
Fターム[4F201BD05]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 適用成形技術 (1,184) | 押出成形 (240)
Fターム[4F201BD05]に分類される特許
121 - 140 / 240
ポリマ材料をガス抜きするためのベント式押出し機ならびにベント式押出し機を使用してポリマ、溶剤および/またはモノマから成るシロップをガス抜きするための方法
本発明は、ポリマ材料をガス抜きするためのベント式押出し機(1)であって、少なくとも1つの押出し機シリンダ(2)と、回転可能に駆動される、該押出し機シリンダ(2)内に支承された少なくとも1つの押出し機スクリュ(3)と、少なくとも1つの材料装入部と、少なくとも1つの押出し物取出し部と、少なくとも1つのガス抜きゾーン(9)とが設けられている形式のものに関する。当該ベント式押出し機(1)は特に、ガス抜きゾーン(9)で生じたガスの少なくとも一部のためのガス流出部が、ポリマ材料の搬送方向に関して材料装入部の上流側に設けられていることによりすぐれている。 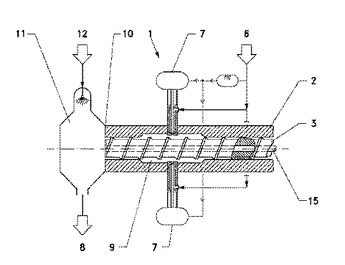 (もっと読む)
(もっと読む)
二軸スクリュウ式押出成型機
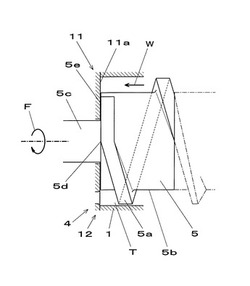
【課題】一対のスクリュウ軸の咬合回転により被処理物は移送空間で混練圧縮移送され、ダイスプレートの複数個の排出口部から排出され、移送空間での混練圧縮移送及びダイスプレートによる摩擦抵抗により被処理物は減容されつつ加熱され、被処理物内に含まれている樹脂分等が溶融し、被処理物は排出口部から固化成型されて排出され、羽根部による排出口部への送出作用を円滑に行うことができると共にダイスプレートの内面との間の被処理物による切上部の損耗を抑制することができる。
【解決手段】ケーシング1と、一対のスクリュウ軸5と、駆動機構7と、複数個の排出口部12をもつダイスプレート11とからなり、上記羽根部の上記ダイスプレートに対向する先端切上部5d・6dに該ダイスプレートの内面に平行な対向面部5e・6eを回転方向後方に延設してなる。
(もっと読む)
熱可塑性樹脂組成物の製造方法及び成形体の製造方法

【課題】植物性材料を50質量%以上の高い割合で効率よく含有させられる熱可塑性樹脂組成物の製造方法及び熱可塑性樹脂組成物を用いた成形体の製造方法を提供する。
【解決手段】本組成物の製法は、植物性材料(ケナフなど)と熱可塑性樹脂(ポリ乳酸樹脂など)とを含有し、植物性材料及び熱可塑性樹脂の合計を100質量%とした場合に植物性材料を50〜95質量%であり、粒径が2mm以上の粒状物である第1植物性材料と、粒径が1mm以下の粒状物及び/又は長さが5mm以下の繊維状物である第2植物性材料と、熱可塑性樹脂と、を撹拌機で混合する混合工程を備え、第1植物性材料は、第1植物性材料及び第2植物性材料の合計を100質量%とした場合に1〜40質量%である。本成形体の製法は、本組成物の製法により得られた熱可塑性樹脂組成物を押出成形又は射出成形して成形体を得る。
(もっと読む)
プラスチックス材料を処理する方法及び装置
本発明は、処理すべきプラスチックス材料を投入される収容容器又はカッター付きコンパクター(1)であって、下方領域には、取出し開口(10)が、設けられ、取出し開口を通じて、処理済のプラスチックス材料が、収容容器(1)から、例えば、押出機(11)に取り出すことができる収容容器又はカッター付きコンパクタを用いて、プラスチックス材料を処理する装置及び方法に関する。本発明によれば、収容容器(1)は、中間底部(2′、2″)により互いに隔てられた少なくとも2個の室(6a、6b、6c)に区分され、各室には、少なくとも1個の混合又は砕き部材(7a、7b、7c)が、設けられて、各室(6a、6b、6c)内にあるプラスチックス材料に作用し、混合又は砕き部材により、プラスチックス材料は、軟化されるが、塊の多いまま又は粒状態にされるものの、溶融されず、直近で隣り合う室(6a、6b、6c)間において、軟化され、塊の多い、溶融されていないプラスチックス材料のやり取り又は転送を生じさせる又は行う手段(5′、5″)が設けられる。 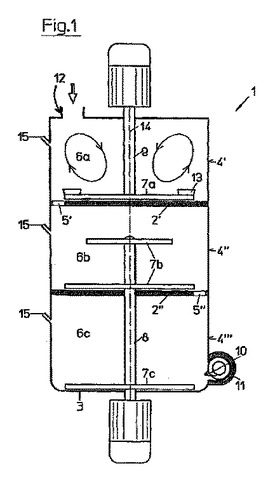 (もっと読む)
