
Fターム[4F201BD05]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 適用成形技術 (1,184) | 押出成形 (240)
Fターム[4F201BD05]に分類される特許
141 - 160 / 240
農業用ポリエチレンの再生方法
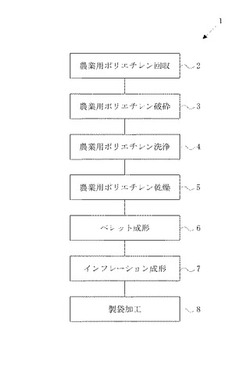
【課題】ビニールハウス等の農業用ポリエチレンをポリエチレン袋として再生する農業用ポリエチレンの再生方法を提供する。
【解決手段】農業用ポリエチレン回収工程、農業用ポリエチレン破砕工程、農業用ポリエチレン洗浄工程、農業用ポリエチレン乾燥工程、ペレット成形工程、インフレーション成形工程、及び製袋加工工程からなる農業用ポリエチレンの再生方法、並びに前記農業用ポリエチレンの再生方法により製造したポリエチレン袋。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム

【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
複合材及びその製造方法
【課題】引張強さ、曲げ強さなどの力学特性を向上させるとともに、耐衝撃性、引張破断伸びなどの力学特性を、植物繊維を混ぜない熱可塑性樹脂と同程度に改善し、バランスのとれた力学特性を有する熱可塑性樹脂と植物繊維との複合材を提供する。
【解決手段】熱可塑性樹脂に、セルロース及びリグニンなどの成分を含有する植物繊維(竹などの繊維)、イソシアネート系樹脂を共に加えて加熱混練する。
前記熱可塑性樹脂は、生分解性樹脂であるとよい。この場合、水酸基、カルボキシル基及びアミノ基のいずれかを官能基として有するとよい。
また前記熱可塑性樹脂が、多塩基酸無水物により変性可能なもの(例えばポリオレフィン系熱可塑性樹脂、ポリスチレン系熱可塑性樹脂又はそれらの共重合体)である場合には、この熱可塑性樹脂に、植物繊維、イソシアネート系樹脂、多塩基酸無水物及び有機過酸化物を共に加えて加熱混練する。
(もっと読む)
流体を搬送する装置及びその方法
流体を搬送する装置、特に着色料等のような流体を搬送する装置は、例えば押出器の射出成型器のようなプラスチック形成装置のプレミキサー工程に流体を搬送する。装置は最小限の容量の状態と最大限の容量の状態との間において蛇腹状に設けられるタンク(8,208)に連結される流体供給手段を備える。タンク(208)は流体を所望の位置に搬送すべく設けられる搬送手段に管(24)及び蠕動ポンプ(26)を介して連結される。流体供給手段(200)が空である場合に、タンク(208)内の流体のレベルは空気の存在を検出する容量センサ(32)のレベル以下となり、信号が出力され操作者に対して流体供給手段(4)を交換するように警告する。流体供給手段はタンクの流体が空になるに先立って交換される。従って工程はタンク(4)の交換時においても連続して実施される。  (もっと読む)
(もっと読む)
再生PET擬竹の生産方法及びこれによる再生PET擬竹
【課題】 PETボトルをリサイクルした耐熱性,耐衝撃性に優れた再生PET擬竹を提供する。
【解決手段】 PETボトル粉砕物70wt%,高密度ポリエチレン12wt%,増粘剤9wt%を添加してドローダウンを防止した再生ペット樹脂を用いて,断面円形中空パイプ状の擬竹1を押出成形し,これをローラー上で1.5m移送して徐冷を施し,擬竹1の内側に結晶化層11を形成し,その後に急冷する。擬竹1は内側の結晶化層11と外側の非結晶化層12の積層構造となり,200gを負荷した110℃×20分の耐熱試験で全く変形がない高耐熱性と,アイゾット法の耐衝撃試験で9.0kJ/m2〜9.5kJ/m2の高耐衝撃性を呈するものとなり,ABS樹脂の擬竹を超えた耐熱性と耐衝撃性を備えた再生PET擬竹1の実用化を実現できる。
(もっと読む)
多軸押出機
多軸の押出機が、外側ハウジング(9)と内側ハウジング(10)との間に、円(7)に配置された少なくとも6本のウォームシャフト(4)を有している。この多軸押出機の駆動部(1)が、同一な設計のグループへと分けられた2つのピニオンシャフト(2)を、円(7)上に配置して有しており、これらのピニオンシャフトが、内側および外側から等しい力で同じ方向かつ正反対に半径方向に駆動され、継手(3)を介して加工部(5)のウォームシャフト(4)へと同軸に接続されており、ウォームシャフト(4)が、少なくとも6Doの送り長さ(L)および1.5〜1.93のDo/Di比を有しており、ここでDoは送りスクリュ(11、12、13)の外径であって、Diは内径であり、押出機のトルク密度が、少なくとも50Nm/cm3である。 (もっと読む)
