
Fターム[4F201BA03]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 予備成形品の製造一般 (260)
Fターム[4F201BA03]に分類される特許
141 - 160 / 260
樹脂成形品の成形方法及び成形装置

【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸された部分44に対しては、成形型4の所定量の型開き動作終了後に、溶融非発泡性樹脂45を補給して、ブロー成形体41の延伸された部分44が他の部分に比して薄肉化することを防止する。
(もっと読む)
複合材の未硬化連続予備成形方法

【課題】熱硬化性樹脂を含浸したプリプレグ材を未硬化状態で連続的に予備成形する方法を提供する。
【解決手段】プリプレグ材のシートをローラーから引き出して積層し、湾曲装置で所定の断面形状に折り曲げる。ヒーターを備えた金型で連続的に長尺の製品に成形する。金型でプリプレグ材に加える温度と圧力は、常温または熱硬化性樹脂がゲル化をしない加熱温度で、かつ、プリプレグ材か成形された状態を維持する圧力範囲を選択する。
(もっと読む)
酸素排除性を持つドライブレンド、及び単層包装物品を作るためのその使用
【課題】 O2排除性を持つ単層包装物品を作るためのドライブレンドを提供する。
【解決手段】 このドライブレンドは(A)少なくとも一種の第一遷移金属触媒(A2)を被覆されたポリアミドペレット(A1)、好ましくは(B)第二遷移金属触媒、及び(C)ポリエステルをドライブレンドすることにより調製され、かつこのドライブレンド(A/C)または(A/B/C)は単層包装物品を形成するために加工される。好ましくは、(A)の量はドライブレンド[(A/C)または(A/B/C)]の合計重量の1重量%〜4重量%であり、かつ第一(A2)及び第二(B)遷移金属触媒の合計量はポリアミドペレット(A1)の合計重量の1重量%〜15重量%である。
(もっと読む)
容器から桿状体を配送する装置及び方法並びに後続の搬送装置
本発明は、容器(1)から桿状体(2)、すなわち配送口(3)を有するホッパーからペットボトル用加工材料(プリフォーム)を配送する装置であって、配送口(3)に回転する円板(5)が備えられていることを特徴としている。 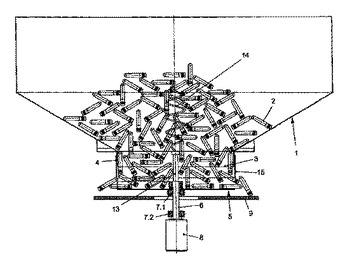 (もっと読む)
(もっと読む)
耐熱性ポリL−乳酸プリフォーム
【課題】従来にない良好な耐熱性と結晶化度を有するポリ乳酸樹脂からなる容器用プリフォームの提供。
【解決手段】プリフォームは特定の機能性フィラーを配合した数平均分子量が60,000〜80,000のポリL−乳酸からなる樹脂からなる押出成形又は射出成形によるプリフォームの開口部を熱処理してなり、該開口部の結晶化度が改善され、良好な耐熱性を有する。該プリフォームはブロー成形により環境に配慮した容器を提供する。
(もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 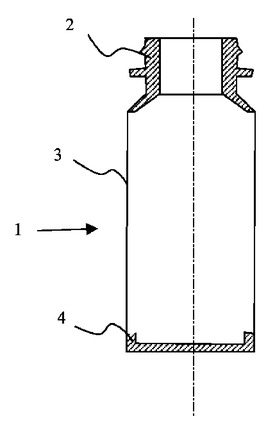 (もっと読む)
(もっと読む)
溶融樹脂カット方法及び装置
【課題】ダイヘッドから下向きに押し出されるパリソン等の溶融樹脂の切断時に、切断刃への樹脂のこびり付きや、溶融樹脂へのヒューム等の異物の混入を防止することができる、溶融樹脂カット方法とその装置を提供する。
【解決手段】ダイヘッドから下向きに押し出される溶融樹脂に対して、互いに交差位置Cで当接するように交差させた一対の切断刃8、9のそれぞれを、水平面内で互いに反対向きに同期させて進退させることにより、交差位置Cをこれらの切断刃8、9の進退方向に対して横切る方向に移動させ、両切断刃8、9間に進入した溶融樹脂を交差位置Cが横切る際に、溶融樹脂を両方の切断刃8、9間によって挟圧して扁平に押し潰しながら、これらの切断刃8、9の剪断作用によって切断する。
(もっと読む)
不織布付き樹脂シート、不織布付き樹脂シートの製造方法、不織布付き樹脂シートを用いた成形品の成形方法
【課題】加熱・加圧成形における加熱によっても不織布の品質が損なわれることがなく、不織布の品質を保ったまま樹脂シート本体軟化させることができ、しかも、ヒーターに張り付いてしまうことがない不織布付き樹脂シート、不織布付き樹脂シートの製造方法、及び、不織布付き樹脂シートを用いた成形品の成形方法を提供する。
