが3.0×105以上の高分子量成分を1.0重量%以上の量で含有する樹脂組成物から成る射出成形品であって、下記式
ΔTc1 = 2ndTc1 ― 1stTc1
式中、2ndTc1は5分間加熱溶融後急冷した試料について示差走査熱量計で測定
した結晶化発熱ピークであり、1stTc1は溶融前の試料について示差走査熱
量計で測定した結晶化発熱ピークをそれぞれ表す、
で表されるΔTc1の値が20℃以下であることを特徴とする。
(もっと読む)
ゴムベールの製造方法
【課題】合成ゴムを押出機で溶融・混練し、押し出したゴムを切断してペレットを製造し、該ペレットを圧縮成形してベール形状の安定性に優れたゴムベールを製造する方法を提供する。
【解決手段】押出ダイが取り付けられた押出機にてゴムを溶融・混練し、
押出ダイから溶融状態のゴムを押し出し、押し出されたゴムを切断してペレットを製造し、ペレットを冷却水中にて冷却時間5秒以上20秒以下の間冷却し、冷却水とペレットを分離し、5℃以上40℃以下の気流下でペレットを乾燥処理し、
ペレットを所望量計量し、計量したペレットの分離後平均経過時間が30秒以上100秒以下の間で、計量したペレットを圧縮成形する。
(もっと読む)
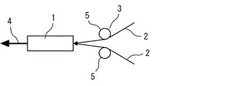
プリフォームを殺菌消毒する方法、及びこれらのプリフォームから殺菌消毒されたボトルを製造するための設備
【課題】殺菌消毒された複数のプリフォームをブロー成形することにより殺菌消毒された複数のボトルを製造する方法、設備において、大量の消毒剤を消費しない、ボトルの壁にしみを出現させない消毒方法、製造設備を提供する。
【解決手段】スプレーステーション(28)で、殺菌消毒剤の霧からなるフィルムが少なくとも殺菌消毒される内壁で凝縮することにより堆積するように殺菌消毒剤の凝縮温度(Tc)未満である温度(T1)である各プリフォーム(12)で、殺菌消毒剤の流れ(F)が気化され、また、殺菌消毒剤を気化するための、殺菌消毒部(26)の活性化ステーション(50)で、このように処理された各プリフォーム(12)は、放射により活性化温度(Ta)以上の温度(T2)に加熱され、プリフォーム(12)の少なくとも内壁を殺菌消毒するようにする。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動し、プラスチックの用量を圧縮成形する装置および方法を改良する。
【解決手段】容器母材(300)を得るためプラスチックの用量(80)を圧縮成形するよう設計されるモールド手段(3)が備わる圧縮成形装置(1)、および前記用量(80)を前記モールド(3)に供給するよう設計される移送手段(8)および前記モールド手段(3)から前記容器母材(300)を除去するよう設計される除去手段が備わる移動装置(6)から構成されることを特徴とする。
(もっと読む)
射出成形装置及び多層プリフォームの製造方法
【課題】減圧可能な貯留部を介して樹脂を射出する射出機構と、そのような貯留部を備えていない射出機構とを併用して、それぞれの射出機構から溶融樹脂を射出する射出成形装置にあっても、射出時のエアの巻き込みをより確実に抑止することができる射出成形装置及びそのような射出成形装置を用いた多層プリフォームの製造方法を提供する。
【解決手段】
減圧可能な貯留部を介して溶融樹脂を射出する第一の射出機構と、そのような貯留部を備えていない第三の射出機構とを有し、バルブゲート80によって開閉されるゲート部45内に、第一の射出機構のホットランナー14と、第三の射出機構のホットランナー34のそれぞれの流出口が開口するとともに、当該流出口のそれぞれに跨る連通溝85を形成することによって、ゲート部45が閉じられていても、各射出機構のホットランナー14,34が互いに連通した状態となるようにする。
(もっと読む)
中空成形機
【課題】本発明は、成形終了後の自重による肉調シリンダ用ロッド、スピンドル及びコアの降下を防止し、樹脂の焼けを防止することを目的とする。
【解決手段】本発明による中空成形機は、ナット(3)に設けられ出入自在なエアシリンダ用ロッド(25)を有するエアシリンダ(23)を有し、エアシリンダ用ロッド(25)が肉調シリンダ(2)の上面(2a)に当接することにより、肉調シリンダ(2)の油圧ユニットの電源オフ後におけるコア(5)及びスピンドル(4)の自重落下を防止する構成である。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】樹脂の量が少なくても予備成形樹脂における孔の発生(周囲よりも薄い部分の発生を含む)を低減して、均一な厚みの予備成形樹脂が成形可能となる成形装置及び成形方法。
