
Fターム[4F201BQ08]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 成形装置への供給、搬送 (253) | ホッパ部への (24)
Fターム[4F201BQ08]に分類される特許
1 - 20 / 24
粉粒体供給システム
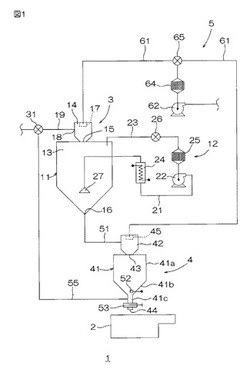
【課題】成形機に供給される粉粒体の乾燥状態に起因する物性を一定に保つことができる、粉粒体供給システムを提供する。
【解決手段】この粉粒体供給システム1によれば、乾燥ホッパ3で乾燥された粉粒体は、輸送ライン51を介して供給ホッパ4に輸送される。また、供給ホッパ4には、循環ライン55の輸送方向上流側の端部が接続されている。そして、循環ライン55の輸送方向下流側の端部は、材料供給ライン19に接続されている。これにより、供給ホッパ4に貯留された粉粒体は、循環ライン55を介して乾燥ホッパ3側に輸送される。したがって、乾燥ホッパ3から供給ホッパ4への輸送中および供給ホッパ4での貯留中に、粉粒体の乾燥状態に起因する物性が過度に変化した場合であっても、循環ライン55の輸送により、乾燥ホッパ3でその粉粒体を再び乾燥することができる。
(もっと読む)
供給装置

【課題】動作が停止された時点で原料が残ることによる無駄をなくすことができる、供給装置を提供する。
【解決手段】供給装置1は、調整停止機能を有している。調整停止機能がオンにされると、混合ユニット19、供給配管26および成形機ホッパ27内における原料の貯留量および操作パネルの操作によって設定された製品重量に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に残量を残すことなく、調整停止機能がオンにされた時点で操作パネルに表示されていた停止タイミングで供給装置1および成形機2の動作が停止されるように、オン後に成形機2に供給されるべき原料の量である残供給量が設定される。そして、その設定された残供給量に基づいて、供給装置1の動作が停止される。
(もっと読む)
材料供給システム
【課題】材料供給装置を容易にメンテナンスすることができる材料供給システムを提供すること。
【解決手段】成形機2に樹脂ペレットを供給する材料供給システムにおいて、成形機2の上に接続される供給ホッパ3に、レールユニット4に対して固定部材17を介して固定されるエアシリンダ19のピストンロッド22を連結し、エアシリンダ19の駆動によって、供給ホッパ3を成形機2から上方へ離間させ、離間された供給ホッパ3を、レールユニット4において水平方向にスライド可能に保持する。
(もっと読む)
粒状プラスチック材料の乾燥方法および乾燥装置並びに乾燥装置用のホッパドライヤ
【課題】従来に比較して一層高い熱効率を得ることのできる粒状プラスチック材料の乾燥方法および乾燥装置並びに乾燥装置用のホッパドライヤを提供する。
【解決手段】乾燥装置10では、窒素発生器36に高分子膜式乾燥機32で除湿された乾燥空気が供給されるので、その窒素発生器36による処理効率が高められ、すなわち窒素純度が高められると共に水分量が一層減少させられるので、その窒素が窒素供給回路38および循環空気加熱用ヒータ22を介してホッパドライヤ14に供給されることから、ペレット12の乾燥効率が高められる。
(もっと読む)
原材料の取出し装置および方法
【課題】ケーブルの製造に用いる原材料を、清浄性を確保しつつ効率的にケーブル製造装置へと送り込む、原材料の取出し装置および方法を提供。
【解決手段】ケーブル製造装置に原材料を供給する供給口11と、供給口11を原材料の取出口2に取り付けられる部分17とケーブル製造装置に取り付けられる部分18とに分割して取出口2が供給口11に取り付けられているときに供給口11を開閉させる開閉弁13を有する、ケーブル製造装置と連結して原材料を取り出す装置1はさらに、気体を部分17に供給して部分17を浄化する気体供給部14を有する。
