
Fターム[4F202AA03]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527)
Fターム[4F202AA03]の下位に属するFターム
ポリエチレン系 (117)
ポリプロピレン系 (214)
C4以上のポリマ−系 (60)
Fターム[4F202AA03]に分類される特許
81 - 100 / 136
射出成形金型

【課題】射出成形において、離型性に優れ、樹脂成形品を金型の任意の側に残し、離型時の離型痕など成形品欠点の発生を防止できる射出成形金型を提供する。
【解決手段】可動側金型4と固定側金型1とを有する射出成形金型において、可動側金型表面5と固定側金型表面2とのの対水接触角が、双方とも90°以上であり、相互の差が20°以上であるように撥水性表面処理されてなる射出成形金型;および該射出成形金型を用いて射出成形し、型開き時に、可動側金型または固定側金型の表面の耐水接触角の低い方、好ましくは可動側の金型に成形品を残す射出成形方法。
(もっと読む)
コレット機構およびカニューレを注射筒に成形する方法
注射器の成形中にカニューレを保持するコレット機構は、内部キャビティを形成する第1及び第2のアームを備えている。各アームは、近位端部と遠位端部とを有している。前記第1及び第2アームは、前記遠位端部が前記内部キャビティに向かって動くときには閉位置にあり、前記遠位端部が前記内部キャビティから離れて位置するときには開位置にある。前記第1及び第2のアームの遠位端部にそれぞれ近接して第1及び第2のカニューレガイドが取り付けられ、前記内部キャビティ内へ伸長している。前記第1及び第2のカニューレガイドは、前記第1及び第2のアームが閉位置にあるときには前記カニューレの一部分をクランプして当該カニューレを保持する。  (もっと読む)
(もっと読む)
光学素子の成形部材、及び光学素子の製造方法

【課題】作業工程数の増大、作業の複雑化等を抑制でき、所望の性能を有する光学素子を製造できる成型部材を提供する。
【解決手段】成型部材は、光学素子を製造するための部材である。成型部材は、光学素子の表面の形状を定めるための第1面を有する第1モールド部と、第1モールド部と一体で、光学素子の裏面を加工可能な加工装置の保持機構に保持される被保持部とを備える。
(もっと読む)
ねじ装置用シールの製造方法とねじ装置用シール及びねじ装置
【課題】熱可塑性エラストマからなるシールリップを射出成形するときにウェルドラインの発生する部分の強度が弱くなることを抑制することのできるねじ装置用シールの製造方法を提供する。
【解決手段】シールリップを射出成形するときに用いる金型として、シールリップの先端までの最短距離が一定で且つ周方向に等角度で配列された多数のゲート3aを有する金型3を用いてねじ装置用シールを製造する。
(もっと読む)
射出成形物にフックフィールドを形成するための挿入ブロック、およびこのタイプのフックフィールドを備える成形物
【課題】外面を有する、任意の形状に熱可塑性材料で成形された、該外面から少なくとも1つのフックが成形物、特にフックフィールドと一体に突出する物体。
【解決手段】前記成形物および前記フックは射出成形により形成され、各フックは基部および該基部から突出する頭部または掛止部を備え、かつ前記成形物の前記外面にそれぞれ延在する、前記フックの端縁を形成する中間面により相互に分離された第1および第2横方向面によって画定され、前記第1および/または第2横方向面の少なくとも1つと、前記フックが突出する前記基部面に平行でありかつその基部面から所定の距離hにある平面との交差部により画定される曲線区分は、前記距離hの関数として変化する曲率を有し、h=0(前記基部面および前記平行な面が合致する)の場合の前記曲線区分の曲率が距離hが、前記フックの前記頭部のレベルにほぼ相当する場合の少なくとも1つの曲線区分の曲率より大きくなる成形物とする。
(もっと読む)
成形機用洗浄剤組成物
