
Fターム[4F202AH55]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 丸形容器(←びん、ジャー、タンク) (334)
Fターム[4F202AH55]に分類される特許
81 - 100 / 334
成形ユニット取り付けシステム、および該システムを備える成形ユニット

【課題】成形空洞(型穴)を有する半殻と呼ばれる成形部の交換によりボトルの外観および/または形状に変化に対応しやすいシステムを提供することである。
【解決手段】少なくとも1つの交換可能な成形部11を、相補的な形状の支持部12に設けられる台に取り付ける成形ユニット取り付け方法であり、交換可能な成形部11の辺のうちで成形部の軸に平行な辺の1つに、停止部として機能する少なくとも1つの固定装置2を備え、他方の辺において、作動ロック位置と非作動ロック位置との間を移動する可動式ロック装置3を備える。可動式ロック装置3は、自動的にそれ自身を非作動ロック位置から作動ロック位置へ自動的に戻すための弾性戻り手段を備え、また、操作者の手動によって非作動位置への切換も可能であり、成形部11を有する半殻の交換固定を容易にした構造である。
(もっと読む)
物体を搬送するための装置
装置が、プラスチックの投与量Dを圧縮成形することにより得られる物体8を成形ユニット5の成形手段7から搬送するための搬送手段9と、当該搬送手段9を回転可能に支持する支持手段2と、を備える。搬送手段9と成形手段7との間の衝突及び/または損傷を避けるべく、装置が、支持手段2に接続され、少なくとも成形ユニット5に相対的に近い第一作動位置Aと第二作動位置Bとの間で搬送手段9を移動させるように構成された移動手段3と、を備える。第一作動位置Aにおいては、搬送手段9は、物体8を搬送するために成形手段7と相互に作用し、第二作動位置Bにおいては、搬送手段9は、成形手段7と相互に作用しないように成形ユニット5から間隔を空けている。第一作動位置Aから第二作動位置Bへの搬送手段9の移動は、第一作動位置Aにおける成形ユニット5の回転運動の接線成分と同じ方向を向いた少なくとも1つの成分を有している。 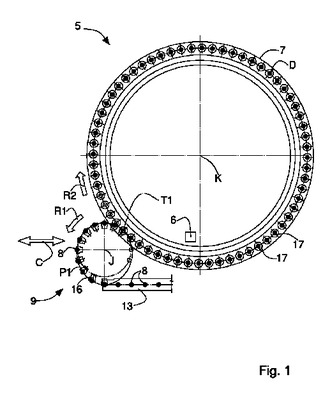 (もっと読む)
(もっと読む)
ブロー成形方法

【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
ブロー成形機切換え方法、及びブロー成形機
【課題】ヒートセット作業温度まで加熱される、複数の回転式に可動な金型を備えるブロー成形機を、金型の交換のために切り換える方法を提供すること。
【解決手段】本発明による方法では、金型が空のままのブロー成形機で、少なくとも1回の模擬作業サイクルを実施し、次いで、金型をヒートセット温度に比べて冷却するように、冷却媒体を金型キャビティ全てに同時に外部から供給する。機械制御部では、このブロー成形機は、空の金型を用いた少なくとも1回の模擬作業サイクルを、冷却媒体を外部から金型中に供給しながら、低減した回転速度で実施するプログラムルーチンを備える。
(もっと読む)
熱可塑性材料から物品を製造する方法
【解決手段】本発明は、チューブ型の予備成型物が、マルチパートブローモールドの中に取り込まれ、膨張させられ、適用される圧力差により形成される、熱可塑性材料から物品を製造する方法であって、前記予備成型物の形成の前に、少なくとも1つのインサートが、第1保持手段により前記予備成型物の中に取り込まれ、前記予備成型物の形成前に、前記予備成型物は、前記予備成型物の壁に貫通する少なくとも1つの第2保持手段により引き継がれ、前記第2保持手段はブローイングピンとして形成され、前記予備成型物の膨張及び再成型は、前記第2保持手段と共に圧力媒体の適用により開始される方法に関する。 (もっと読む)
樹脂製中空体の製造方法
【課題】 ブロー成形法を用いた中空構造体の形成には、樹脂の厚みを全体にわたって均一に制御すること、および複雑な構造体を形成することが困難だった。
【解決手段】 射出成形したポリグリコール酸樹脂からなる芯体の外周面に、密着して被覆するようにアルカリ耐性樹脂を射出成形することによって複合構造体を形成し、該複合構造体をアルカリ性溶液に浸漬し、前記芯体を溶出させることによって樹脂製中空体を形成する。