(もっと読む)
絶縁電線の製造装置及び製造方法
【課題】電子線照射装置を備えても大型の設備にならず、また、電子線を効率よく照射することも可能な絶縁電線の製造装置及び製造方法を提供する。
【解決手段】押出機3に投入するペレット9に対しペレット用電子線照射装置13を用いて必要照射量よりも少ない量の電子線を照射しペレット9を半架橋させる第一工程と、半架橋させたペレット14を押出機3にて混練した後、導体7の外側に押し出して導体7に部分架橋状態の絶縁体8を被覆する第二工程と、導体7に被覆してなる部分架橋状態の絶縁体8に対し絶縁体用電子線照射装置18を用いて残り分の電子線を照射する第三工程と、を含んで絶縁電線2を製造する。
(もっと読む)
押出成形樹脂加工品の製造方法
【課題】低温で行う必要のある環状オレフィン樹脂を含む押出成形加工品等の製造において、ダイスの出口付近に樹脂のメヤニが付着して堆積することを抑えた押出成形加工品の製造方法を提供する。
【解決手段】ダイス出口付近に付着する樹脂メヤニは、溶融混練前等において酸化劣化した樹脂原料がダイスからの溶融樹脂の流動を乱すために生じる。そこで、あらかじめ樹脂原料を脱酸素処理することで、樹脂原料の酸化劣化を抑え、ダイスの出口付近における樹脂メヤニの付着、堆積を抑える
(もっと読む)
ニーディングスクリュ
【課題】本発明は、1段目ディスクの位相角をずらせることにより、1段目と最後段のディスクを接合した時の合計ディスク幅の一部を狭くし、局部圧力及び発熱を防止することを目的とする。
【解決手段】本発明によるニーディングスクリュは、各スクリュピース(2)の1段目ディスク(2a)の長手方向軸(G)のスクリュ駆動軸(6)に対する位相角を15°〜90°の範囲でずらせた角度位置とすることにより、1段目ディスク(2a)と最後段ディスク(2e)を接合した場合の合計ディスク幅(Wa)の一部を狭くした構成である。
(もっと読む)
木質系コンパウンドの製造方法及び木質系コンパウンド
【課題】フィラー中充填となる木質系材料を用いた素材から木質系コンパウンドを製造する際、木質系材料の分散が良好で本成形品の強度を向上させる木質系コンパウンドを製造することを課題とする。
【解決手段】乾燥状態で30〜70重量%となる含水率10〜30重量%の微粒状又は繊維状の木質系材料M1と、30〜70重量%の樹脂M3と、を少なくとも含み、かつ、少なくとも前記微粒状又は繊維状の木質系材料M1が減容化された素材M5をバレル22内に供給し水の沸点以上に加熱して水分を含んだ木質系材料M1から水蒸気を発生させながら該素材M5を押出機構23により混合してバレル22から押し出すことにより、含水率0.1重量%以下のコンパウンドM10を製造する。
(もっと読む)
飽和ノルボルネン系樹脂フィルム及びその製造方法
【課題】製造過程において発生するゲル状異物を極力少なくできるので、光学特性に優れた飽和ノルボルネン系樹脂フィルム及びその製造方法を提供する。
【解決手段】第1の押出機24で溶融させた飽和ノルボルネン系樹脂をダイ26からシート状に押し出した後、冷却固化することによりフィルムを製膜する製膜工程部12を備えた方法において、製膜工程部12の前段に、飽和ノルボルネン系樹脂と熱安定剤とを第2の押出機22で混合した混合樹脂をペレット化するペレット工程部10を設け、ペレットを第1の押出機24で溶融すると共に、ペレット工程部10では、第2の押出機22内で飽和ノルボルネン系樹脂が受ける最大剪断速度が4000(1/S)以下であり、且つ飽和ノルボルネン系樹脂が受ける最大温度が200〜260℃の範囲である条件を満たす。
