
Fターム[4F201BC02]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般事項 (5,704) | 装置、物品 (1,481)
Fターム[4F201BC02]に分類される特許
81 - 100 / 1,481
タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。
【課題】本発明は、熱硬化性光反射用樹脂組成物をタブレットに成形する際に、タブレット表面が黒く着色することを防止するのに適切なタブレット成形金型を提供することを目的とする。
【解決手段】少なくとも白色顔料と熱硬化性樹脂とを含有する熱硬化性光反射用樹脂組成物をタブレットに成形するためのタブレット成形金型であって、少なくとも上記樹脂組成物と接する成形金型の内表面がフッ素系材料から構成され、ロックウェル硬度Rスケールで50以上の硬度を有することを特徴とするタブレット成形金型。
(もっと読む)
ポリカーボネート樹脂の製造方法
【課題】光学的特性、熱安定性、色相、及び機械的強度に優れ、かつ異物の少ないポリカーボネート樹脂を、効率的かつ安定的に製造する。
【解決手段】原料モノマーとして少なくとも9,9−ビス(4−ヒドロキシフェニル)フルオレンもしくは該フルオレンの環状エーテル付加物を含むポリカーボネート樹脂を押出機に供給し、混練、高分子量化した後、ダイスから吐出させ、ポリカーボネート樹脂を製造する方法であって、押出機で1時間当たりに押し出す樹脂の重量をW(kg/h)、押出機のバレルの断面積をS(m2)とした場合に、下記式(2)を満たすことを特徴とするポリカーボネート樹脂の製造方法。12000≦W/S≦60000・・・(2)
(もっと読む)
タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。

【課題】本発明は、熱硬化性光反射用樹脂組成物をタブレットに成形する際に、タブレット表面が黒く着色することを防止するのに適切なタブレット成形金型を提供することを目的とする。
【解決手段】少なくとも充填材と熱硬化性樹脂とを含有する熱硬化性光反射用樹脂組成物をタブレットに成形するためのタブレット成形金型であって、少なくとも上記樹脂組成物と接する成形金型の内表面がセラミック系材料またはフッ素系材料から構成され、特定の硬度を有することを特徴とするタブレット成形金型。
(もっと読む)
二軸押出機用スクリュ軸構造
【課題】本発明は、つば部の構造をテーパー部とテーパーリングの組合せとすることより、スクリュ軸の製作時の素材重量を軽減することを目的とする。
【解決手段】本発明による二軸押出機用スクリュ軸構造は、グランド部(6)とスクリュピース挿入部(8)との間にテーパー部(20)を設け、テーパー部(20)にはテーパーリング(21)が嵌合され、テーパーリング(21)がつば部を形成されている構成である。
(もっと読む)
新規なエラストマー複合材料及びそのための装置及び方法
【課題】所望のムーニー粘度を有するエラストマー複合材料を提供する。
【解決手段】エラストマーマスタバッチは、水分レベル及びムーニー粘度の処理及び制御のために、細長い処理室(104)内で軸方向を向く多数の平行な細長いローター(106)を有する連続的な混合機(100)内で処理される。追加の材料が、マスタバッチ内に混合される。マスタバッチはその後、オープンミル(120)で更に処理される。エラストマー複合材料は、その中で粒状の充填材(57)とエラストマー乳液(58)の流体の流れが、混合区域(50)から凝固区域(52)を通り反応器の吐出端(68)への半制限された連続的な流れの凝固される混合物を形成するために、凝固反応器(48)の混合区域(14,50)へ供給され、製造される。粒状の充填材の流体は、吐出端までの前に粒状の充填材を有するエラストマーを完全に凝固するように高圧下で混合区域に供給される。
(もっと読む)
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】リサイクル樹脂などの発泡剤を含まない樹脂を混合して押出発泡した場合でも高発泡倍数の発泡成形体が得られ、また押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】熱可塑性樹脂に炭素数6以下の炭化水素からなる発泡剤が6〜20質量%含有された加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に炭素数6以下の炭化水素からなる発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、前記発泡剤含有熱可塑性樹脂粒子を製造する方法。
(もっと読む)
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】発泡剤が含有された熱可塑性樹脂粒子であって、安息角が25°〜45°の範囲内であり、且つ粒子径の変動係数(CV値)が20%以下であることを特徴とする加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、安息角が25°〜45°の範囲内であり、且つ粒子径の変動係数(CV値)が20%以下である加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子を得る製造方法。
(もっと読む)
ペレット乾燥装置
【課題】 樹脂ペレットを効率よく昇温及び乾燥させることができるペレット乾燥装置を提供する。
【解決手段】 一端に樹脂ペレットが供給され、振動させられることによって樹脂ペレットを一端から他端へ移送するとともに、この移送方向と交差する方向に延びる貫通溝が移送方向に並んで複数形成されたペレット移送用のスクリーン2と、樹脂ペレットを移送方向に移送させるようにスクリーン2を振動させる振動装置10と、樹脂ペレットを昇温させるための空気を、スクリーン2の貫通溝に下から上に向けて流すための気流発生手段とを備えている。気流発生手段は、筐体である装置本体20と、装置本体20の下部に設けられ加熱された空気を装置本体20内へ送り込むための給気口1と、装置本体20の上部に設けられ装置本体20内の空気を吸い出すための排気口24とを有している。