繊維強化熱可塑性樹脂成形品
【課題】特定の扁平断面形状を有する強化繊維を含み、その強化繊維の繊維長分布が長繊維側にシフトした、機械的強度、耐熱性、反り性、表面外観に優れた繊維強化熱可塑性樹脂成形品を提供する。
【解決手段】 (A)熱可塑性樹脂70〜35重量%、(B)断面が下記式による扁平率2.3以上の扁平形状である強化繊維30〜65重量%を含む熱可塑性樹脂組成物からなる成形品において、成形品中の強化繊維の重量平均繊維長が1mm以上であることを特徴とする繊維強化熱可塑性樹脂成形品。
扁平率=強化繊維長径(a)/強化繊維短径(b)
(もっと読む)
被覆プロセス及び物品
固相重合処理により進行できる熱可塑性ポリマーを少なくとも1種の非類似熱可塑性ポリマー又は有機若しくは無機粒子状充填剤とブレンドする。このブレンドを固相重合処理し、固相重合前のブレンドの物理的若しくは化学的特性と異なる少なくとも1つの物理的若しくは化学的特性を示す改質ポリマーアロイ又は充填剤添加したポリマーブレンドを与える。改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの接着性層で支持体を被覆する。改質ポリマーアロイ又は充填剤添加ポリマーブレンドは、改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの溶融粘度と類似の溶融粘度を示す熱可塑性押出ポリマーの層と同時押出及び支持体に塗布でき、接着性被覆を形成する。 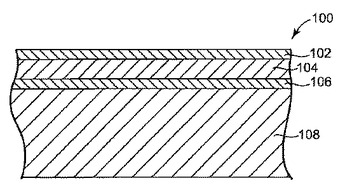 (もっと読む)
(もっと読む)
光学フィルムの製造方法
【課題】 光学フィルム表面に点状欠陥が生起することがなく、光学ムラが生じない光学フィルムの製造方法を提供する。
【解決手段】 樹脂ペレットを、酸素濃度10ppm以下の不活性ガスを媒体として押出機に輸送し、当該ペレットを溶融押出成形することを特徴とする、光学フィルムの製造方法と、それから得られた光学フィルムを提供する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸された部分44に対しては、成形型4の所定量の型開き動作終了後に、溶融非発泡性樹脂45を補給して、ブロー成形体41の延伸された部分44が他の部分に比して薄肉化することを防止する。
(もっと読む)
熱可塑性樹脂板のアニーリング方法
【課題】 簡便な熱可塑性樹脂板のアニーリング方法を提供する。
【解決手段】 所定形状を有する基材の表面に発泡樹脂シートを固定し、該発泡樹脂シートの吸着面に熱可塑性樹脂板を吸着固定させて一体化して、加熱し冷却することを特徴とする熱可塑性樹脂板のアニーリング方法である。
前記基材は、平坦であってもよく、任意の形状を有していてもよい。
また、所定形状を有する樹脂板をアニールする場合は、前記基材が前記所定形状に変形されたガラス板もしくは金属板、または前記所定形状を有する金型であることが好ましい。
(もっと読む)
成形組成物を製造する方法
【課題】成形組成物を製造する方法を提供すること。
【解決手段】添加剤を充填した原材料溶融物から成形組成物を製造する方法であって、液体若しくはべたべたした糊状組成物又は粒状物を含む原料をコンベヤー装置4に充填し、コンベヤー装置は特に、内部空間内にコンベヤー手段、特にスクリュー6が配列されているシリンダー5を備える工程と、特にシリンダー5の外壁に配列されている、特に加熱装置を介して、原料への熱供給により原料を原料溶融物に転換する工程と、原料溶融物に添加剤を充填する工程と、原料溶融物と前記添加剤とを混合して成形組成物を作り出し、成形組成物は原料溶融物と添加剤との均質な混合物として存在する工程と、成形組成物をコンベヤー装置から放出する工程とを含む。
(もっと読む)
計量デバイス
【課題】計量デバイスを提供すること。
【解決手段】べたべたした流体又は糊状組成物に、特にプラスチック溶融物に添加剤を供給するための計量デバイス3は、流体を受け入れる通路セクション29を備え、流体は通路セクション29、及び/又は流体が周りを流れうる他の通路セクション30を貫流する。流れが通る通路セクション29、及び/又は流れが周りに生じる通路セクション30は、少なくとも1つの計量要素31を含む。通路セクション29、30は、計量要素31を受け入れるための凹み32を備え、この凹み32は通路セクション29、30により四方を囲まれ、計量要素31はこの凹み32の中に保持される。