【解決手段】不織布付き樹脂シート1には、樹脂シート本体2の基材となるPP樹脂の融点温度より融点温度が高いPET樹脂によって構成されたシート状の不織布3が樹脂シート本体2の一方の面の略全面に貼設されている。
(もっと読む)
樹脂成形物の製造方法
【課題】特定の樹脂と可塑剤との組合せによって、樹脂同士の混合状態をより均一化することができる樹脂成形物の製造方法を提供する。
【解決手段】主成分となる第1樹脂とこれに混合させる第2樹脂と少なくとも前記第2樹脂を膨潤させることができる可塑剤とを含有する組成物を加熱混練した後、所定の断面形状で押出して押出成形物を得る工程を含む樹脂成形物の製造方法において、前記第2樹脂は、前記可塑剤を用いて30℃で膨潤させる際にパルスNMRで求めた規定膨潤時間が25分以下であることを特徴とする。
(もっと読む)
プリプレグおよび銅張積層板
【課題】 耐熱性が高く、紫外光領域、並びに、可視光領域において、光反射率が高く、また、加熱処理や光照射処理による光反射率の低下が少ない、LED実装用プリント配線板に用いるプリプレグ並びに銅張積層板を提供する。
【解決手段】 ビスフェノールAノボラック型エポキシ樹脂(A)、脂環式エポキシ樹脂(B)、二酸化チタン(C)を含有する樹脂組成物と基材からなるプリプレグおよびそれを用いた銅張積層板。
(もっと読む)
予備成形物の後処理のための装置並びに方法
本発明は、金型から取り出された形状不安的な予備成形物(10)の後処理のための装置並びに方法であって、複数の校正ピン若しくはニップル(30)を備えており、該校正ピン若しくはニップルはスリーブ状の構成部分内への差込のためのそれぞれ1つの挿入部分を含んでおり、前記スリーブ状の構成部分は冷却スリーブとして形成されており、前記ニップル(30)の挿入部分は半径方向に膨らみ可能なプレスリング若しくはシールリング(56)を有しており、該プレスリング若しくはシールリングは前記スリーブ状の構成部分内に差し込まれるようになっている形式のものにおいて、前記挿入部分の軸線方向で前記プレスリング若しくはシールリング(56)の両側にそれぞれ1つの保持肩部(54,55)を配置してあり、該保持肩部は前記プレスリング若しくはシールリングの膨らましのために互いに相対的に移動させられるようになっており、前記各ニップル(30)はそれぞれ2つの管片を有しており、該各管片の端部にそれぞれ前記保持肩部(54,55)のうちの一方を取り付けてあり、前記プレスリング若しくはシールリング(56)は、テルモス瓶の閉鎖部のように機械的に膨らませられるようになっている。  (もっと読む)
(もっと読む)
長繊維強化樹脂ストランドの製造装置
【課題】従来に比べ高速の引取速度、例えば40m/分を上回る引取速度にて長繊維強化樹脂ストランドを製造することができるようにすること。
【解決手段】含浸ヘッド9の下流側に冷却装置12と撚りローラ16A,16Bとをこの順に備え、強化用繊維束2に含浸ヘッド9により溶融樹脂を含浸させるとともに、樹脂含浸強化用繊維束に撚りローラ16A,16Bによる撚りを付与し、長繊維強化樹脂ストランド4を製造する装置において、強化用繊維束2を一対の加熱ローラ220,230に交互に複数回巻き掛けることで加熱することにより、予め加熱された強化用繊維束2が含浸ヘッド9に連続的に導かれるようにした加熱ローラ装置200と、加熱ローラ220,230に巻き掛けられる強化用繊維束2に対してバックテンションを付与するバックテンション付与装置とを備えている。
(もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
樹脂一体成形体及びその製造方法
【課題】発泡部位を有している樹脂の一体成形体であり、しかも、容器口部のように、所望の部位が選択的に発泡されていない非発泡領域となっている樹脂成形体を提供する。
【解決手段】熱可塑性樹脂の一体成形体であって、該成形体は、面方向でみて発泡領域と非発泡領域とから形成されており、非発泡領域が、結晶化度が13%以上であることを特徴とする。
(もっと読む)
タブレット成形機を制御する方法及びタブレット成形機