(もっと読む)
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】発泡剤が含有された熱可塑性樹脂粒子であって、該樹脂粒子は、アスペクト比が1.2〜5.0の範囲内であることを特徴とする加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、アスペクト比が1.2〜5.0の範囲内である加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子を得る製造方法。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
繊維強化ABS系樹脂材料及び成形体
【課題】耐衝撃性を維持しつつ、曲げ強度を向上させた成型体が得られる繊維強化ABS系樹脂材料及びこれを用いてなる成形体を提供する。
【解決手段】アクリル樹脂からなるマトリクス樹脂を長繊維からなる繊維材料と複合させてなる樹脂繊維複合シートとABS系樹脂シートとが積層されてなる繊維強化ABS系樹脂材料を用いる。
(もっと読む)
精密成形装置及びその成形方法
【課題】成形体の成形において精度良く材料を計量供給し、微細パターンを持つ成形体の成形装置及び成形方法を提供する。
【解決手段】材料を貯蔵する材料貯蔵手段2と、材料貯蔵手段2から前記材料の適宜量を取り出す材料供給手段3aと、材料供給手段3aにより取り出された適宜量の材料から、所定量の材料を計量する材料計量手段4aと、材料計量手段4aにより計量された計量済み材料を、所定のパターンを有する成形12版上に搬送して載置する搬送手段9と、成形版上に載置された計量済み材料を加熱溶融する加熱溶融手段14と、加熱溶融手段14により加熱溶融された材料を成形する成形手段18と、成形手段18により成形された成形体23を冷却する冷却手段21と、冷却手段21による冷却後に成形版から成形体を剥離する剥離手段22と、剥離手段22により剥離された成形体を取り出す成形体取出手段24と、を備えたことを特徴とする成形装置。
(もっと読む)
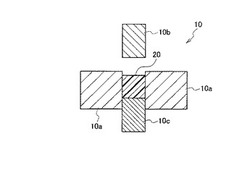
混練装置および排出機
【課題】混練装置に用いられる混練対象物の排出機について、混練対象物の排出経路上に軸受部を設ける必要をなくす。
【解決手段】排出機20を、混練装置のハウジング11の排出口に差し込み可能な円筒形の排出管21と、排出管21を外周から回転駆動可能に支持する軸受部22と、排出管21の内周に形成されて排出管21の回転駆動に伴い混練対象物を排出管21の内部を通じてハウジングの外へと送り出し可能な羽根23と、を備えるものとする。排出管21の内部が混練対象物の排出経路となり、軸受部22は排出経路から外れているため、軸受部22に混練対象物が侵入することはない。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
ゴム組成物の製造方法
【課題】高い弾性率を維持し、操縦安定性の良好なタイヤを提供し得るゴム組成物の製造方法を提供する。
【解決手段】本発明に係るゴム組成物の製造方法は、共役ジエン化合物と非共役オレフィンとの共重合体を含むゴム組成物の混練工程の最高到達温度が該共重合体における非共役オレフィン部分の融解温度+20℃を超えないことを特徴とする。
(もっと読む)
ゴム組成物の製造方法、ゴム組成物及びタイヤ
【課題】耐侯性に優れたタイヤを提供し得るゴム組成物の製造方法を提供する。
【解決手段】本発明に係るゴム組成物の製造方法は、共役ジエン化合物部分のシス−1,4結合量が92%超である共役ジエン化合物と非共役オレフィンとの共重合体を含むゴム組成物の製造方法であって、該共重合体における非共役オレフィン部分の融解温度+20℃を超える温度条件の工程を有する。
(もっと読む)
乾燥装置
【課題】効率よく省エネルギー化を図ることができる乾燥装置を提供すること。
【解決手段】
粉粒体を、貯留ホッパ13内で乾燥して各成形機2へ供給する乾燥装置1において、粉粒体の消費量C(単位時間当たりに貯留ホッパ13から各成形機2へ輸送される粉粒体の質量)が、乾燥装置1の乾燥能力D(単位時間当たりに貯留ホッパ13内で乾燥される粉粒体の質量)に対して、所定の割合を超過しているときに、熱風供給部12を第1の動作量で動作させ、粉粒体の消費量Cが、乾燥装置1の乾燥能力Dに対して、所定の割合以下であるときに、乾燥ブロワ19の送風量を低下させて、熱風供給部12を第1の動作量よりも低い第2の動作量で動作させる。
(もっと読む)
熱可塑性樹脂成形物の製造方法および製造装置
【課題】無機充填材に水分が含まれていた場合でも、成形機中で水蒸気が発生することを防ぎ、安定した品質の熱可塑性樹脂成形物の製造方法および製造装置を提供する。
【解決手段】熱可塑性樹脂成形物の原料である熱可塑性樹脂の樹脂材を、樹脂材用ホッパから供給する樹脂材供給工程と、無機物を含む充填材を、充填材用ホッパから供給する充填材供給工程と、樹脂材供給工程で供給された熱可塑性樹脂と、充填材供給工程から供給された充填材とを混練する混練工程と、混練工程で混練された、充填材を含む熱可塑性樹脂を成形する熱可塑性樹脂成形工程とを備え、充填材供給工程は、充填材に含まれている水分を除去する充填材水分除去工程を含み、充填材供給工程は、充填材水分除去工程によって充填材に含まれている水分を除去しながら、充填材を混練工程に供給する。
(もっと読む)
2軸押出機
【課題】2軸押出機において、混練ロータがバレルに接触することを抑制してかじりの発生を確実に防止する。
【解決手段】2つの円通孔4がその内壁面の一部同士が互いに重なり合うように内部に平行に形成されたバレル2と、バレル2内の円通孔4のそれぞれに収容される混練ロータとを有している2軸押出機であって、混練ロータの外周側には、材料を混練可能な混練フライトが少なくとも1条以上設けられており、バレル2内において2つの円通孔4同士が交わる山部分6に、混練フライトの先端が円通孔4の内壁面に接触することを回避する接触回避部が形成されていることを特徴とする。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
81 - 100 / 1,481
[ Back to top ]