
Fターム[4F202AH55]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 丸形容器(←びん、ジャー、タンク) (334)
Fターム[4F202AH55]に分類される特許
61 - 80 / 334
注ぐことができる食品を包装するためのシート状包装材料に開封装置部を射出成形する装置及び方法
穴部9が設けられた多層シート状包装材料2に開封装置部3を射出成形する装置10であって、この装置の型穴は、カバー部分11の第1面11aに溶融プラスチック材料が満たされるようになっている第1チャンバ32と、溶融プラスチック材料で満たされて開封装置部の注ぎ口部13を形成するようになっている第2チャンバ33とを備え、装置はさらに環状リブ部41を備え、環状リブ部は狭い断面の通路部42の範囲を定めており、通路部は、第1及び第2チャンバを連結し、引き裂き可能な薄膜連結部分19の範囲を画定し、環状リブ部は、第1チャンバ側において第1環状表面43によって境界が定められており、第1環状表面は軸線Bに平行であり、鋭利な縁部46を形成しており、カバー部分は、プラスチック材料の圧力によって、鋭利な縁部に押しつけられて引き伸ばされる。 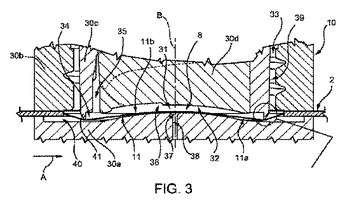 (もっと読む)
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機

【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
全電動式成形機
【課題】相対する金型が偏ることなく両金型の開閉を円滑に行い、両金型が確実に正しく保持されることができる全電動式成形機を提供する。
【解決手段】基台10の一側及び他側にて移動可能に対向配置された第1金型21及び第2金型22と、第1及び第2金型21,22にそれぞれ連結されると共に、型締め位置と型開き位置との間で第1及び第2金型21,22を移動させるように作動する一対の作動アーム23と、を備えた型締め装置2と、型締め装置2と連結され、これを駆動させるための動力機構5と、作動アーム23と動力機構5とに連結される連動機構6と、を備えた駆動装置と、を有する。
(もっと読む)
樹脂製容器、及び樹脂製容器の成形方法
【課題】底部のクレーズの発生が抑えられ、商品価値を維持することができる樹脂製容器、及び樹脂製容器の成形方法を提供する。
【解決手段】容器軸方向上端に位置する口部2と、この口部2から拡径された筒状の胴部4と、この胴部4の容器軸方向下端を閉塞する底部5とを備え、底部5に容器内方へ隆起する隆起部7が形成され、この隆起部7の外周側に起立状態で載置面Gに接触する環状の接地部8が形成された樹脂製容器1であり、この樹脂製容器1を構成するPETの固有粘度(IV)値を0.82(dl/g)以上とした。
(もっと読む)
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。 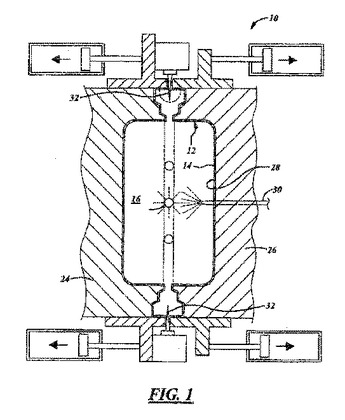 (もっと読む)
(もっと読む)
軸部材
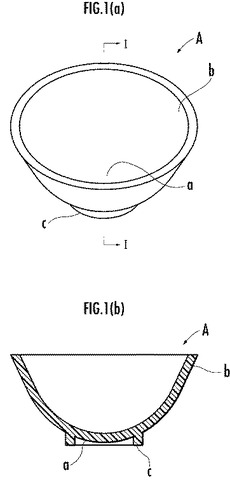
【課題】 射出成形容器でありながら、ブロー成形容器のような袋状に略全体を囲んだ容器である軸部材を提供すること。
【解決手段】 熱可塑性樹脂材料を用いて、射出成形法にて成形した軸部材であって、その軸部材の後部の内面に、軸心に向け突出する内周囲の略半周長さの内周リブを設け、この内周リブの両端側に、屈曲起点部を設けると共に、前記軸部材の後方部を閉塞した軸部材を第一の要旨とし、熱可塑性樹脂材料を用いて、射出成形法にて成形した軸部材であって、その軸部材の後端から前方に向けて、軸方向と略平行な縦リブ部を軸部材の外周囲方向に複数設け、その複数の縦リブ部間にその縦リブ部より薄肉となす薄肉部を設けると共に、前記軸部材の後端部を閉塞した軸部材を第二の要旨とする。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械
【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
プラスチック容器
本体を通って第1の方向(A−A)に延びる中心軸を画定する把持部穴(24)を備える本体(12)と、前記第1の方向に対して垂直な方向に延びる長軸(B−B)を有するフットプリントとを有する容器(10)を製造するよう構成された金型ツールの中でパリソンをブロー成形するステップを含むプラスチック製乳容器の製造方法を提供する。フットプリントは4つの主辺(1,2)および4つの主角領域(3,4)を画定しており、角領域の各々は前記主辺のうちの二辺のそれぞれの間に配置されており、長軸はフットプリントの中心点を通って延びており、ならびに、中心点からのフットプリントの最大径方向延在範囲は、金型ツールのパーティングラインから離れる方向へのパリソンの延伸の程度がパーティングラインに沿ったパリソンの延伸の程度より小さくなるよう、前記角領域の2つの位置に対応するフットプリントが長軸と交差する箇所で最大である。
