
Fターム[4F201BQ23]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 供給、搬送手段 (574) | コンベア (92) | ベルトコンベア (34)
Fターム[4F201BQ23]に分類される特許
1 - 20 / 34
ポリマーペレットの製造方法
【課題】射出成形に用いた際にシルバーが発生しにくく、インフレーションフィルム成形時に膜割れが発生しにくいエチレン・不飽和カルボン酸共重合体のアイオノマーまたはそのけん化物のポリマーペレットの製造方法の提供。
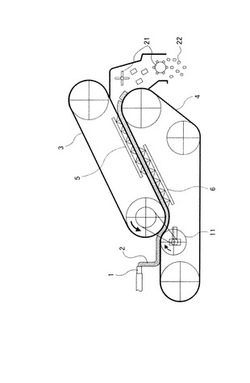
【解決手段】エチレン・不飽和カルボン酸共重合体の酸基の一部または全部が金属(イオン)で中和されてなるアイオノマー、またはエチレン・不飽和カルボン酸エステル共重合体のエステル基の一部または全部が金属(イオン)でけん化されてなるけん化物を、溶融押出機にて加熱して溶融混練する工程と、混練物を前記溶融押出機先端のダイス1より押出して溶融ストランド2を形成する工程と、前記溶融ストランドを金属ベルトクーラの金属ベルト3,4上に供給し前記溶融ストランドを冷却して固化する工程と、固化した前記溶融ストランドを断片化する工程とを有するポリマーペレット22の製造方法。
(もっと読む)
成形材料の製造方法
【課題】
強化繊維基材とポリフェニレンエーテルエーテルケトンからなる成形材料を、より容易に、生産性よく製造する方法を提供する。
【解決手段】
強化繊維基材(A)を引き出し、連続的に供給する工程(I)、該成分(A)にポリフェニレンエーテルエーテルケトンオリゴマー(B)を複合化して複合体を得る工程(II)、該成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる工程(III)、および該成分(A)、該成分(B’)からなる複合体を冷却し引き取る工程(IV)を有してなる成形材料の製造方法であって、該成分(B)の融点が270℃以下である成形材料の製造方法。
(もっと読む)
帯状部材の貼付け装置および貼付け方法

【課題】未加硫帯状部材の貼付け精度を十分高く維持しつつ、未加硫帯状部材をより高速で成型ドラムに貼着させることができる帯状部材の貼付け装置を提供する。
【解決手段】定寸切断されて搬送面上に位置決め配置された未加硫帯状部材Wを搬送するコンベアベルト2と、コンベアベルト2それ自体をストロークさせるコンベアベルトシフト手段7,8と、回動駆動されて、コンベアベルト2上の未加硫帯状部材Wを周面上に直接的もしくは間接的に貼着される成型ドラム1とを具えてなり、前記コンベアベルト2を、成型ドラム1の下方に配設してなる。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】樹脂の量が少なくても予備成形樹脂における孔の発生(周囲よりも薄い部分の発生を含む)を低減して、均一な厚みの予備成形樹脂が成形可能となる成形装置及び成形方法。
【解決手段】相対的に接近・離反可能な上型132と下型134とを有し、上型132と下型134との間に設けられたキャビティに供給された樹脂102を加熱押圧して予備成形する樹脂成形装置100であって、樹脂102が粒径の異なる粒子を含む樹脂成形装置100において、樹脂102をキャビティに移動させキャビティに配置される離型フィルム104と、予備成形樹脂103の平面積の70%以下の面積で、樹脂102を離型フィルム104上に搭載する樹脂供給機構120とを備えた成形装置及び成形方法。
(もっと読む)
冷却装置および冷却方法
【課題】樹脂組成物を効率よく冷却することができる冷却装置および冷却方法を提供すること。