【課題】溶融成形機の樹脂流路内残存樹脂を速やかに洗浄排出でき、洗浄剤組成物自身の残存も次成形材料により容易に置換される洗浄性能と易置換性(非残留性)に優れた洗浄剤組成物を提供すること。
【解決手段】第一の熱可塑性樹脂(A)100重量部及び、該熱可塑性樹脂(A)と非相溶性の第二の熱可塑性樹脂(B)0.5〜30重量部を含む非相溶性樹脂混合物と、フッ素化重合体とを含有する組成物を成形機用洗浄剤組成物として用いる。フッ素化重合体の量は非相溶性樹脂混合物100重量部に対して0.5〜20重量部とすること好ましい。
(もっと読む)
多層成形品およびその製造方法
【課題】射出圧縮成形を用いた2層成形品の製造において、箱形状などの複雑な形状の薄型の成形品をも低コストにて製造する。
【解決手段】2層成形品は第1及び第2の熱可塑性樹脂層からなる積層構造を含んでいる。積層構造において、第1層5の周縁部には積層構造の積層方向に関して第2層の方へと突出する凸形状部9が形成されている。凸形状部9は積層方向に沿った外側面と積層方向に対して鋭角をなす内側面とを有しており、第2層の周縁部は第1層の凸形状部9の内側面と接している。第1層5と型部材21の形状転写面21bとの間に熱可塑性樹脂25を射出し、第1層5と型部材21とを接近させて熱可塑性樹脂25を圧縮することで、第2層を形成する。第2層を形成する工程では、圧縮された熱可塑性樹脂25により凸形状部9が形状転写面21bの方へと押される。
(もっと読む)
眼科用器具製造のための金型
目の中または上で用いる少なくとも一つの眼科用器具製造用の金型組立品が開示される。金型組立品は、結合可能な一対の金型部品を含み、金型部品の少なくとも一つが、少なくとも、酸素吸収性金型材料と、(i)ポリマー主鎖とそのポリマー主鎖に共有結合した1以上の置換または非置換環式オレフィン基を含む酸素捕捉性ポリマーおよび(ii)酸素捕捉触媒量の遷移金属触媒を含有する酸素捕捉組成物とを含む。 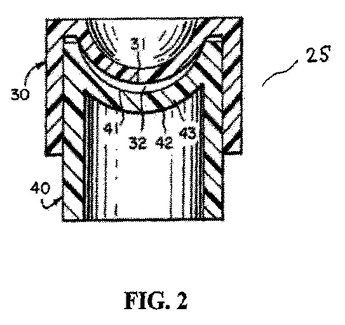 (もっと読む)
(もっと読む)
ガラスランチャンネル組立体及びその製造方法
【課題】ガラスランチャンネル組立体の押出成形部の係合リップと型成形部の係合突起との接合部のシール性とガラスランチャンネル組立体の製造効率とを向上させる。
【解決手段】押出成形部13,14を成形型にセットして型成形部15を成形する際に、押出成形部13,14の端末部において成形型の中子により車外側の側壁部18を外側方向へ押し出して車外側の係合リップ24に密着させて係合リップ24の先端と係合突起32の頂点との間に高さ方向の段差が無くなるように係合リップ24を保持した状態で型成形部15を成形することで、係合リップ24の先端と係合突起32の頂点とが段差無く連続して繋がるように係合リップ24と係合突起32とを接合する。これにより、窓枠に装着されたときに係合リップ24と係合突起32との接合部及びその近傍の全域において係合リップ24及び係合突起32が対向する窓枠に対して密着して係合するようにする。
(もっと読む)
エアバッグカバー及びその製造方法
【課題】凹溝成形部を凹溝の長さ方向に沿ってスライドさせて成形する構成であっても、成形型の構造を簡便にでき、かつ、外観意匠の良好なエアバッグカバーを製造可能なエアバッグカバー及びその製造方法の提供。
【解決手段】本発明のエアバッグカバー10は、軟質合成樹脂製として、裏面側を凹ませた凹溝18を有した破断予定部を備える。裏面側に配設される割型のスライドコア39が、凹溝18を成形可能な凹溝成形部40を有して、型開き時に、凹溝18に沿った平面上で、スライドする構成とされる。凹溝18の幅方向の周縁に、スライドコア39のスライド方向に沿って傾斜する傾斜面20aを備える離型用突起20が、形成される。傾斜面20aが、スライドコア39のスライド時に、離型用突起20を成形した型面41aにより、離型用突起20をエアバッグカバー10の表面側に向かって押し出すように傾斜している。
(もっと読む)
二重射出によるクラッシュパッド製造時の材料混合防止方法及びそのシステム
