
Fターム[4F201BL21]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 造粒 (1,958) | 構成部品、付属装置、補助装置 (590)
Fターム[4F201BL21]の下位に属するFターム
駆動、伝動装置 (16)
供給部、排出部 (50)
制御、検知 (69)
不良部分の切除、除去 (21)
シート、ストランドカットの (361)
Fターム[4F201BL21]に分類される特許
61 - 73 / 73
造粒装置用切断装置
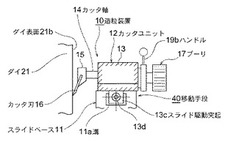
【課題】本発明は、造粒装置のカッタユニットの移動手段によりカッタ軸を移動させることにより、カッタ刃の偏摩耗を防止して長寿命化することを目的とする。
【解決手段】本発明の造粒装置用切断装置は、混練押出機のスクリュによりダイ(21)のノズル孔(21a)から押出される樹脂を造粒装置(10)で切断するようにした構成において、造粒装置(10)のカッタホルダ(15)を回転駆動するカッタ軸(14)が移動手段(40,40A)により軸直角方向へ移動可能にした構成である。
(もっと読む)
リングダイおよびリングダイ成形機

【課題】リングダイの内周面と円筒体の端面に硬度差を設けることで、内周面の耐摩耗性を高くしつつ、端面におけるタップ周囲を割れにくくしたリングダイおよびこのリングダイを用いたリングダイ成形機を提供する。
【解決手段】円筒体の周壁2に多数設けた貫通孔3と、前記円筒体の少なくとも一方の端面である取付部4に、リングダイ成形機の回転部材に取り付けるために設けたタップ5と、を備えたリングダイ1において、取付部4のタップ5周囲の硬度が周壁2の内周面6における貫通孔3周囲の硬度よりも低く、かつ、当該周壁2および取付部4が低合金鋼からなることを特徴とする。
(もっと読む)
熱可塑性材料の処理装置
【課題】熱可塑性材料の細片化を効果的に行わせる。
【解決手段】熱可塑性材料の処理装置において、周壁部7b内で回転体10の上側に被処理物押さえ体17を設け、該被処理物押さえ体17はこれの下面17aが回転体10の上面10aに対向され該下面17aに複数の突起刃18を設けられた構成となす。また熱可塑性材料の処理装置において、回転体10の上面10aがこれの回転中心に向け漸次に高くなる錐面状となされると共に該上面10aの複数箇所に突起刃9を設けられた構成となす。
(もっと読む)
水中カット造粒装置
【課題】水中カット造粒装置において水室内でのペレットの滞留時間を可能な限り短くする。
【解決手段】水中カット造粒装置1において、水室8は平面視で円形状であって、該水室8の径方向の一方側には水室8内に冷却水を導入する入口部16を有し、前記径方向の他方側には水室8内の冷却水を外部に排出する出口部17を有しており、前記入口部16が冷却水の流入方向に沿って広がり形状となっている構成とする。
(もっと読む)
水中カット造粒方法および水中カット造粒装置
【課題】加熱コイル自体の温度がその許容温度を超えるおそれがなくかつダイスの格別の加工が不要な水中カット造粒方法および水中カット造粒装置を提供する。
【解決手段】ダイス2のノズル8から吐出された溶融した材料を回転する切断刃12a,…,12dにより冷却水の中で切断する水中カット造粒方法であって、誘導加熱装置4を切断刃を挟んでノズルの吐出口と対向するように配置し、誘電加熱装置4内の誘導加熱用コイルに通電しジュール発熱によりダイスを加熱する。
(もっと読む)
圧縮成形用樹脂の打錠方法および装置
【課題】フッ素系のフィルムを用いることなく離型を行うことにより、安価な製造コストにより成形が可能な成形用樹脂の打錠方法を提供すること。
【解決手段】上金型11に金属製の薄板12を介して配置された枠金型13およびこの枠金型13内で上下方向に移動可能に嵌合された押し出し金型14とからなる下金型15を用意する。上金型11を熱硬化性樹脂の軟化温度に近い温度に維持するとともに、下金型15を前記熱硬化性樹脂の軟化温度より低い温度に維持する。下金型15を構成する枠金型13および押し出し金型14により形成される凹部に熱硬化性樹脂18を供給し、これを加熱する。下金型15を上金型11方向に上昇させ、枠金型13が金属製の薄板12を介して上金型11に接触した後、押し出し金型14を押し上げて、熱硬化性樹脂18を圧縮する。その後、押し出し金型14を押し下げて、熱硬化性樹脂18を下金型15から離型する。
(もっと読む)
造粒装置
【解決手段】
本発明は、少なくとも1個のノズル(7)からの押出材料、特に熱可塑性合成樹脂を、ノズル(7)を備えた穴明きプレート(2)により造粒する装置に関する。複数枚のブレード(11)を支持するブレードヘッド(10)が、モータ(13)により回転自在に駆動されるシャフト(9)に、ノズルに向かい合って固定されて位置付けられる。モータ(13)は、懸架手段(15)により、ハウジング(1)に対して変位自在に懸架されるが、シャフト(9)の軸線(8)の方向において変位可能であるけれども半径方向には変位可能ではない。懸架手段(15)は、造粒ハウジング(1)にモータ(13)を懸架する、少なくとも1個のメンブレン(14)を備える。モータ(13)は、穴明きプレート(2)に掛かるブレードの所望の圧力が維持されるように、調節手段(27)により穴明きプレート(2)に対して調節自在である。得られた造粒物は、冷却媒体により、ハウジング(1)から取り出される。