タブレット成形機を制御するための方法は、ダイテーブル1の各ダイ内に材料を連続的に供給するステップと、前記材料に先行圧縮及び本圧縮を施し、それによって前記本圧縮がほぼ一定の圧縮力の下でなされ、個々のタブレットの可変のタブレット厚みを生じさせるステップと、前記ダイに移送された材料の重量を表す重量値を測定するステップとを含んでいる。各ダイに供給される材料の量は、予め測定された重量の値と第一の設定値との間の偏差に基づいて調整される。前記重量値は、各ダイ内に配置されている材料の先行圧縮中に測定される。回転タブレット成形機もまた開示されている。  (もっと読む)
(もっと読む)
樹脂成型品とその成型方法、および、発光装置とその製造方法
【課題】不要な不純物、ガス等の取り込み量が少なく、保管中の環境の影響(吸湿等)を受け難い波長変換用樹脂成型品及びそれを用いたトランスファーモールドによる発光素子を被覆した発光装置を提供する。
【解決手段】波長変換用樹脂のキャスティング成型品20は、熱硬化性および透光性を有する液状の成型用樹脂中に波長変換物質および/またはフィラーが分散された成型材料20´が、トランスファーモールドに使用される所定の形状にキャスティング成型され、かつ、外面が合成樹脂製のシート23およびフィルム24によりラッピングされている。
(もっと読む)
ガスバリア性プラスチック容器、その容器用のプリフォーム及びその容器の製造方法
【課題】本発明は、プラスチック容器、特にポリ乳酸からなる容器について、ガスバリア性を有する薄膜の密着性と容器のガスバリア性を共に良好とすることである。
【解決手段】本発明に係るガスバリア性プラスチック容器の製造方法は、プラスチック容器用のプリフォームの表面に窒素ガスによるプラズマ処理を施す工程と、プラズマ処理を施したプリフォームをブロー成形してプラスチック容器を得る工程と、ブロー成形によって得たプラスチック容器の表面のうち、プリフォームの段階でプラズマ処理を施した面にガスバリア性を有する薄膜を成膜する工程と、を有する。プラスチック容器に窒素ガスによるプラズマ処理を施してから、成膜を行なっても良い。
(もっと読む)
繊維強化樹脂ストランドの製造装置
【課題】滑りを生じさせることなく高速度の生産速度で繊維強化樹脂ストランドを製造することができる耐久性に優れた繊維強化樹脂ストランドの製造装置を提供する。
【解決手段】押出機6から溶融樹脂材料2が連続供給されるクロスヘッド5内に、強化用繊維束3を解繊するスプレッダー8が配設され、前記クロスヘッド5の出口ノズル5aの前方位置に、この出口ノズル5aから樹脂含浸繊維束からなる繊維強化樹脂ストランド9を引出し、かつ撚りを付与する撚りローラ11a,11bを備えると共に、この撚りローラ11a,11bの前方位置に、前記繊維強化樹脂ストランド9の撚りを保持する撚り保持ローラ12a,12bを備えた繊維強化樹脂ストランドの製造装置において、前記撚りローラ11a,11bと撚り保持ローラ12a,12bを、何れも表面に凹凸が形成された金属により構成する。
(もっと読む)
ブロッキング防止プリフォーム
【課題】口部の内径より胴部の外径を細く形成したプリフォームにおいて、プリフォームのブロッキングを防止し、スタッキングしても容易に引き離すことができる樹脂容器形成用のプリフォームを提供すること。
【解決手段】胴部外径を口部内径より細く形成した、樹脂容器形成用のプリフォームにおいて、他のプリフォームの口部内に入った場合に、他のプリフォームの口部内面に接触する突起を底部に形成した。これにより突起は、その頂部が口部内面に接触し、他のプリフォームとの間に空間を形成して口部内面と底部が密着しないように保持して、プリフォームのブロッキングを防止できる。
(もっと読む)
溶融樹脂塊の供給方法および装置
【課題】 圧縮成形用の雌型まで溶融樹脂塊を搬送する円筒状の移送ガイドからタイミング遅れなく確実に圧縮成形用の雌型の内に溶融樹脂塊を確実に落とし込むことができる溶融樹脂塊の供給方法および装置を提供することにある。
【解決手段】 圧縮成形用の雌型の上の筒状の移送ガイドの上にガスノズルヘッドを取り付け、ノズルヘッドの噴気口18より高圧気体を移送ガイドの収容室の上部領域に吹き込んで溶融樹脂塊15を確実に雌型の内へ落とし込むようにしたことを特徴とするものであり、これにより溶融樹脂塊が移送ガイドの収容室の内周面に貼着することなく、短時間に円滑に圧縮成形用の雌型の内に溶融樹脂塊を落とし込むことができ、落下時間のタイミングのばらつきがなく生産管理を容易にできる。
(もっと読む)
141 - 160 / 260
[ Back to top ]