 (もっと読む)
(もっと読む)
成形体及びその成形方法
【課題】 簡単な機構により、予め表面に気体不透過層が設けられた中空形状の部品を、キャビティ内に設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状の部品の外側に、気体不透過層を形成した後、前記部品を金型のキャビティ内に設置して、前記部品の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
成形体及びその成形方法
【課題】簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行い、二つの層の間にICタグなどの情報記録媒体を封入した、2層構造を有する中空形状の成形体と、その成形方法を提供する。
【解決手段】開口部を有する中空形状の部品4の外側に、情報記録媒体3を取り付けた後、前記部品4を金型のキャビティ2内に設置して、前記部品4の中空部に液体を封入し、前記開口部を密封した状態で、前記部品4外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
ブロー成形用金型およびプラスチック容器
【課題】容器本体の凸凹による文字や図形などの立体表記を所望の形状に明瞭に成形することを可能とするブロー成形用金型およびプラスチック容器を提供する。
【解決手段】一対の分割金型は入れ駒9を備え、入れ駒9は、文字や図形などの立体表記を形成するための凹部と、凹部上に、分割金型とパリソンとの間の空気を除去するためのφ0.5mm以下のエアベント12とを備える。プラスチック容器1は、ブロー成型用金型を用いてポリエチレン樹脂製のパリソンでブロー成形してなり、立体表記の肉厚は0.1mm以上である。
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法
【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型
【課題】厚肉となる部分の欠点を解消して、耐熱性と透明性とのバランスが取れた大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーンが分割されたブロー型を提供する。
【解決手段】大型リターナブル容器の成形方法は、厚肉のポリエステル樹脂製プリフォーム、またはプリフォームからブロー成形された一次ブロー成形品を、加熱下でブロー成形して、ブロー成形時の歪を除去した中間成形品を得る熱処理工程と、収縮された中間成形品を加熱下でブロー成形して、大型リターナブル容器を得る最終ブロー成形工程と、を有する。熱処理工程は、プリフォームまたは一次ブロー成形品を熱処理型204内に配置し、プリフォームまたは一次ブロー成形品内に高圧エアーを導入して加圧して、ブロー成形された肩部22及び胴部24を熱処理型のキャビティ面204Aに密着させて熱処理し、かつ、ブロー成形された肩部22を胴部24よりも低い温度で加熱する。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 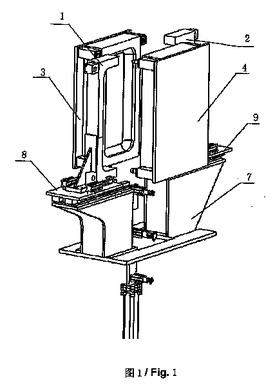 (もっと読む)
(もっと読む)
プラスチック容器及びその製造方法
【課題】本発明は、溶融プラスチックをガスアシスト射出成形法により、底部と、該底部と比較して肉厚が厚い側壁に、所定のガス封入部を形成した軽量化が図られたプラスチック容器を提供することを目的とする。
【解決手段】底壁と、該底壁の周辺部から起立し、前記底壁と比較して厚い肉厚を有し、かつ、内部にガス封入部を有する側壁とをガスアシスト射出成形法を用いて成形したプラスチック容器において、前記底壁は、該底壁の中心から側壁に向かって放射状に延び、内部にガス流入部が形成され複数のリブを設けることにより解決した。
(もっと読む)
ブローフィルシール用成形金型
【課題】多種類の容器を製造するために対応する複数の金型を準備しなければならない経済的負担を軽減し、生産性を低下させないようなブローフィルシールシステムに適した金型を提案することを目的とする。
【解決手段】樹脂製容器をブロー成形し、容器開口部より液剤等を充填したのち、該開口部を密封して製品を製造するブローフィルシールシステムにおいて用いられる成形金型であって、金型内に容器外形の一部を形成する複数の入れ子を交換可能に有することを特徴とするブローフィルシール用成形金型。
(もっと読む)
61 - 80 / 334
[ Back to top ]