(もっと読む)
造粒装置のための駆動ユニット
造粒装置の切断ブレード(20,22)と結合されているか、結合可能であるロータ(13)と、運転の際に切断ブレード(20)を切断プレート(18)に押し付けるために軸力を加えるための装置(38,40)とを有し、ロータ(13)を駆動するための電動モータ(34)とロータ(13)を軸受けするためのラジアル軸受(30,32)とがハウジング(36)内に設けられている、造粒装置のための、特に水中造粒装置のための駆動ユニットにおいて、できるだけ摩耗のない簡単な方法で軸力を加えるために、軸力を加えるための装置が、少なくとも1つの磁気スラスト軸受(38,40)を有し、その際、駆動ユニットのハウジング(36)内に不動に配設された第1のスラス軸受部分(37,43)が、ロータ(13)内に配設された可動のスラスト軸受部分(39,41)と協働する。  (もっと読む)
(もっと読む)
カッタユニットの連結/切り離し動作を自動化する装置および方法
【課題】 水中カット式造粒機に備えられたカッタユニットのダイスに対する連結/切り離し動作を自動化することを可能にする。
【解決手段】 シーケンサー10は、押しボタンスイッチ11がオンになると、電磁弁3a,4を励磁させてエアーモータ1を作動させ、カッタユニットを前進させてダイスに接続させる動作と、電磁弁6を励磁させてシリンダ5を作動させ、カッタロックリング15を駆動させてカッタユニットをダイスにロックさせる動作と、電磁弁9を非励磁にして直圧式増幅器8を作動させ、油圧シリンダ7を作動させてカッタユニットをダイスに締結させる動作とを制御する。また、シーケンサー10は、押しボタンスイッチ12がオンになると上記の動作とは実質的に逆に制御を行う。
(もっと読む)
発泡体の造粒方法
【課題】 発泡体をより多く配合して造粒することにより、優れたクッション性能を確保しながら、均一な粒子状の造粒体を得ることができる、発泡体の造粒方法を提供すること。
【解決手段】 ウレタン樹脂等の熱硬化性樹脂からなる発泡体チップとポリエチレン等からなる熱可塑性樹脂ペレットとを配合して、圧縮しつつ造粒することを特徴とする造粒方法。この発泡体を用いた造粒方法により、発泡体をより多く配合しても、クッション性能が優れた、均一な造粒体を得ることができる。
(もっと読む)
減容スチロールのマテリアルリサイクル法
【課題】 本発明の解決しようとする課題は、減容された発泡スチロールを効率よく球状物にして処理する方法、その球状物の特徴を活かして成形品として再利用する方法を新規に提供することにある。
【解決手段】本発明は、発泡スチロールを減容液にて減容したガム状スチロールを静置または振動を付与して内部に含浸している減容液の一部を排出して減量し、該ガム状スチロールをスチロールの分解温度以下に加熱して流動性を保ちつつ傾斜管内を攪拌流動させることにより残りの減容液を取除き、続く定量押出しと造粒手段とにて球状体に形成するようにしたことを特徴とする減容スチロールのマテリアルリサイクル法とその装置および該球状物の有効な利用方法にある。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
ペレット化された臭素化アニオン型スチレン系ポリマーおよびこれらの製造と使用
臭素化アニオン型スチレン系ポリマーの添加物を含まない顆粒は破砕しやすいにも拘わらず、特別な機械的加工を使用することによって、少なくとも約50重量%の臭素含量を有し、そしてこのペレットの少なくとも約70重量%(好ましくは少なくとも約75重量%)が標準US No.40篩上に保持され、たかだか約30重量%(好ましくはたかだか約25重量%)が標準US No.5篩上に保持される混じり物のない臭素化アニオン型スチレン系ポリマーのペレットを提供することが可能であるということが判った。好ましい態様においては、このようなペレット化されたアニオン型スチレン系ポリマーは、少なくとも約67重量%の、例えば約67〜約71重量%の範囲の臭素含量を有する臭素化アニオン型ポリスチレンである。また、220℃、2.16kgにおけるメルトフローインデックス(ASTM D1238−99)が少なくとも4g/10分である、好ましくは少なくとも5g/10分であるペレット化された臭素化アニオン型スチレン系ポリマーも好ましい。本発明の別の態様は、A)溶融された混じり物のない臭素化アニオン型スチレン系ポリマーのストランドを形成し;B)多孔質コンベヤーベルト上で前記ストランドを冷却および下方に向けられた強制空気流れにさらし、それにより前記ストランドをペレットに破砕し;そしてC)前記ペレットをこのペレットから微粉を除去する分級機の中に落下させることを含んでなるペレット化された混じり物のない臭素化アニオン型スチレン系ポリマーを製造する方法である。  (もっと読む)
(もっと読む)
61 - 73 / 73
[ Back to top ]