【解決手段】冷却装置1は、シート状に成形された樹脂組成物であるシート材Q2を、その面方向に沿って搬送する搬送手段2と、搬送手段2により搬送されているシート材Q2を冷却する冷却手段3とを備えている。シート材Q2は、冷却手段3で冷却される直前の温度が40〜60℃のものである。そして、冷却手段3は、シート材Q2の冷却速度が0.2〜5℃/秒となるように冷却する冷却能を有している。
(もっと読む)
熱可塑性樹脂ペレットの製造装置およびその製造方法
【課題】高収率かつ高品質の熱可塑性樹脂ペレットを製造する装置および製造方法を提供する。
【解決手段】熱可塑性樹脂を溶融した後、供給機から吐出させることにより得られたストランド群を搬送する金属メッシュ性ベルトコンベア3と、該ベルトコンベア3上にストランド群7に向けて冷却水を噴霧する冷却装置4と、付着水を除くためのエアー吹きつけ装置5と、ベルトコンベアにより搬送されたストランド群7をペレット状に切断するストランドカッター6を用いた製造装置で、供給機吐出部からストランド群7が最初に冷却水と接触する距離(L1)が300〜1200mmであり、供給機吐出部からストランド群が最後に冷却水と接触する位置(L2)と供給機吐出部からストランドカッターまで距離(L3)の割合(L2/L3)が0.05〜0.4である事を特徴とする、熱可塑性樹脂ペレット製造装置。
(もっと読む)
短繊維状物定量供給装置
【課題】ハンドリング性を向上させるために集束させた短繊維状物の集束を解かずに供給することを目的とする短繊維状物の定量供給装置の提供。
【解決手段】材料を貯蔵するホッパ部1とその下部に材料を排出するための導入部2および、筒状の排出部を設けたホッパを持ち、導入部2から排出部にかけて、材料を搬出するためのスクリュウ4を持つ材料搬送装置において、導入部下部の相当内半径Rとスクリュウ外半径rとの比R/rが1.1≦R/r≦1.3であり、かつ導入部下部から2Rの部分における開口幅LとRの比L/Rが1.5≦L/R≦2.2であることを特徴とする短繊維状物定量供給装置。
(もっと読む)
アニールコンベヤ
【課題】アニール装置の加熱炉を通過するフィルムの品質を高く維持できるアニールコンベヤを提供する。
【解決手段】アニールコンベヤ7は、フィルム35がアニール装置1の加熱炉3の内部から出口5を通過し加熱炉3の外側へ至る行程に配列されたベルトコンベヤ9、及び複数の搬送ローラ11を備える。搬送ローラ11の周面12がフィルム35に接触する高さは、ベルトコンベヤ9のベルト23がフィルム35を支持する高さに一致している。複数の搬送ローラ11のそれぞれの周面12の周速度は、ベルトコンベヤ9がベルト23を走行させる速度に同期している。
(もっと読む)
プラスチック成形品の仕上げ装置
【課題】成形品のパーティングライン等に生じるバリを自動的に除去し、除去後の切削屑が生じないプラスチック成形品の仕上げ装置を提供する。
【解決手段】成形品を保持する治具と、上記成形品に生じたバリに押し付ける加熱具とを備え、上記加熱具は、上記成形品に生じたバリと接触する面に設けられた合成ゴムと、上記合成ゴムを所定の温度に加熱するヒーターから構成され、上記合成ゴムを上記ヒーターにて所定の温度に加熱した後、上記成形品に生じたバリに上記合成ゴムを押し付け、上記バリを溶かして、上記バリが溶けたものを上記成形品の表面に溶着させて平坦にする。
(もっと読む)
ペレット製造装置
【課題】ストランド切れが発生した場合であっても、ペレタイザーなどの切断部にストランドを連続的に供給することができるペレット製造装置を提供する。
【解決手段】吐出口11を有し、溶融した熱可塑性樹脂を吐出口11からストランド状に吐出して供給する供給部10と、水平または搬送方向に向かって下り勾配である搬送面21を有し、ストランド状の熱可塑性樹脂25を搬送する搬送部20と、搬送部20によって搬送されたストランド状の熱可塑性樹脂25をペレット状に切断する切断部30と、を備え、搬送面21は、供給部10側に位置する搬送開始端21a、及び、搬送面21の切断部30側に位置する搬送終了端21bを有するものであり、搬送開始端21aは、吐出口11と同じ高さまたは吐出口11よりも低い位置にあり、搬送終了端21bは、切断部30と同じ高さまたは切断部30よりも高い位置にあるペレット製造装置100。