(もっと読む)
押出成形品の製造方法
【課題】 溶融樹脂の押出成形時において、低分子の添加剤の飛散を低減し、廃棄物の削減と添加剤の必要量を少なくする。
【解決手段】 供給部より下流に設けた減圧ベント部に凝縮器を装備した押出機によって、樹脂添加剤を配合した樹脂組成物を溶融させて押出成形品を製造する方法において、前記溶融樹脂組成物を溶融させた際に揮発する樹脂添加剤のうち、沸点が100℃よりも高い樹脂添加剤を前記凝縮器で凝縮させてこの凝縮器の下方から押出機シリンダーに還流させ、これを溶融樹脂に再度混練することを特徴とする。
(もっと読む)
パイプ製造システム及びパイプ製造装置
【課題】 パイプ製品を大量に購入し、施工現場まで輸送して使用する態様は、輸送にかかるコストが膨大であり、また輸送に伴う交通量の増大や排出ガスの増加等の問題点が多い。
【解決手段】樹脂パイプの製造には、原材料を加熱して溶解する溶解プロセスと、溶解された原材料から必要な成分を抽出する抽出プロセスと、抽出された成分を用いて樹脂パイプを成型する成型プロセスと、成型された樹脂パイプを冷却する冷却プロセスとを順次実行する機能を備えたパイプ製造設備が必要である。このパイプ製造にかかる設備一式を移動式の製造ユニット4,6,8,10として構成するとともに、これら移動式の製造ユニット4,6,8,10を使用場所まで運搬車両24により移送して、使用場所で樹脂パイプを製造するパイプ製造システムを活用する。
(もっと読む)
熱可塑性フィルムおよびその製造方法、偏光板、反射防止フィルム、並びに、液晶表示装置
【課題】ReおよびRthの温度依存性や、その温度依存性の面内ムラが小さい熱可塑性フィルムの製造方法を提供する。
【解決手段】溶融製膜法により製造した未延伸フィルムを、Tg〜(Tg+60℃)の温度にて、搬送張力0.1kg/m〜20kg/mで熱処理することを特徴とする熱可塑性フィルムの製造方法(前記Tgは未延伸フィルムのガラス転移温度を表す)。
(もっと読む)
プラスチック押出機
【課題】複数のノズルの一部で樹脂焼けや目詰まりが発生するのを防止する。
【解決手段】冷却水(W)の温度は冷却水入口(32)の近傍で最も低く旋回に伴って高くなるから、ノズル(1a)(1b)(1c)(1d)の周りでの冷却量はこの順に低くなる。これに合わせて加熱量をノズル(1a)(1b)(1c)(1d)の順に小さくする。
【効果】すべてのノズルの周りで加熱量と冷却量とがバランスするので、すべてのノズルの周りが適正温度になり、一部で樹脂焼け(加熱過剰)や目詰まり(加熱不足)が発生するのを防止でき、製品の品質を安定にすることが出来る。
(もっと読む)
押出機用脱水スクリーン
【課題】本発明は、スクリーン体の各ウエッジワイヤの一面に多数の排水溝を形成し、脱水性能を向上させることを目的とする。
【解決手段】本発明による押出機用脱水スクリーンは、スクリーン体(2)の各ウエッジワイヤ(21)の一面に多数の排水溝(21a)を形成し、この排水溝(21a)と各排水部(23)とにより脱水を効果的に行うようにした構成である。
(もっと読む)
ポリ乳酸系樹脂組成物およびその成形体
【課題】透明性・結晶性に優れたポリ乳酸系樹脂組成物および成形物の提供すること。
【解決手段】特定の構造を有するポリ乳酸系化合物(A)100重量部に対してカルボン酸アミド、脂肪族アミン、脂肪族ウレタン、脂肪族カルボン酸エステルから選ばれる少なくとも1種の透明核剤(C)を0.1〜10重量部含んでなるポリ乳酸系樹脂組成物であって、220℃で3分間融解した融液から99℃/分の速度で冷却した100℃等温結晶化での結晶化時間が5分以下であるポリ乳酸系樹脂組成物が提供される。
(もっと読む)
二軸スクリュ式混練押出機
【課題】本発明は、脱気部及び固体輸送部に角フライトスクリュピースを用い、せん断発熱を抑え、脱気効率を向上させることを目的とする。
【解決手段】本発明による二軸スクリュ式混練押出機は、長尺筒状のシリンダ(11)の内孔(11d)内に挿入されて回転駆動される2本のスクリュ(12)の脱気部(C,E)を構成する脱気用スクリュピース(12c,12e)および固体輸送部(A)を構成する固体輸送用スクリュピース(12a)のいずれか、あるいは両方が角フライトスクリュピース(20)よりなる構成である。
(もっと読む)
141 - 160 / 240
[ Back to top ]