(もっと読む)
ポリカーボネート樹脂成形材料の製造方法
【課題】 粉粒体形状のポリカーボネート樹脂の連続的な溶融混練を可能としながら、酸化劣化を効率的に抑制可能な製造方法を提供する。
【解決手段】 比表面積が0.01mm2/g以上で、50wt%以上が200〜2000μmの粒径を有する粉粒体形状のポリカーボネート樹脂を、酸素濃度が3%以下の不活性ガス雰囲気中を50cm以上落下させてから押出機に供給する。
(もっと読む)
成形方法および成形装置
【課題】得られる成形品の性質を安定化することができる成形方法、および、その成形方法に用いる成形装置を提供すること。
【解決手段】
第1スクリュー6が内装され、材料投入口7が形成されたバレル5と、材料投入口7に接続され、バレル5に材料を投入する材料投入部3とを備える成形装置1を用いて、少なくとも材料投入口7まで常に満杯になるように、バレル5に材料を投入した状態で成形する。
(もっと読む)
乾燥装置
【課題】材料としての粉粒体などの供給精度の向上を図ることができ、さらには、コスト性および作業性にも優れる乾燥装置を提供すること。
【解決手段】乾燥装置1が、乾燥ホッパ5および送風ユニット6を備える乾燥機2と、乾燥機2の鉛直方向上方に配置され、材料供給口19および材料供給口19を開放させる開閉弁20を備えるローダホッパ3と、吸引式ブロワ4と、ローダホッパ3に接続される分岐吸引ライン22と、乾燥ホッパ5に接続される分岐減圧ライン23と、分岐吸引ライン22および分岐減圧ライン23に接続される切替操作弁21と、切替操作弁21および吸引式ブロワ4に接続される吸引−減圧ライン24とを備える。この乾燥装置1では、切替操作弁21の切替操作により、必要に応じて、乾燥ホッパ5内を減圧し、ローダホッパ3内を吸引することができるため材料の供給精度の向上を図ることができ、材料を確実に作業性よく乾燥させることができる。
(もっと読む)
特に粉末材料の、粉末材料を加工する装置への給送装置
特に粉末材料の、粉末材料を加工する装置、特に押出し機への給送装置であって、材料を収容する収容エリアを具備した筐体を含み、該収容エリアは側方に少なくとも1つの柔軟な壁を有し、該壁は少なくとも1つの、壁とかみ合う可動性の機械的要素を使用して可動である装置において、前記要素(19)が壁(8、9)の長手方向に可動であり、その際前記壁外面(12、13)が起伏箇所(14、15)を備えており、該起伏箇所を介して前記要素(19)が動かされ、および/または該要素が運動する場合に回転する要素(19)が非円形である給送装置。 (もっと読む)
樹脂乾燥方法、その装置及び樹脂乾燥システム
【課題】樹脂乾燥に関し、樹脂成形機の能力に応じて乾燥樹脂の供給を実現することにある。
【解決手段】粒状又は粉状の樹脂(樹脂ペレット8)の供給を受け、第1の処理槽(乾燥処理槽14)で前記樹脂に1次乾燥を施す工程と、前記第1の処理槽で1次乾燥が施された前記樹脂を第2の処理槽(乾燥処理槽78)に供給する工程と、1次乾燥が施された前記樹脂に前記第2の処理槽で2次乾燥を施す工程と、前記2次乾燥を完了した前記樹脂を需要先に搬送させる工程とを含むことである。
(もっと読む)
無線制御による成形品の形成方法
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
粉粒体供給装置及び方法
【課題】収納袋、特に熱硬化性樹脂が収納された小型軽量の収納袋に収納された粉粒体の供給を、粉粒体の飛散を防止して作業性良く簡便に行う。