(もっと読む)
セルロース繊維含有熱可塑性樹脂組成物の製造方法
【課題】 解繊されたセルロース繊維を含有するものが得られるセルロース繊維含有熱可塑性樹脂組成物の製造方法の提供。
【解決手段】 攪拌手段として回転羽根を有するミキサー中にセルロース繊維集合体を入れ、高速攪拌することにより、前記セルロース繊維集合体を解繊するとき、前記セルロース繊維集合体として棒状のパルプシートを用い、ミキサーの羽根とのなす角度が45°〜90°の範囲になるようにして、前記棒状のパルプシートと前記羽根を接触させて解繊する工程、前記ミキサー内に熱可塑性樹脂を入れた後に攪拌することで、発生した摩擦熱により前記熱可塑性樹脂を溶融させて、解繊されたセルロース繊維に前記熱可塑性樹脂が付着した混合物を得る工程、前記混合物を冷却しながら低速攪拌する工程を有するセルロース繊維含有熱可塑性樹脂組成物の製造方法。
(もっと読む)
ギヤポンプの残ゴム除去装置
【課題】ゴム吐出用のギヤポンプの歯底の残ゴムを自動で除去する。
【解決手段】 ゴム吐出用のギヤポンプの歯底の残ゴムを除去する装置であって、残ゴムを掴むピンセットを用い、第1のピストン機構30を前記ギヤポンプのギヤ22又は23の歯底に位置合わせした後、歯底の残ゴムGに向かってピンセットを前進させ残ゴムGを掴んで引き出し除去する。ピンセットの開閉は、邪魔板55を往復動させてその貫通穴の周壁でピンセットの両脚部を閉じ或いは拘束を解除して開かせることで行う。
(もっと読む)
熱可塑性樹脂組成物及びその製造方法並びに成形体の製造方法
【課題】天然繊維を50質量%以上と高含有しつつも押出/射出成形ができる熱可塑性樹脂組成物及びその製造方法並びに成形体の製造方法を提供する。
【解決手段】本組成物の製造方法は、天然繊維11と熱可塑性樹脂12とが分散されて含有された混合物であり且つ混合物全体に対する天然繊維の含有割合が50質量%以上である混合物からなる、マット状成形物13及びボード状成形物14のうちの少なくとも一方の前駆成形物を細分化してチップ15にするチップ化工程と、チップ15を加熱して熱可塑性樹脂が溶融された状態の混合物を混練して熱可塑性樹脂組成物16を得る混練工程と、を備える。本成形体の製造方法は、本方法による熱可塑性樹脂組成物16を押出成形又は射出成形して成形体17を得る成形工程を備える。
(もっと読む)
ガラス長繊維強化ポリアミド樹脂ペレットおよびその成形品
【課題】ペレットの含浸性、衝撃性、高温下における耐不凍液性に優れたガラス長繊維強化ポリアミド樹脂ペレットおよびその成形品を提供することを目的とする。
【解決手段】ポリアミド66樹脂と高級脂肪族ポリアミド樹脂の組み合わせからなるガラス長繊維強化ポリアミド樹脂に、ガラス繊維(繊維長さが5mm未満)、ワラストナイト、カオリン、マイカ、及びタルクから選ばれる1種以上の無機フィラーを含むことを特徴とするガラス長繊維強化ポリアミド樹脂ペレットおよびその成形品。
(もっと読む)
気体を徐放するための溶融加工可能な相溶性ポリマーブレンド
本発明は一般に、水分との接触時に二酸化硫黄、二酸化炭素または二酸化塩素のような気体を生成かつ放出するフィルムまたは他の対象物に押出成形または射出成形できる、相溶性ポリマーブレンドに関する。 (もっと読む)
ペレット集合体の製造方法
【課題】溶融製膜法によるフィルムの製造に好ましく用いられるペレット集合体を得る。
【解決手段】
