
Fターム[4F202AA03]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527)
Fターム[4F202AA03]の下位に属するFターム
ポリエチレン系 (117)
ポリプロピレン系 (214)
C4以上のポリマ−系 (60)
Fターム[4F202AA03]に分類される特許
121 - 136 / 136
延伸ブロー成形によって容器を形成するプロセス、及びそのプロセスによって形成される容器
本発明は、成形キャビティ内で予備成形物を延伸し、ブロー成形することによって容器を形成するプロセスであって、
(i)前記成形キャビティに予備成形物を挿入し、延伸ロッドで前記予備成形物を延伸する工程、
(ii)ブロー工程において前記成形キャビティ内で前記予備成形物が伸張するように、前記予備成形物内部の圧力を上昇させる工程、
(iii)金型の内向き可動部によって、伸張する前記予備成形物を変形させるように、前記金型キャビティの内の少なくとも1つの金型部を内向きに移動させる工程、
を含み、
前記予備成形物の材料のガラス転移温度(Tg)が、前記成形キャビティの壁の温度よりも少なくとも10℃低い、プロセスに関するものである。
本発明は更に、熱可塑性ポリオレフィンの壁を備えた延伸ブロー成形容器であって、前記熱可塑性ポリオレフィンのガラス転移温度が30℃未満であり、容器の非対称度が少なくとも1.5である、容器に関するものである。
(もっと読む)
背面射出されたプラスチック成形物の製造方法
【課題】
背面射出されたプラスチック成形物の製造方法を提示する。
【解決手段】
この発明は、各々がポリオレフィンから成る装飾層(5)と、発泡層(6)と、基材(8)とから構成された、背面射出されたプラスチック成形物の製造方法に関するものである。前記方法において、装飾層(5)と発泡層(6)とは複合体の形態として射出成形用金型の内部に設置され、次にそれらは、閉じられた射出成形用金型(1、2)内で基材材料(8)を用いて背面射出される。完成した成形物(9)上の所望とする装飾層(5)の外面を構造化するため、該装飾層(5)が当接する前記射出成形用金型(1、2)の内面は相補的な態様で構成されている。独立気泡から形成された発泡層(6)が用いられ、前記層は、閉じた射出成形用金型(1、2)において、基材材料の硬化中に該射出成形用金型(1、2)の表面構造(7)に対応して永久に圧縮される。射出成形用金型(1、2)の表面構造(7)は、該表面それ自体を対応させて形成すること、或いは該射出成形用金型(1、2)の表面と装飾層(5)との間に配置されるインサートにより得ることができる。  (もっと読む)
(もっと読む)
プリズムレンズの製造装置
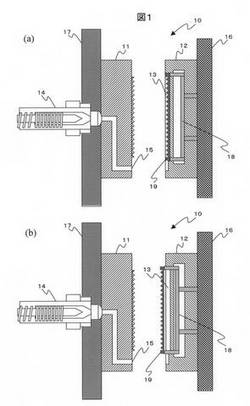
【課題】プリズムレンズ成形基板の離型性をよくすることで、プリズムレンズ成形基板の反り変形が少ないプリズムレンズの製造装置
【解決手段】プリズム加工を施した固定側金型11と可動側金型12とを備えたプリズムレンズの製造装置10において、型開きの際に、プリズムレンズ成形基板19は可動側金型12に張り付いて移動し、エジェクター18によるプリズムレンズ成形基板19の離型は、小さな力で変形することなく行える。
(もっと読む)
合成樹脂成形品及び合成樹脂成形品を成形するための金型装置

【課題】 圧縮成形において発生するバリを除去しなくてもバリが成形品の外部に露出しないようにできて成形品の商品価値を低下させない。
【解決手段】 第一樹脂6の圧縮成形により成形される成形品本体1の外周部に圧縮成形により発生するバリ部8を形成し、成形品本体1の外周部に成形品本体1と一体に第二樹脂7の射出成形により二次成形部2を成形すると共に該二次成形部2でバリ部8を一体に被覆する。
(もっと読む)
車両用内装パネルおよびその製造方法
【課題】 表皮シート末端の過度な引き延ばしによるシワ、破れ等が生じることなく強固に固着され、外観の良好な車両用内装パネルおよびその製造方法を提供する。