【解決手段】相対的に接近・離反可能な上型132と下型134とを有し、上型132と下型134との間に設けられたキャビティに供給された樹脂102を加熱押圧して予備成形する樹脂成形装置100であって、樹脂102が粒径の異なる粒子を含む樹脂成形装置100において、樹脂102をキャビティに移動させキャビティに配置される離型フィルム104と、予備成形樹脂103の平面積の70%以下の面積で、樹脂102を離型フィルム104上に搭載する樹脂供給機構120とを備えた成形装置及び成形方法。
(もっと読む)
繊維構造体およびその製造方法、ならびにプリフォーム
【課題】取り扱い性、複雑な形状への形状追従性に優れ、かつ、繊維強化複合材料とした場合に優れた力学物性を発現する繊維構造体およびその製造方法、ならびに該繊維構造体を用いたプリフォームを提供すること。
【解決手段】実質的に連続した強化繊維と、不連続な強化繊維が、実質的に平行して混在する繊維束からなる繊維構造体であって、繊維束の長軸方向の長さ3mmの間に切断端を有する強化繊維の本数と切断端を有さない強化繊維の本数の比が3:7〜7:3であることを特徴とする繊維構造体。
(もっと読む)
プリプレグの製造装置および製造方法
【課題】強化繊維にマトリクス樹脂を含浸し、シート状に成型したプリプレグの製造装置において、熱可塑性樹脂のような粘度の高いマトリクス樹脂では含浸不良を生じていた。
【解決手段】
含浸ダイが前記導電性繊維束に電流を流すための電極を有することを特徴とするプリプレグの製造装置であり、さらには含浸ダイが含浸ダイの中で前記導電性繊維束の糸道を屈曲させる複数のしごきバーを有し、前記しごきバーのうち少なくとも1本が導電性繊維束に電流を流すための電極であることを特徴とするプリプレグの製造装置。
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。 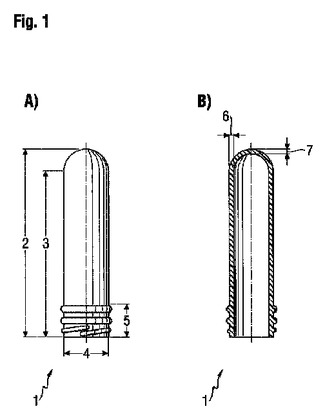 (もっと読む)
(もっと読む)
プリフォームの製造方法
【課題】比較的大型あるいは肉厚のFRPの成形前駆体としての強化繊維基材のプリフォームを効率よく賦形でき、一連の工程を自動化可能なプリフォームの製造方法の提供。
【解決手段】少なくとも(1)接着材料を表面に付与した、予め所定形状に裁断したシート状強化繊維基材を準備する工程、(2)強化繊維基材を成形型へ搬送する工程、(3)強化繊維基材を成形型の下型上に配置する工程、(4)下型上の強化繊維基材を分割上型でプレスすることにより所定形状に賦形する工程、(5)強化繊維基材の積層体を加熱することにより接着材料を軟化または溶融させて強化繊維基材同士を接着する工程、(6)接着材料を冷却により固化させて強化繊維基材同士を一体化して積層体の賦形形状を目標とする所定形状に固定する工程、(7)賦形された積層体を脱型する工程を有するプリフォームの製造方法。
(もっと読む)
繊維複合材料からのシート状の半製品の製造法
本発明は、炭素単繊維、炭素繊維束又はそれらの混合物を定義された異方性配向で含有し、かつ少なくとも1つの熱可塑性マトリックス材料を含有する繊維複合材料からのシート状半製品の製造法に関し、該方法は、炭素繊維の異方性を、炭素と異なる紡織繊維の良好な配向性を利用しながらカード法において発生させ、その際、炭素と異なる紡織繊維の少なくとも部分が熱可塑性であり、かつ炭素繊維は炭素繊維含有の廃材又は使用済み品から分離したことを特徴としている。カード法によって面状に作製された、長手方向において炭素繊維の特定の配向を有する繊維ウェブは、少なくとも1つの後続の工程において熱の作用下でシート材料へと圧縮する。本発明による方法により、炭素繊維を、例として、紡織繊維系の製造廃物、付着又は硬化した製造廃物から、調製された使用済みCFK部材等から、強化繊維として用いることが可能となり、それをもって、より費用対効果が大きい出発材料が提供され、かつ上述の使用済み品に含まれた炭素繊維、炭素繊維束又はそれらの混合物が、目的に適った使用に新たに供給される。 (もっと読む)
異素材混成板を用いた装飾品又は家具