【解決手段】収納袋110に収納された粉粒体を、供給口140から下方に向けて供給可能な粉粒体供給装置100であって、前記粉粒体を収納した状態で開封した前記収納袋110を自身の中央に配置可能な略環状の第1部材120と、前記供給口140を備えると共に、該第1部材120の内周から折り返された前記収納袋110の縁110Aの略全周を、該第1部材120の反対側から挟持可能な第2部材150と、該第1部材120と第2部材150とを、挟持した収納袋110ごと係止する係止機構130と、を備え、前記第2部材150が、係止された前記第1部材120及び収納袋110と共に上下反転されることにより、前記供給口140を該第2部材150の最下位置に位置決め可能とされている。
(もっと読む)
可塑化装置の原料供給装置
【課題】減圧雰囲気の可塑化装置内の真空度低下を防止する原料供給装置を提供する。
【解決手段】減圧雰囲気で成形原料Mを可塑化する可塑化装置20へ成形原料Mを供給する原料供給装置1であって、前記原料供給装置1は、前記可塑化装置20に立設された下ホッパ2と、該下ホッパ2の上方にシャッタ7を介して立設された上ホッパ8と、該上ホッパ8に成形原料Mを供給可能とする開状態と該上ホッパ8内を気密にする閉状態とを択一的に選択する第1開閉弁10,11と、前記下ホッパ2内を真空源15に連通させる開状態と前記下ホッパ2内を真空源15から遮断させる閉状態を択一的に選択する第2開閉弁12と、前記上ホッパ8内を真空源15に連通させる開状態と前記上ホッパ8内を真空源15から遮断させる閉状態を択一的に選択する第3開閉弁13とを備える。
(もっと読む)
原料投入方法
【課題】生産に関する管理を容易にするとともにコンパウンドの品質も安定させることが可能な、原料投入方法を提供する。
【解決手段】本発明の原料投入方法は、先ずはじめに各原料1、11、21を個別に計量する。次に、所定量毎に袋5、15、25に袋詰めして定量原料6、16、26を得る。ここまでは予め別工程で行う。続いて、各原料の必要量に応じて定量原料6、16、26を準備し、この準備した定量原料6、16、26を混練機31に投入する。複数種の原料が定量的に混練機31に投入され、混練及び造粒がなされると、品質の安定したコンパウンドを使用することができるようになる。
(もっと読む)
計量混合機及びその制御方法
【課題】計量後の複数種類の粉粒体材料を均一に混合することが出来る様な計量混合機及びその制御方法の提供。
【解決手段】供給するべき材料の種類と同数の供給ホッパ(1、2)と、供給ホッパ(1、2の下方)に取り付けられ且つ供給ホッパ(1、2)内の粉粒体材料を搬送する供給装置(フィーダー51、52)と、供給装置で搬送された粉粒体材料を貯蔵する計量ホッパ(3)と、計量ホッパ(3)に貯蔵された粉粒体材料の重量を計量する計量装置(ロードセル7)と、計量ホッパ(3)で計量された複数種類の粉粒体材料を混合する混合装置(ミキサ8)と、制御装置(10)とを備えている。
(もっと読む)
ゴムをゴム消費装置に給送する方法及びゴムをゴム消費装置に給送する設備
【課題】タイヤ製造において、ゴムのストリップをゴム供給装置からゴム消費装置まで連続して移動させる方法を提供する。
【解決手段】本発明の方法では、ゴム供給装置(12)からゴム消費装置(14)へのゴムのストリップ(M)の連続移動中、消費装置への到達前に、残留分(R)と呼ばれる一部分をゴムストリップから連続的に取り出す。ゴムストリップを連続して切断することによって残留分を取り出す。供給装置(12)は、ゴムストリップを貯蔵する上流側貯蔵手段(16)を有し、これからゴムストリップを押出し機に向かって移動させ、供給装置は、残留分(R)を貯蔵する下流側貯蔵手段(40)を更に有する。上流側貯蔵手段上のゴムストリップ(M)を使用し尽くした後、上流側貯蔵手段と下流側貯蔵手段を交換する。
(もっと読む)
光学フィルムの製造方法
【課題】 光学フィルム表面に点状欠陥が生起することがなく、光学ムラが生じない光学フィルムの製造方法を提供する。