飽和ノルボルネン系樹脂と添加剤とからなるペレット原料11をホッパ20に入れる。ホッパ20から押出機12にペレット原料20を供給する。押出機12内でペレット原料を溶融してストランド21として水槽13内に押し出して、ストランド21を冷却する。ストランド21を切断装置14に送る。切断装置14の切断部14aに水供給装置31から洗浄水を供給する。ストランド21を切断部14aでペレット状に切断し、発生した粉体は粉分離装置32で回収する。ペレットをペレット/水分離装置35で分離した後に篩装置16に送り、篩18で更に粉体を除去する。粉体を除去したペレット23を容器17内に送り、ペレット集合体24として収納する。
(もっと読む)
低熱収縮性高接着性ポリイミドフィルムおよびその製造方法。
【課題】熱に対する収縮性が改善され、接着性が向上したポリイミドフィルムおよびその製造方法の提供。
【解決手段】ポリイミドフィルムは、(1)1,4−フェニレンジアミン、4,4’−ジアミノジフェニルエーテル、ピロメリット酸二無水物および3,3’,4,4’−ビフェニルテトラカルボン酸二無水物から得られるポリイミドと、(2)粒子径0.01〜1.5μm、平均粒子径0.05〜0.7μmである無機粒子を、ポリアミド酸の重量に対して0.1〜0.9重量%からなる。ポリイミドフィルムは、フィルムの長さ方向の張力を一定に保ちながらの加熱処理と、放電処理とが順次施され、接触角法に基づき測定した表面自由エネルギー80mN/m以上、200℃、1時間での加熱収縮率0.10%以下を有する。本発明はこのポリイミドフィルムの製造方法も包含する。
(もっと読む)
洗浄用樹脂組成物
【課題】 作業時の取り扱い性が良く、洗浄性能が高い、樹脂加工機用の洗浄用樹脂組成物の提供。
【解決手段】 (a)熱可塑性樹脂100質量部に対して、(b)界面活性剤を1〜10質量部、(c−1)ガラス繊維を20〜200質量部含有しており、
(c−1)成分に由来する切り粉の含有量が0.2質量%以下であり、かつ次式(I):
V=1−洗浄用樹脂組成物の嵩密度/洗浄用樹脂組成物の密度 (I)
で示される空隙率(V)がV<0.63を満たす、所望形状に成形された洗浄用樹脂組成物。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体7を、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽6に供給し、加熱槽内に設置された、該長尺成形体の側面及び底面にフィットするガイドロールで保持しながら移送してアニールすることを特徴とする異型長尺成形体の熱処理方法。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体を、異型長尺成形体表面温度が該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃になるまで赤外線ヒータで急速加熱した後、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽に供給しアニールすることを特徴とする異型長尺成形体8の熱処理方法。
(もっと読む)
ゴムをゴム消費装置に給送する方法及びゴムをゴム消費装置に給送する設備
【課題】タイヤ製造において、ゴムのストリップをゴム供給装置からゴム消費装置まで連続して移動させる方法を提供する。
【解決手段】本発明の方法では、ゴム供給装置(12)からゴム消費装置(14)へのゴムのストリップ(M)の連続移動中、消費装置への到達前に、残留分(R)と呼ばれる一部分をゴムストリップから連続的に取り出す。ゴムストリップを連続して切断することによって残留分を取り出す。供給装置(12)は、ゴムストリップを貯蔵する上流側貯蔵手段(16)を有し、これからゴムストリップを押出し機に向かって移動させ、供給装置は、残留分(R)を貯蔵する下流側貯蔵手段(40)を更に有する。上流側貯蔵手段上のゴムストリップ(M)を使用し尽くした後、上流側貯蔵手段と下流側貯蔵手段を交換する。
(もっと読む)
121 - 140 / 240
[ Back to top ]