【課題】2種材質の樹脂を同時に射出してクラッシュパッドを製造する過程で、1種の樹脂が充填される領域内に他種の樹脂が浸透することを効果的に防止する材料混合防止方法及びそのシステムを提供する。
【解決手段】本発明は、二重射出(Two_shot molding)工法によって、軟性の高い第2材料でPABドア領域20部分を、剛性の高い第1材料で前記PABドア領域20以外の部分を一体的に射出成形してクラッシュパッド10を製造する過程における材料間の混合を防止する方法であって、前記PABドア領域20の外部において、前記第1材料と第2材料の混合現象を引き起こす部分のクラッシュパッド10の厚さを薄くする流れ遅延ダム55を射出金型50上に形成することにより、第1材料の流れを遅延させ、第1材料と第2材料の固化を促進させることを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂からなる中空のブロー成形体の内部に発泡樹脂が充填され、外観性、軽量性、剛性に優れた樹脂成形品を成形型内での樹脂成形品の冷却遅延を抑制して効率よく生産する。
【解決手段】パリソンPを成形型20で挟んでブロー成形を行い中空のブロー成形体を形成するブロー成形手段、ブロー成形体を成形型20内に残した状態で溶融発泡性樹脂をブロー成形体内に射出する射出手段、発泡性樹脂の射出後、成形型20を所定量開きつつ発泡性樹脂を発泡させることによりブロー成形体の膨張と並行してブロー成形体内に発泡性樹脂を充填させる充填手段、及び、ブロー成形体の形成動作の終了時から成形型20の所定量の開き動作の終了時までの間に成形型20の開き動作により膨張するブロー成形体の延伸部分を除く非延伸部分を延伸部分と比べてより冷却する冷却手段を備える。
(もっと読む)
インモールド用金型、タッチパネル用中間体製造方法、タッチパネル用中間体およびタッチパネル
【課題】視認性の向上を図り得るタッチパネル用中間体を製造可能なインモールド用金型を提供する。
【解決手段】インモールド用フィルムを挟み込んだ状態において形成されるキャビティに対する樹脂の射出によって基板を成形すると共に基板の一面にインモールド用フィルムの透明導電膜を貼合させてタッチパネル用中間体を製造可能に構成され、基板の一面を成形するキャビティ面102fには、基準面144よりも凹んでその底部142aが基準面144に対して平行またはほぼ平行な平面に形成された複数の筋状の凹部142と基準面144から突出してその頂部143aが基準面144に対して平行またはほぼ平行な平面に形成された複数の筋状の凸部143とが交互に並設されると共に底部142aおよび頂部143aを結ぶ面がそれぞれ斜面145で構成された凹凸部141が形成されている。
(もっと読む)
成型用型及び導光体の製造方法
【課題】製造コストを低減できる成型用型を提供する。
【解決手段】成型用型1は、基板2と、複数の成型ピン3と、押圧部材4とを備えている。基板2には、成型ピン3が取り付けられる複数の円柱形状のピン穴11が、導光板101の凹部104の位置に対応した位置に形成されている。成型ピン3は、導光板101の凹部104を成型するためのものであり、基板2に取り外し可能に取り付けられる。成型ピン3は、収容部15と、突出部16と、押圧部17とを備えている。収容部15は、ピン穴11と同じ直径を有する円柱形状に形成され、基板2に形成されたピン穴11に収容される。突出部16は、基板2の成型面2aから突出する。突出部16は、収容部15と同じ円柱形状に形成されている。突出部16の上部には、基板2の成型面2aとの間の角度が約45°〜約60°となるように切断された傾斜面18が形成されている。
(もっと読む)
洗浄に適した型及びその洗浄方法、型の製造方法
【課題】 付着した汚れの種類によらず、簡易かつ低コストで洗浄することができる型およびその洗浄方法、当該型の製造方法を提供すること。