【解決手段】 樹脂ペレットを、酸素濃度10ppm以下の不活性ガスを媒体として押出機に輸送し、当該ペレットを溶融押出成形することを特徴とする、光学フィルムの製造方法と、それから得られた光学フィルムを提供する。
(もっと読む)
粘性材料の計量システムおよび方法
粘性材料の計量システムは、延長歯へと分岐する本体を有する張力をかけるためのフォーク;と、フォークの歯の間で張力をかけられたカッティングワイヤ;と、フォークと張力をかけられたカッティングワイヤとを駆動するように、張力をかけるためのフォークに動作可能に接続された駆動機構;とを含有するカッティング装置;および、制御可能に駆動機構に接続され、粘性材料の配合システムへと計りとるために連続する粘性材料を予め決められたサイズまたは重量の小部分にカットするように、フォークを駆動する駆動機構を制御する一連の指示を有するコントローラ;を含有する。粘性材料の計量方法は、容器から粘性材料の配合システムへと計りとられる粘性材料の逐次小部分を決定すること;容器から絞り出された細長い連続する粘性材料の長手方向軸に実質的に直角に材料をカットすることにより配合システムへと連続する粘性材料の小部分を計りとること;そして、決定された逐次小部分を計りとるようにカッティングを制御すること;を含有する。 (もっと読む)
成形装置及び成形方法
【課題】成形材料によるブリッジの発生を低コストで回避し、安定的に成形材料を供給することができる成形装置及び成形方法を提供する。
【解決手段】材料供給機10と、樹脂材料1を成形する射出成形機30とを備えた射出成形装置Sであって、材料供給機10は、樹脂材料1を一時的に貯留するホッパ11と、ホッパ11とシリンダ31aとを連通するパイプ12と、樹脂材料1が貯留された材料乾燥機15とパイプ12とを連通する材料供給路18aと、材料供給路18aを遮断可能なシャッタ部16と、ホッパ11と連通されホッパ11内の気体を吸引可能なローダ13と、シャッタ部16およびローダ13の作動を制御するコントローラ40と、を備え、コントローラ40は、所定時間毎に、シャッタ部16によって材料供給路18aを遮断した状態で、ローダ13を作動させてパイプ12に溜まった樹脂材料1を気流と共にホッパ11側へ吸引する。
(もっと読む)
熱可塑性材料を溶融及び吐出する装置並びに方法
熱可塑性材料を溶融及び吐出する装置(10、150、200)であって、熱可塑性材料の粒子(56、56、56)を受け取る入口(14、166、166)、及び粒子(56、56、56)を排出する出口(68、163、163)を有する非加熱ホッパー(12、151、151)と、内部に形成される少なくとも1つの空洞部(64、64、64)を含むと共に入口(66、66、66)及び出口(76、76、76)を有する加熱マニホールド(40、40、40)であって、当該入口(66、66、66)は、ホッパー(12、151、151)から粒子(56、56、56)を受け取るためにホッパー(12、151、151)の出口(68、163、163)と連通している、加熱マニホールド(40、40、40)とを備える装置が提供される。ホッパー(12、151、151)は、加熱マニホールド(40、40、40)の外側に配置される。加熱マニホールド(40、40、40)は、内部において粒子(56、56、56)を溶融して溶融熱可塑性材料にするのに効果的である。装置は、空洞部(64、64、64)と流体連通している入口(84、84、84)を有するポンプ(86、86、86)をさらに備える。ポンプ(86、86、86)の出口(98、98、98)が、ディスペンサー(104、104、104)の入口(102、102、102)と流体連通しており、ディスペンサー(104、104、104)の出口(122、122、122)が、溶融熱可塑性材料を内部を通して吐出するのに効果的である。  (もっと読む)
(もっと読む)
1 - 20 / 24
[ Back to top ]