【課題】木片とプラスチック片とを粉砕して混合すると共に熱圧縮してなる異素材混成板を所望の形状に切断する際、その切断作業を好適する手段で行い、しかも接着剤を使用することのない構造とすることによって板材の再利用に適するようにした、異素材混成板を用いた装飾品又は家具を提供する。
【解決手段】木片とプラスチック片とを粉砕して混合すると共に熱圧縮することにより板状に形成してなる異素材混成板をNC加工により所望形状に切断することによって装飾品を形成するか、又は異素材混成板をNC加工により所定形状の外形に切断すると共に該異素材混成板にNC加工により所定形状の溝又はほぞを形成したパーツを形成し、各パーツの溝と溝とを組合せるか、又は溝とほぞとを組合せることによって、接着剤又は固定金具を使用せずに装飾品又は家具を形成するようにした。
(もっと読む)
プリプレグの製造装置及び製造方法
【課題】強化繊維が毛羽立ちなく且つ十分に開繊した一方向強化繊維プリプレグを製造する装置及び方法を提供することを目的とする。
【解決手段】強化繊維束を案内するガイド部と、搬送される強化繊維束を等間隔に揃えるコーム部9と、開繊用ローラー10を用いて強化繊維束を開繊する開繊装置2と、開繊した強化繊維を樹脂含浸用ローラー12を用いて移動させながら樹脂を含浸させて複合化させる樹脂含浸部(ラミネーター3)とを有するプリプレグの製造装置において、該開繊用ローラー10の回転速度が該樹脂含浸用ローラー12の回転速度よりも小さいことを特徴とする。
(もっと読む)
長繊維強化熱可塑性樹脂ストランドの製造装置及び製造方法
【課題】長繊維強化熱可塑性樹脂ストランドを製造する際に、強化繊維束の内部に熱可塑性樹脂を良好に含浸させて、強化繊維の分散性に優れたストランドの製造装置及びその製造方法。
【解決手段】長繊維強化熱可塑性樹脂ストランドの製造装置は、強化繊維束2に含浸される熱可塑性の第1樹脂7bを溶融状態で貯留する第1樹脂槽と、第1樹脂槽での含浸に先立って含浸され且つ第1樹脂7bより溶融粘度が低く設定されている第2樹脂7aを溶融状態で貯留する第2樹脂槽とを備え、第1樹脂槽と第2樹脂槽とは隔壁20により隔てられており、隔壁20には強化繊維束2を第2樹脂槽から第1樹脂槽へと抜き出す抜出口21が設けられ、強化繊維束2を、第2樹脂槽から抜出口21を経由し第1樹脂槽へと引き抜くことで、第2樹脂7aが含浸した強化繊維束2に第1樹脂7bを含浸する。
(もっと読む)
チタン含有PETコポリエステル及びそれからなる肉厚のプリフォーム及び再充填可能な大容量容器
【課題】チタン含有PETコポリエステルを提供する。
【解決手段】本チタン含有PETコポリエステルは0.72〜0.90dl/gの固有粘度を有し、DSC分析により、20℃/分の所定加熱率での結晶化転移時の放出熱の最大量は10ジュール/グラム未満である。本チタン含有PETコポリエステルはポリエチレンテレフタレートを主成分として含み、全コポリエステル重量に対して2〜25ppmの濃度のチタン成分と、該コポリエステルに対してXモル%のイソフタル酸と、該コポリエステルに対してYモル%のジエチレングリコールと、該コポリエステルに対してZモル%の2,6‐ナフタレンジカルボン酸と
を含み、ここでX、Y、Zは
0≦X≦2.5;
1.0≦Y≦2.5;
0≦Z≦2.5;
2.5≦X+Y+Z≦7.5
を満たし、該PETコポリエステルは、10リットルを超える内部容量を有し20回まで返却され再充填が可能な射出延伸ブロー成形された再充填可能容器を製造するのに適している。
(もっと読む)
プリフォームの製造装置及び製造方法
【課題】シート状のプリプレグを賦形する際の位置ズレ及びシワの発生を効果的に抑制する。
【解決手段】シート状のプリプレグを成形型により予め、平面状の本体部と、該本体部の少なくとも一側から屈曲して延びる側面部とを有するプリフォームの製造装置及び方法であって、前記成形型の可動型が、プリプレグからなるプリフォーム基材2の本体形成部のみを固定型と共に挟圧するメイン型と、前記メイン型とは別個に作動して前記プリフォーム基材2の側面形成部をその中央側から外側へ伸ばしつつ固定型に押し付ける側面形成手段(ローラ16)とを有し、前記メイン型が前記本体形成部を挟圧して前記本体部を形成した状態で、前記側面形成手段(各ローラ16)が前記側面形成部をその中央側から外側へ伸ばしつつ固定型11に押し付けて前記側面部を形成する。
(もっと読む)
21 - 40 / 260
[ Back to top ]