【解決手段】 所定のパターンを有する型本体1と、パターンの表面に形成される洗浄用膜2と、を有する型100を、型本体1のパターンを損傷することがない溶剤又はガス等で処理することにより、型の表面に付着している汚れを洗浄用膜2ごと除去する。また、洗浄後の型本体1に所定の方法により洗浄用膜2を形成し、型100を再生する。
(もっと読む)
光学素子及び光学素子成形型及び光学素子成形方法
【課題】高開口数、小型薄肉、多機能化が求められる光学素子は、成形材料を充填するための成形型に形成されるゲート形状や、射出、保圧、冷却などの成形条件をコントロールしても、高精度な転写性の実現による優れた光学特性を有した光学素子を安定して高い歩留まりで得られないという課題があった。
【解決手段】光学素子の外径とコバ厚みの形状を異ならせることにより光学素子の光学性能が異なることに着目して、光学素子の外径寸法とコバ厚の関係が転写性に大きく影響することを見出したもので、光学素子の外径をφG、光学素子の最薄コバ厚をKとした時、φG/K≦12.5の関係に構成したものである。
(もっと読む)
中空成形体の製造方法
【課題】 排気不良の原因となる吹き込み孔の引き伸ばしを好適に防止することができる中空成形体の製造方法を提供する。
【解決手段】 溶融状態のパリソン6を分割金型1、1間に配置し、型閉じしてパリソン6の一部を分割金型1、1により挟持してピンチオフ部3を形成した後、パリソン6内に吹込みノズル5から加圧流体を導入することにより中空成形体8を形成する方法である。分割金型1、1のキャビティ2、2によりピンチオフ部3を介して一対の凹陥部4、4を形成するとともに、ピンチオフ部3と一方の凹陥部4の間に吹き込みノズル5を突き刺してパリソン6に吹込み孔10を形成する。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法
【課題】シルバーストリークと呼ばれる外観不良が改良され、かつ型に倣った所望の形状の成形品が得られる熱可塑性樹脂発泡成形体の製造方法を提供する。
【解決手段】本発明に係る熱可塑性樹脂発泡成形体の製造方法は、(1)一対の金型間に形成されるキャビティ内の圧力を、大気圧を越えるまで昇圧する工程と、(2)発泡剤を含有させた溶融状熱可塑性樹脂を昇圧されたキャビティ内に供給開始し、溶融状熱可塑性樹脂の供給開始時にまたは供給中にキャビティ内の圧力の減圧を開始し、キャビティ内の圧力を、大気圧を下回るまで減圧した後に溶融状熱可塑性樹脂のキャビティ内への供給を完了する工程と、(3)減圧された状態において一方の金型を移動して前記キャビティの容積を拡大する工程と、を備える。
(もっと読む)
複合材料ドライブシャフト製作用モールド及びこれを利用して製作した複合材料ドライブシャフト
【構成】
本発明は動力伝達部である両端部を除いた軸の大部分が一般的な軸と同じ円形パイプ形態を有する複合材料ドライブシャフトを製作することができるモールドを構成し、シャフトの両端部に形状変化が発生することによって、ドライブシャフトを成形した後モールドの脱型が容易になるように構成する。また、本発明は上記のようなモールドを利用して製作され、その両端部に接続継手(金属材ヨーク)を結合する場合、互いに噛み合って回転する形態を有するように複合材料ドライブシャフトを構成する。したがって、本発明のシャフトは機械的締結や接着剤による荷重伝達ではなく、シャフト自体に直接動力を伝達する方式であるので高いトルクを伝達することが可能である。
(もっと読む)
洗浄用樹脂組成物
【課題】 作業時の取り扱い性が良く、洗浄性能が高い、樹脂加工機用の洗浄用樹脂組成物の提供。
【解決手段】 (a)熱可塑性樹脂100質量部に対して、(b)界面活性剤を1〜10質量部、(c−1)ガラス繊維を20〜200質量部含有しており、
(c−1)成分に由来する切り粉の含有量が0.2質量%以下であり、かつ次式(I):
V=1−洗浄用樹脂組成物の嵩密度/洗浄用樹脂組成物の密度 (I)
で示される空隙率(V)がV<0.63を満たす、所望形状に成形された洗浄用樹脂組成物。
(もっと読む)
81 - 100 / 136
[ Back to top ]