
Fターム[4F202AA03]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527)
Fターム[4F202AA03]の下位に属するFターム
ポリエチレン系 (117)
ポリプロピレン系 (214)
C4以上のポリマ−系 (60)
Fターム[4F202AA03]に分類される特許
101 - 120 / 136
成形機用パージ材組成物および成形機用パージ材成形物
【課題】従来と比較してより洗浄性能に優れたパージ材組成物および当該パージ材組成物からなるパージ材成形物を提供する。
【解決手段】不飽和カルボン酸によって変性された変性ポリオレフィン(A)100質量部と、発泡剤(B)と、モース硬度が4〜7の範囲内である無機フィラー(C)0.1〜10質量部と、を含む成形機用パージ材組成物であって、220℃における該成形機用パージ材組成物のガス発生量は、1gあたり0.1〜10mlである成形機用パージ材組成物、および当該成形機用パージ材組成物からなる成形機用パージ材成形物。
(もっと読む)
凹凸構造を有する型及び光学素子用型の製造方法並びに光学素子

【課題】凹凸構造を有する金型及び光学素子用金型の製造方法を提供する。
【解決手段】ニッケル基板10上にニッケルとニッケルと相分離する材料を同時に成膜する工程と、前記成膜工程により得られたニッケルを成分とする複数のシリンダ12ーと、前記複数のシリンダーを取り囲み、かつニッケルと相分離する材料を成分とするマトリックス領域13とを有し、該第1及び第2の材料の少なくともいずれか一方にニッケルを含有する混合膜11から該マトリックス部分をエッチング除去してニッケルあるいはニッケル合金からなる金型を作製する工程とを含む凹凸構造を有する金型及び光学素子用金型の製造方法。前記凹凸構造は、前記基板上に複数配置され、凹凸構造の周期が30nm以上500nm以下の範囲内であり、かつ前記凹凸構造の深さが100nm以上である。
(もっと読む)
インモールドラベル付き容器及びその製造方法
【課題】 ラベルの貼着によるヒケの発生を効果的に抑制すると共に、容器本体とラベルとの間にエア溜りや気泡が形成されないようにすること、ラベルが確実に固着することを課題とし、ラベルにより綺麗に外装された熱成形容器を提供することを目的とする。
【解決手段】 合成樹脂製シートあるいはプリフォームを熱成形した容器本体の胴部に、この熱成形と同時にインモールド法によりラベルを貼着したインモールドラベル付き容器において、[容器本体の成形収縮率(%)]−[ラベルの熱収縮率(%)]で算出される収縮率差を−2.0〜1.0%の範囲とする。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品の軽量化及びコストダウンを図るとともに、フィニッシャー、エスカッション、グリル等の樹脂製部品の成形を簡単かつ廉価に行なう。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20とドアトリムロア30とから構成される。ドアトリムアッパー20は、発泡樹脂基材21とその裏面に一体化される樹脂リブ22とから構成され、軽量で廉価な構成であるとともに、インサイドハンドルエスカッション11を樹脂リブ22の成形時、樹脂リブ22の素材を使用して一体化することで、取付工数や設備費を簡素化する。
(もっと読む)
成形型、及び表皮材の成形方法
【課題】表皮材を、その製品部にしわが生じないように成形できる成形型を提供する。
【解決手段】表皮材の第1製品部を真空吸着する非凹部11と、前記表皮材の見切り部を底部内面14で真空吸着する凹部5とを備え、前記凹部5の内周面13は、前記第1製品部に連続する前記表皮材の第2製品部真空吸着するよう構成されている表皮材の成形用の成形型であって、前記凹部5の底部内面14のうち、前記凹部5の内周面13に連続する底部内面周縁部10が、前記凹部5の深さ方向の断面において段差状に形成されている。
(もっと読む)
繊維強化熱可塑性樹脂製歯車
【課題】機械的強度が強く、長期間の疲労にも耐え、しかも製造方法が容易で生産コストの経済的な樹脂製歯車を提供する。
【解決手段】繊維強化熱可塑性樹脂製歯車において、歯の部分に重量平均繊維長が0.5mm以上である強化繊維を配向させる。また、強化繊維がガラス繊維、玄武岩繊維又は炭素繊維から選ばれた少なくとも1つの繊維を含み、熱可塑性樹脂がポリアミド樹脂、ポリオレフィン樹脂又はポリウレタン樹脂から選ばれた少なくとも1つの樹脂を含むことを特徴とする。
(もっと読む)
長繊維強化熱可塑性樹脂パイプ成形品及びその製造方法
【課題】
本発明の目的は長繊維強化熱可塑性樹脂成形品を、その特徴である曲げ強度、剛性等をパイプ状成形品に対しても適用させ、更にはパイプ状製品の反りやたわみなどを改善する方法を提供することにある。