【解決手段】 車両用内装パネル1は、裏壁3の一部を表壁2に向けて突出させて表壁2の裏面に一体に溶着された中空部4を隔離する直線状のヒンジ部7を有する。表壁2と裏壁3を繋ぐ周囲壁5にはパーティングライン8が形成される。パーティングライン8は、略直線状の部分8aとヒンジ部7の近傍において表壁2側へ近接した部分8bからなる。表壁2には、樹脂シートに目付重量が250g/m2以下の不織布を接着した表皮シート9が一体に貼着されている。表皮シート9はその末端が周囲壁5に形成されるパーティングライン8に沿って固着される。樹脂シートの表面には立体模様10が現出されている。
(もっと読む)
高光沢及び低光沢をもつカバー表皮
【課題】高光沢及び低光沢をもつカバー表皮を形成すること。
【解決手段】それぞれが第1表面仕上げ光沢及び第2表面仕上げ光沢を定める第1部分及び第2部分を有する真空形成されたトリム部品のカバー表皮であり、該第1の光沢は、該第2の光沢より、4より大きい差異だけ光沢が高い。
(もっと読む)
環状オレフィン系重合体フィルムの製造方法
【課題】ダイラインがなく、光学的に均一な環状オレフィン系重合体からなるフィルムを製造する方法を提供する。
【解決手段】ガラス転移温度が100℃以上の環状オレフィン系重合体7を押出機中で溶融混練し、Tダイ3からシート状に押出した溶融状環状オレフィン系重合体を、キャスティングロール4と、その周方向に沿って圧接するよう設けられた金属製の無端ベルト6との間を通過させることにより、キャスティングロールと無端ベルトとで挟圧する工程を有する製造方法であって、無端ベルトは、キャスティングロールの周方向に平行に配置された複数のロールによって保持されており、Tダイのリップから押出された溶融状環状オレフィン系重合体が無端ベルトまたはキャスティングロールに接触するまでの長さが30〜150mm、かつキャスティングロールと無端ベルトとの間で挟圧する距離が50〜150mmである環状オレフィン系重合体フィルムの製造方法。
(もっと読む)
プラスチック強化複合材料造形製品を製造する装置及びプロセス
3次元造形製品を成形するためのプロセスにおいて、中間品形体を変形させるために力が加えられている間に、中間品形体が予め定められた限界内を自由に移動できるような形で、変形中に中間品形体を変位可能な形で挟持しながら、当初互いとの関係において移動可能である複数の熱可塑性長尺部材を含む中間品形体(10)を変形させる工程;及び任意的に、長尺部材の予め定められた配向を有する3次元製品を成形するために中間品形体の熱可塑性長尺部材を少なくとも部分的に圧密する工程を含むプロセス。3次元造形製品を成形するためのプレス(32)を含む装置も同様に開示されている。  (もっと読む)
(もっと読む)
樹脂封止方法
【課題】 簡略な工程で電子部品を樹脂封止できる樹脂封止方法の提供。
【解決手段】 固定型及び可動型を備えた金型を用い、インサート成形法を適用し、平板状ワークの所要部分を被覆する樹脂封止方法であり、
固定型及び可動型を貫通して設けられた一対以上の突出ピンを両方向から突き出すことにより、金型内のキャビティに装填された平板状ワークを両面側から支持した後、樹脂を充填すると共に、充填完了直前に突出ピンを引き抜くことにより、平板状ワークの両面を被覆する樹脂封止方法
(もっと読む)
射出成形材料により封入されるかまたは射出成形材料から成形されるリムまたは他の特徴部を有する容器
射出成形材料により封入されるかまたは射出成形材料から成形される、フランジ(116)、リム(124)、ハンドル(258)、リブ、底面(500)、側壁(114)、または他の部分を有する、密閉シールすることができるトレー(100)または容器(478)。  (もっと読む)
(もっと読む)
熱可塑性樹脂シートの成形装置、及び熱可塑性樹脂シートの成形方法
【目的】 賦形の際の樹脂シートの温度低下を防止し、良好な外観形状を有する成形品を提供するとともに、その製造歩留まりを向上させる。
【解決手段】 互いに対向するようにして設けられた上成形型及び下成形型と、前記上成形型及び前記下成形型の略中央部に設けられたヒータ部と、前記ヒータ部の上方向において、前記ヒータ部の上加熱面と略平行となるようにして上樹脂シートを保持し、前記ヒータ部の下方向において、前記ヒータ部の下加熱面と略平行となるようにして下樹脂シートを保持するようにしたシート保持部とから成形装置を構成する。そして、前記上成形型と前記上樹脂シート間で形成される第1の空間、前記上樹脂シート及び前記下樹脂シート間で形成される第2の空間、並びに前記下成形型と前記下樹脂シート間で形成される第3の空間を気密に保持する。
