
Fターム[4F202AB18]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 化学構造を特定したもの (303) | 無機化合物 (253) | 炭素 (67)
Fターム[4F202AB18]に分類される特許
1 - 20 / 67
射出成形装置
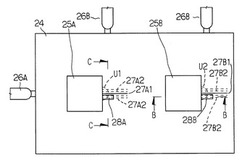
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
複合材長尺部材用の複合材成形型の製作方法

【課題】プリプレグ材を使用した複合材の成形型を製作する方法を提供する。
【解決手段】まず、プリプレグシートを連続プルトルージョン成形して長尺の二次元形状の半硬化状態の成形型の素材200を製作する。
次に、この半硬化状態の素材200を成形装置100のベースプレート112上に立設した複数枚テンプレート131、132、133、134、135上に載置して三次元形状に塑性変形させ、成形装置100全体を加熱・加圧して完全硬化した成形用の型を製作する。
(もっと読む)
繊維強化プラスチックのプレス成形方法及び繊維強化プラスチック成形品
【課題】角度90度以下の頂部を有する深絞り形状の繊維強化プラスチックの成形品をプレス成形により良外観かつ高い生産性の下に得る方法を提供する。
【解決手段】一対の成形型を用いてプリプレグシートをプレス成形する成形方法であって、一方の成形型に前記プリプレグシートを押圧する凸部と、他方の成形型に押圧された前記プリプレグシートを当圧させる凹部とをそれぞれ少なくとも1箇所備え、前記成形型の凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線を含む断面において、前記凸部または凹部の頂部の角度が90度以下であるとともに、前記凹部の頂部を形成する当圧面の線分P1、P2の合計P1+P2と、当圧面以外の線分H1、H2を含めた前記凹部の線分の総長さL=P1+P2+H1+H2との比が0.5≦(P1+P2)/L≦0.95の範囲にあり、凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線が成形型の型面と交わらないことを特徴とする、繊維強化プラスチックのプレス成形方法。
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】成形品に残留応力や組織の乱れ等の成形不良が残らず、また脱型操作も簡易にできるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品の提供。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含む成形材料をポット15に収容し、前記成形材料を加熱・溶融して該ポットの底部とキャビティとの間を連通させる連通路17を介してキャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う。該連通路は、その内径が該ポットの底部側から前記キャビティ側に向って徐々に縮径しており、該連通路の途中で通路径が最小となる最小径部19が形成され、該最小径部から前記キャビティ側に向って拡径して前記キャビティに至るように形成され、該最小径部に相当する部位で硬化物を破断させることにより、硬化物のポット側とキャビティ側を分離させた後、成形品47を脱型させる。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】カーボン粉粒複合樹脂の成形方法は、内在するロッドの上死点近傍外壁の接点位置にゲート1を設けた吐出管4を、鍋状成形品の底面中央外壁の相当部分に配した金型10を用い、カーボン粉粒とフェノール樹脂を主体として成る成形材料を注入して加熱・加圧による賦形方法であって、射出直後にロッドを降下させて加圧させた後、圧力を解放、さらに回復させるようにしたことを特徴とする。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】カーボン粉粒複合樹脂の成形方法は、ロッドを内在する吐出管4を設けた金型10に、ロッドの上死点直下にゲート1を設け、ゲートからカーボン粉粒とフェノール樹脂を含む混合物である成形材料を注入して加熱・加圧によるカーボン粉粒複合樹脂の成形方法であって、金型内への射出による注入直後に保持圧を解放してロッドを降下させて吐出管内にある成形材料を追加注入した後、金型の保持圧を回復させるようにしたことを特徴とする。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】この発明に係るカーボン粉粒複合樹脂の成形方法は、鍋状成形品の底面中央外壁の相当部分に設けられ、ロッドを内在してゲート1を配した吐出管4を備えた成形金型10を用いて、カーボン粉粒とフェノール樹脂を主体として成る成形材料を注入して加熱・加圧による賦形するカーボン粉粒複合樹脂の成形方法において、射出直後に成形金型の保持圧を一時的に解放した後、直ちにロッドを降下させるとともに成形金型の保持圧を回復させるようにしたものである。
(もっと読む)
貼合成形方法、貼合成形用金型および貼合成形装置
【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
ブラダー用ゴム組成物及びブラダー