【解決手段】
強化繊維がペレットの長さ方向に対して実質的に平行に配列しており、かつペレットの長さが3〜50mmの範囲にあり、強化繊維の含有量が20〜80重量%である長繊維強化熱可塑性樹脂ペレットを射出成形して得られるパイプ成形品であって、長さ方向に2つ以上のウエルドを有する長繊維強化熱可塑性樹脂パイプ成形品とその製造方法を提供することにある。
(もっと読む)
樹脂成形品の製造方法および製造装置ならびに樹脂成形品
【課題】短い成形サイクルで光学鏡面や微細なパターンが高精度に転写され、かつ内部歪みの小さい樹脂成形品を提供する。
【解決手段】樹脂4が軟化温度以下のキャビティ3の温度まで冷却される途中で、少なくともキャビティ3内の樹脂4の中心温度が樹脂の軟化温度以上、あるいは表層部温度が樹脂の軟化温度以下かつ樹脂の平均温度が軟化温度以上であるタイミングにて、可動入子2を樹脂4から離反する方向に移動させ、転写面5と樹脂4の間に断熱層としての空隙15を形成する。この空隙15において、樹脂4自体の温度にて表層部温度が軟化温度以上になるタイミングで、樹脂4から離反させた可動入子2を樹脂4と密着する方向に再移動させ、樹脂4と転写面5を再密着させて、樹脂4の表面に転写面5の形状を転写させる。
(もっと読む)
ポリオレフィン発泡体製品の製造方法及び金型
【課題】生産性を向上し、生産コストを低減することができるとともに、表面にデザイン自由度のより高い凹凸模様を形成することができるポリオレフィン発泡体製品の製造方法を提供する。
【解決手段】便座を熱圧成形する金型20のうち、便座の表側を成形する下型22を、アルミニウム粒の凝集体からなり、熱伝導性及び通気性を有する多孔質アルミ金型とする。この下型22と、便座の裏側を成形する上型21とにより、予め所望の形状としたポリエチレン発泡体を熱圧成形する。このとき、ポリオレフィン発泡体の表面で潰された独立気泡から解放される気体を、多孔質アルミ金型からなる下型22の内部の通気性を有する吸引路を通じて外部に排出させる。
(もっと読む)
熱可塑性複合材料の形成方法
【課題】熱可塑性複合材料の形成方法であって、熱可塑性複合材料が、半結晶性ポリマー、好ましくは同じ種類の半結晶性ポリマーから供給されるマトリックス及び強化材の両方を含む熱可塑性複合材料の形成方法を提供すること。
【解決手段】上記方法は以下のステップ:i)マトリックスの融点未満の温度を有する熱可塑性複合材料のスタックを金型に配置するステップと、ii)金型を閉鎖するステップと、iii)少なくとも前記ステップii)の後で前記金型の温度はマトリックスのシール点と強化材の融点との間であり、滞留時間の後に金型を開放するステップと、を含む。
(もっと読む)
微細構造転写方法、微細構造転写装置、光学素子製造方法及びモールド
【課題】簡単な工程でモールドの微細構造を樹脂基材に転写可能な微細構造転写方法、微細構造転写装置、光学素子製造方法及びモールドを提供する。
【解決手段】この微細構造転写方法は、微細構造12を有するモールド11の表面11aに溶剤14を適用する工程と、モールド上の溶剤に樹脂基材13を接触させる工程と、モールドと樹脂基材とを剥離する工程と、を含む。
(もっと読む)
外殻を有するトリム部品及びその製造方法
【課題】
【解決手段】本発明は、視認可能な面の端縁部分が剛性な支持体10の隠れた面部分に隣接して配置され、且つ外殻16と支持体10との間に配設されたプラスチック発泡材20によりその位置に保持された、視認可能な外殻16を備えるトリム部品に関する。本発明のトリム部品は、外殻の視認可能な面の端縁部分と支持体の隠れた面部分とに少なくとも部分的に接触して外殻の端縁18の実質的に全長に沿って配置された開放多孔性材料の片22を備えている。開放多孔性材料は、材料の一部が仕上がった部品の内部にて開放多孔性のままであるようにするのに十分な熱抵抗を有する。本発明は、自動車用のトリム部品に適している。  (もっと読む)
(もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。 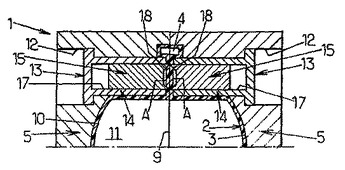 (もっと読む)
(もっと読む)
モールド成形体及びその製造方法
【課題】 複数の金属体間の狭隘な隙間に均一な厚さの絶縁層を形成可能なモールド成形体及びその製造方法を提供するものである。
【解決手段】 本発明に係るモールド成形体30は、複数の板状金属体31,32の電気的絶縁などを目的として、板状金属体31,32を所定間隔で離間させた状態で各板状金属体31,32の周りを絶縁性ポリマで覆ってなるものであり、各板状金属体31,32の間に、融点がT1の絶縁性ポリマで構成されるスペーサポリマ部34を有し、それらのスペーサポリマ部34及び各板状金属体31,32の周りを、融点がT2(<T1)の絶縁性ポリマで構成されるモールド部33で覆ったものである。