(もっと読む)
熱可塑性合成樹脂ペレットの製造方法及び製造装置
【課題】水溶性の熱可塑性樹脂ペレットを容易に製造する。
【解決手段】押出装置2から押出された溶融状態のストランド1を、コンベアベルト3で受け、空冷装置4によって空冷する。中心部を残して固化したストランド1を、切断装置5によって切断してペレットを製造する。コンベアベルト3のベルト32は、ポリエチレン製のシートにポリ4ふっ化エチレンをコーティングし、さらに多数の小孔を設けているので、溶融または半溶融状態のストランド1が、このベルトの表面に溶着することを防止できる。
(もっと読む)
ゴム材料の混練制御方法
【課題】ロール混練機によってゴム材料を混練する場合に効率よく、粘度が安定した混練ゴムを得ることができるゴム材料の混練制御方法を提供する。
【解決手段】密閉型混合機から放出された混練ゴムRのロール混練機1への投入ゴム温度を90℃以上とし、ロール混練機1で混練して排出する排出ゴム温度を60℃〜80℃に制御して混練するとともに、ロール2上の混練ゴムRのバンク量Bの増減を、混練ゴムRをロール混練機1に循環させて投入する受け渡しコンベヤベルト10および練り返しコンベアベルト4の搬送速度または混練ゴムRをロール混練機1に循環させる循環経路の長さの少なくとも一方を変更することによって制御して混練する。
(もっと読む)
予備成形樹脂の製造方法および製造装置
【課題】フィルムの再利用を可能としてフィルムに要するコストの低減を図ると共に、精度のよい予備成形樹脂を効率よく生産する。
【解決手段】圧縮成形金型への投入に先立って、粉状樹脂30を所定の形状に予備成形する予備成形樹脂の製造方法であって、粉状樹脂30を包被するために所定の形状に切断された短冊フィルム22をトレイ10に固定するフィルム固定工程と、トレイ10に固定された短冊フィルム22上に粉状樹脂30を供給する樹脂供給工程と、短冊フィルム22上に供給された粉状樹脂30を包被する包被工程と、この包被された状態のままで短冊フィルム22を介して粉状樹脂30を所定の形状に予備成形する。
(もっと読む)
溶融樹脂の搬送装置
【課題】上流工程からシート状に連続的に押し出された溶融樹脂を受け取ってチェーンコンベアへ向けて搬送するベルトコンベアと、そのベルトコンベアから搬送された溶融樹脂を下流工程へ搬送するチェーンコンベアとから構成されている場合であっても、溶融樹脂がベルトコンベアからチェーンコンベアへ乗り移るとき、溶融樹脂にシワを生じさせることがない溶融樹脂の搬送装置を提供する。
【解決手段】ベルトコンベア40のベルト41の張力は、無負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑ることないように設定されており、且つ、負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑り可能に設定されている。
(もっと読む)
押出機よりの排出溶融樹脂の搬送方法及び装置
【課題】本発明は、振動コンベアを用いて切断片を搬送することにより、簡単な構造で耐熱性を向上させることを目的とする。
【解決手段】本発明による押出機よりの排出溶融樹脂の搬送方法及び装置は、ダイバータバルブ(1)の排出口(1a)に設けた切断装置(2)により切断して排出される切断片(3)を振動コンベア(21)上に供給し、振動コンベア(21)上で移送される切断片(3)に対して冷却水供給部(30)から冷却水(4)を供給して冷却する方法と構成である。
(もっと読む)
ペレットを製造および処理するための方法と装置