【課題】ブラダーの長寿命化を充分に達成できるブラダー用ゴム組成物、及びそれを用いて作製したブラダーを提供する。
【解決手段】水素添加ニトリルゴムを含むゴム成分と、パーオキサイド架橋剤とを含有するブラダー用ゴム組成物に関する。
(もっと読む)
内部半導電層、内部半導電層を用いた絶縁チューブユニット、および内部半導電層成形用の成形型
【課題】電界が高い部分である両端部にはパーティングラインが生じることなく、電気破壊の発生を抑えることができ、表面の凹凸部分の研磨作業時間を短縮できる内部半導電層、内部半導電層を用いた常温収縮型絶縁チューブユニット、および内部半導電層成形用の成形型を提供する。
【解決手段】内部半導電層30は、電力ケーブルの導体部同士の接続部を覆う常温収縮型絶縁チューブユニット10内に配置され、成形により筒状に作られ、成形の際に形成されるパーティングライン180が内部半導電層30の中央部において内部半導電層30の軸方向CLと交差する方向に沿って配置されている。
(もっと読む)
金型、及びこれを用いた燃料電池セパレータの製造方法、燃料電池セパレータ
【課題】複雑な形状の燃料電池セパレータを製造するにあたって、その製造コストを低下させる。
【解決手段】図5(c)に示されるように、上型40を加圧することにより、セパレータ原料50の成形を行う。この際、加圧した状態においても、上型40の上型端部下面42と外枠上面33とは当接しない構成とされる。その後、図5(e)に示されるように、外枠30に対して上側から力を加えると、バネ60が縮み、枠部31と下型端部上面22とが当接する。この際、外枠上面35は、下型上面21の上面と同じ高さ、あるいはこれよりも低くなる構成とする。また、ピン34の上面も、下型上面21の上面と同じ高さ、あるいはこれよりも低くなる構成とする。これにより、成形後のセパレータ原料50を図5(e)中の黒矢印の方向に押し出し、取り出すことができる。
(もっと読む)
カーボン射出成形のガス抜き用フィルタ
【課題】成形品のガス抜き孔の近傍における部位であっても、緻密で平滑な外観を確保し、成形品の強度や熱伝導率を向上することができるカーボン射出成形のガス抜き用フィルタを提供する。
【解決手段】この発明に係るカーボン射出成形のガス抜き用フィルタ10は、カーボン粉粒と結合材が主体の混合物である成形材料を射出成形する金型の最終充填部分に配設されるカーボン射出成形のガス抜き孔用フィルタ10であって、金型2に接して保持される保持部と、金型2に接しない胴部とを有し、外郭を形成するホルダー3と、胴部内に充填される粒状樹脂6とを備えたものである。
(もっと読む)
弾性体ローラの成形金型及びその製造方法
【課題】本発明の目的は、従来の成形金型と同程度に加工し易く、さらに、金型本体と駒の接触部における耐久性を有する成形金型を提供することである。
【解決手段】本発明に係る弾性体ローラの成形金型は、略円柱状のキャビティを有し両端に開口部を有する金型本体と、該金型本体の開口部に取り付けられる駒と、を有する弾性体ローラの成形金型であって、前記金型本体と前記駒との接触領域に、焼入処理された金属材料からなる接触面構成部を前記金型本体と前記駒にそれぞれ有する。
(もっと読む)
断面の異なる複合材型材の連続成形方法
【課題】断面が異なる複合材型材を連続成形する方法を提供する。
【解決手段】中央部110に比べて両端部120、130の表面の寸法が小さいC型の移動金型100を用意して、両端部120、130及び中央部110に全体が同一面を形成するように予めプリプレグシートを積層する。ロール210、220からプリプレグシート300を引き出し、予備成形装置230を通過させて均一な断面を有するC型材310を予備成形する。予備成形品310に移動金型100を重ね合わせてホットプレス装置を通過させ、アフターキュア炉260で熱硬化を完了させ、移動金型100をとり外して成型品を完成させる。
(もっと読む)
円筒状成形品の射出成形用金型、射出成形方法及び成形品
【課題】円筒状成形品を良好な寸法精度で得ることができる射出成型用金型を提供する。
【解決手段】
本願発明の射出成形用金型は、固定側金型および可動側金型を有し、固定側金型および可動側金型の少なくとも一方が、成形品の内面を形成するコアピンを有し、コアピンの全長が、上記コアピンを有する側の金型の厚みの10〜80%である。また、上記コアピンが、キャビティを形成する他の部材を構成する材料よりも10〜99%低い熱伝導率を有する材料で構成された金型も提供する。また、上記コアピンが断熱部分を有する金型も提供する。
(もっと読む)
タイヤの製造方法
【課題】耐久性の向上を図りながらタイヤの転がり抵抗を低減する。
【解決手段】金型内に装填した生タイヤのタイヤ内腔内に、高温の加熱媒体を充填して前記生タイヤをタイヤ内腔側から加熱する内側加熱と、前記金型を加熱して前記生タイヤをタイヤ外面側から加熱する外側加熱とからなる加熱工程を含む。加熱工程中において、金型の温度T1を、140〜165℃の範囲に制御する金型温度制御と、ベルトコードの表面からの距離が3mm以内であるコード近傍領域Yにおけるトッピングゴムの最高温度T2を140〜165℃の範囲に制御するコード近傍温度制御とを行う。ベルト層のトッピングゴムは、変性ブタジエンゴム及び/又は変性スチレンブタジエンゴムを10〜45質量%含むゴム成分100質量部に対して、カーボンブラック及び/又はシリカからなる補強剤を25〜55質量部含有させた。
(もっと読む)
1 - 20 / 67
[ Back to top ]