(もっと読む)
樹脂材注入充填方法および樹脂材注入充填装置
【課題】 型内への熱可塑性樹脂材の注入を、その熱可塑性樹脂材を主流として流すべき方向に向けた注入位置順に開始する樹脂材注入充填方法において、多様な態様での熱可塑性樹脂材の注入を可能とする。
【解決手段】 制御ユニットUにより、最初から数えて2番目以降の注入の開始を、その各注入の直前に行われる先の注入の注入開始時点を基準として遅延させる。これにより、当該注入の態様として、従前同様、先の注入の終了後に開始する態様は勿論、先の注入中に、所望のタイミングで開始する態様をも取ることができようにし、注入充填の態様を、注入位置を変えながら順次行う場合に比して、多様なものとする。
(もっと読む)
光ディスク基板を溶融成形する方法
本発明は、光学記憶装置又は光学記憶装置基板、及び/又は光ディスクの連続的製造法を提供し、二つの対をなす圧盤の間にポリマー材料のウェブを供給する工程、実質的に平坦なスタンパーを用いて、ウェブに光学装置用の情報トラック構造など少なくとも一つの微細形状彫像を溶融成形する工程、ポリマー材料のウェブの溶融成形された断面の大部分をポリマー材料の溶融流動温度(Tf)まで加熱する工程を含む。本発明は、情報構造物を溶融成形し、且つ情報構造物へ幾つかの層を蒸着して光学記憶装置を生成する工程の幾つかの実施形態を開示している。  (もっと読む)
(もっと読む)
意匠性に優れた被覆成形品の金型内被膜成形方法
【課題】 金型内被覆成形方法により、意匠性及びソフトタッチ感に優れた被覆成形品を提供する。
【解決手段】金型内で成形した樹脂成形品の表面と、金型の内表面との間に被膜形成塗料を注入した後、金型内において、被膜形成塗料を樹脂成形品の表面上で硬化させて、樹脂成形品の表面に被膜が密着した一体成形品を製造する際に、金型の内表面に、複数の直線状又は曲線状の突出部又は溝部を設け、樹脂成形品を被覆する被膜表面に、対応する直線状又は曲線状の突出部又は溝部を設ける。
(もっと読む)
射出成形用熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品
【課題】 射出成形により、艶消し性がよく、低光沢性に優れる成形品を、低コストで与える熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品を提供する。
【解決手段】 少なくとも(A)熱可塑性樹脂55〜83重量%、(B)オレフィン系ゴム7〜20重量%、および(C)無機充填剤10〜25重量%を含む射出成形用熱可塑性樹脂組成物であって、該(B)オレフィン系ゴム成分の重量平均分子量(Mw)が1.4×105〜1.9×105であることを特徴とする射出成形用熱可塑性樹脂組成物。
(もっと読む)
樹脂成形品の製造方法及び樹脂成形品
【課題】
樹脂燃料タンクとの溶着に必要な厚さを十分に確保でき、接着不良や燃料不透性の低下を防止する樹脂成形品の製造方法及び樹脂成形品を提供する。
【解決手段】
この樹脂成形品の製造方法は、第1型枠10のキャビティ11a内に、樹脂燃料タンクに溶着可能な第1樹脂材料を射出して溶着部材50を成形し、第2型枠20に密接するように第1型枠10を相対移動し、第2型枠20のキャビティ21a内に第2樹脂材料を射出して溶着部材50に固着させると共に、本体40の外層部41を成形し、更に第2型枠20内に燃料不透過性の第3樹脂材料を射出し、外層部41内に内層部42を成形する。これによれは、溶着部材50と本体40とが別々に成形されるので、溶着部材50の溶着時に必要な厚さを十分に確保して、接着不良や燃料不透性の低下を確実に防止する。
(もっと読む)
成形機洗浄用樹脂組成物およびその使用方法
【課題】 少量の洗浄剤の使用でも異物除去効果が高く、また洗浄温度において低粘度で成形機内表面への付着性が少なく洗浄剤自体がすぐに押出機から排出され、異物の発生を容易に防止することが可能であり、かつフィルム切れを起こさず、特にインフレーション成形しながら、洗浄が可能である洗浄剤の提供。
【解決手段】 メタロセン触媒を用いて製造されたエチレン系熱可塑性樹脂(a)30〜100重量%含有したエチレン系熱可塑性樹脂(A)100重量部に対して、(B)粘度平均分子量1万〜150万のポリアルキレンオキシドまたはポリアルキレングリコール0.1〜100重量部、(C)炭素数8〜20のアルキル基を有する硫酸塩、またはスルホン酸塩であるアニオン型界面活性剤および/または炭素数6〜22の脂肪酸の金属塩を0.1〜10重量部含有する成形機洗浄用樹脂組成物。
(もっと読む)
101 - 120 / 136
[ Back to top ]