(もっと読む)
眼用レンズを製造するための型枠
【課題】さまざまな種類のソフトコンタクトレンズを生産するのに使用できるレンズ型枠を提供する。
【解決手段】本発明は、チーグラ・ナッタ触媒を基剤とする、MFIが21未満の熱可塑性ポリオレフィンから作った、改良された型枠部品を開示しており、この型枠部品は、眼用レンズの型枠の製造という用途で必要とされるような高精密かつ高精度を得るための、例えば、連続プロセス、インラインプロセス、又はバッチプロセスのような製造プロセスで使用可能である。また、本発明には、その改良された型枠部品を使用して作った眼用レンズが含まれている。
(もっと読む)
射出成形用金型及び射出成形方法
【課題】 転写性を向上させるとともに成形品にクラックなどが発生する不具合を効果的に防止でき、かつ、ハイサイクル化を損なうことのない射出成形用金型及び射出成形方法を得る。
【解決手段】 非晶質ポリオレフィン樹脂を金型の樹脂成形空間に射出して光学素子を得る射出成形用金型及び射出成形方法。樹脂成形空間の周囲に断熱材を配置することで、非晶質ポリオレフィン樹脂が樹脂成形空間に充填されたときの樹脂成形空間の表面温度を非晶質ポリオレフィン樹脂のガラス転移点温度以上に保つ。樹脂成形空間に充填された樹脂の表面温度は曲線bに示すように変化し、充填完了時には点Aで示すように、ガラス転移点温度以上であり、樹脂の表面部分(スキン層)と中心部分との温度差Bが小さく、保圧工程や冷却工程での残留応力が低減される。
(もっと読む)
熱可塑性ポリエステルをベースとする改良された流動性を有する成形用組成物
本発明は、熱可塑性ポリエステルと、少なくとも1種のオレフィンと脂肪族アルコールの少なくとも1種のメタクリル酸エステルまたはアクリル酸エステルとを含む少なくとも1種のコポリマー(ただし、コポリマーのMFIは100g/10分以上である)と、をベースとする改良された流動性を有する熱可塑性成形用組成物と、これらの成形用組成物の調製方法と、さらには、電気産業、電子産業、通信産業、自動車産業、もしくはコンピューター産業向けの、スポーツにおける、家庭内における、医療における、または娯楽産業向けの、成形品を製造するための、これらの成形用組成物の使用と、に関する。 (もっと読む)
熱可塑性バインダーを含有する通気性立体形状部材の成形
【課題】本発明は、熱可塑性バインダーと、繊維、泡沫状物質、顆粒等との混合物の成形に関する。
【解決手段】成形された通気性または蒸気透過性の立体形状部材は、蒸気によって加熱された後、減圧することによって冷却されかつ加熱の際に生じた結露を蒸発させて、鋳型によって模様付けされた成形のまま持続させるというものである。この工程を行なうには、鋳型が特異な性質を有している必要がある。
(もっと読む)
透明樹脂シートおよびその製造方法、透明積層シートおよびその製造方法並びに液晶表示素子用シート
【課題】 残留位相差が小さくて優れた光学特性を有する透明樹脂シートおよびその製造方法、このシートを有する透明積層シートおよびその製造方法並びにこの透明積層シートよりなる液晶表示素子用シートを提供すること。
【解決手段】 本発明のシートは、環状オレフィン系熱可塑性樹脂よりなり、少なくとも一面に表面粗さが0.01μm以下の平滑面が形成され、厚みが0.05〜3mmで、残留位相差が20nm以下である。このシートは、押出機に取り付けられたTダイから溶融状態の環状オレフィン系熱可塑性樹脂を垂直方向に押し出し、この環状オレフィン系熱可塑性樹脂を、金属製の冷却用ロールと金属製の冷却用ベルトとによって挟圧することにより、冷却用ロールまたは冷却用ベルトに圧着させ、環状オレフィン系熱可塑性樹脂のガラス転移温度以下の温度で環状オレフィン系熱可塑性樹脂を冷却用ロールまたは冷却用ベルトから剥離して得られる。
(もっと読む)
121 - 136 / 136
[ Back to top ]