【課題】プラスチック材料からなるペレットを製造および処理するのに方法と装置を提供して、結晶化の障害が生じたときさえ、ペレットを安全に、そして確かに製造するのを可能にする。
【解決手段】本発明はプラスチック・ペレットを製造および処理するための方法と装置に関する。前期の方法によると、溶融プラスチック材料は、ペレットにするために粒状にされる。そして、ペレットは冷却液で冷やされる、そして、ペレットは冷却液と分離される。そして、ペレットは結晶化される。本発明に従った装置が、結晶ステップをモニターする制御装置を包むことによって特徴付けられる。ペレットは冷却液から分離された後に中間格納庫に供給される。結晶の障害を取り除くとすぐに中間格納庫に一時収納したペレットが結晶化装置に供給されて、結晶化される。
(もっと読む)
押出機への帯状エラストマの投入方法
【課題】 帯状エラストマを安定して押出機に供給しホッパー詰りを生じさせない押出機への帯状エラストマの投入方法を供する。
【解決手段】 ホッパーを介して投入された帯状エラストマをスクリュー11とフィードロール12の間に咬み込んでスクリュー11の回転で錬りながら押出す押出機10への帯状エラストマEの投入方法において、ホッパー13に投入される前に帯状エラストマEに長手方向と直角の幅方向に指向して幅方向中央に切込みcを所定間隔を存して順次形成する。
(もっと読む)
貯蔵、出荷、および使用のために臭素化アニオン重合スチレン系ポリマーを硬くて大きい形状物に転換する方法
添加物無添加の臭素化アニオン重合スチレン系ポリマーの顆粒/パスチルが製造され、提供される。これらは、冷却された移動式平面部材に近接したマニホールドまたはノズル中のオリフィスから下方向のプラグフローを形成することにより作製される。このような部材は冷却液体に不透過性である。オリフィスの下端と平面部材の間に間隙が存在する。溶融ポリマーのプラグの一部は、(i)このような間隙を架橋するか、あるいは(ii)オリフィスの下部から自由に落下し、平面部材の上表面の上に落下し、いずれの場合においても平面部材上で個別の顆粒/パスチルを形成し、その上で固化する。この移動式部材は、平面部材の下側に施される冷却液体のミストまたはスプレーにより冷却される。この顆粒/パスチルは卓越した性質を有する。 (もっと読む)
ペレット製造方法
【課題】所定形状を保持しつつも低い圧力で崩壊するペレットを作ることができるペレット製造方法を提供する。
【解決手段】ペレット製造方法は、水分含有混合物を作る混練工程と、混合物を所定形状の複数のペレットに加工する造粒工程と、ペレットに含まれる水分を減らす乾燥工程とを有する。造粒工程では、気化熱で混合物の造粒時における摩擦熱を奪うアルコールが注入され、乾燥工程では、ユニット58の進入口56から排出口57までのベルトコンベヤ59の走行距離が1〜20mの範囲、ベルトコンベヤ59の走行速度が0.03〜0.1m/sの範囲にあり、ユニット58の内部温度が加熱器60によって45〜50℃の範囲に保持されている。
(もっと読む)
導電性ローラーの製造方法
【課題】異物の混入を抑制し材料を均一に混練可能で、均一な導電性弾性層を作業効率よく低コストで製造することができ、混練機に材料を投入する際飛散がなく、労働衛生上、環境上好ましい導電性ローラーの製造方法提供すること。
【解決手段】導電性軸体の外周に、混練機を用いて導電性弾性層材料を混練し、硬化して導電性弾性層を成形し導電性ローラーを製造するにあたり、融点が60℃から120℃の範囲で導電性弾性層材料の混練時に溶融可能で、且つ、導電性弾性層材料の硬化時に硫黄架橋可能な熱可塑性樹脂製で、厚さが30μmから100μmの範囲のフィルムで作製した投入用袋に、導電性弾性層材料の一部を封入し、混練機に投入する。
(もっと読む)
1 - 20 / 34
[ Back to top ]