(もっと読む)
化粧料容器
【課題】ブローボトルのように開口部内径が胴体部内径よりも小さく、ガラス瓶のように厚肉で、且つ落下等の衝撃にも強い、耐久性と美しい外観を備えた化粧料容器を提供すること。
【解決手段】容器本体10は、化粧料の抽出口となる首部材12と、首部材12を連結する開口部を有し、開口部の最小内径が首部材12の最大内径よりも大きい胴体部材11と、2つの部材をつなぐための連結部材30とからなり、胴体部材11の上端部には、首部材12を嵌入するための嵌入溝11bと、嵌入溝11bの周縁に胴体部材の側壁の面方向に突出する胴体凸部11cが形成され、首部材12には胴体部材11に嵌入したときに胴体凸部11cと隣接するように首凸部12cが形成され、胴体部材11と首部材12とは、胴体凸部11cと首凸部12cをまたいで胴体部材の上端部に対して溶融樹脂が射出されて形成される連結部材30によって溶着固定される。
(もっと読む)
ブロー成形用金型及びブロー成形方法
【課題】バリを確実に分離することができる新規なブロー成形用金型及びブロー成形方法を提供する。
【解決手段】一方及び他方のキャビティ面3e,4eの形成位置から離間した位置であって、一方の金型3又は該一方の金型3及び他方の金型4に形成され、型締めした際にバリとなる樹脂の一部が充填される樹脂充填空間3kと、上記樹脂充填空間3k内に充填されたバリの一部である樹脂を挟持する挟持手段6と、上記他方の金型4に配置され、上記一方及び他方の金型3,4のキャビティ面3e,4eにより成形された成形品Wを保持する保持手段7と、を備えてなり、上記保持手段7を介して上記他方の金型4側において成形品Wを保持するとともに、上記挟持手段6を介して上記一方の金型3側においてバリの一部である樹脂を挟持した状態で、該一方及び他方の金型3,4を型開きするように構成されてなるものである。
(もっと読む)
合成樹脂製厚肉成形品
【課題】 本発明は、PCTG樹脂とPCTA樹脂による三重壁以上の多重壁を有する透明な厚肉射出成形品において、成形品内部での白化や、金型面における樹脂の流動挙動に起因するフローマークの発生のない、成形品全体として表面性状および透明性を高品位に現出可能な多重壁に係る構成を創出することを技術的課題とするものである。
【解決手段】 複数回の射出成形により、内側層と少なくとも一つの中間層と外側層からなる多重壁構造を有し、有底筒状で、底部底面の中央部に対向して配設されるピンゲートから溶融樹脂を射出して成形される厚肉射出成形品において、第1次の射出成形により成形される内側層はPCTA樹脂製、第2次以降の射出成形により成形される中間層と外側層はPCTG樹脂製若しくはPCTG樹脂とPCTA樹脂のブレンド樹脂製とする。
(もっと読む)
樹脂成型装置
【課題】オーバーモールドボトルの量産性を向上させることができる樹脂成型装置を提供する。
【解決手段】少なくとも一つの樹脂流入口101から複数の樹脂流出口102まで順次分岐されて連通している分岐樹脂流路103が形成されている。その複数の樹脂流出口102の各々に個々に複数のオーバーモールド金型300が連結され、その内部にインサートボトル500が保持される。樹脂流入口101に樹脂圧送機構200が溶融樹脂を圧送するので、インサートボトル500の外面にオーバーモールド樹脂が成型されるオーバーモールド成型が、複数のオーバーモールド金型300で同時に実行される。
(もっと読む)
容器の製造方法、ブロー成形用金型及びブロー成形容器
【課題】ブロー成形後の容器の金型からの離型性を良好とすることができ、同時に成形後の容器に高い付加価値を持たせることが可能な容器の製造方法及びブロー成形用金型と、その高い付加価値を有するブロー成形容器を提供すること。
【解決手段】減圧吸収パネル6を備え、該減圧吸収パネル6に突起7が設けられた容器1をブロー成形により製造する容器の製造方法であって、金型に前記突起7を形成するためのエア穴14を設け、該エア穴14を前記金型の外部に連通させ、ブロー工程後の金型離型時に、前記エア穴14から前記金型内にエアを供給する。
(もっと読む)
オーバーストロークベースのための型支持部
いわゆる「箱状頂部」処理によって熱可塑性ボトルの底部を形作るための型頂部支持部(3)は、上記型頂部(3)との間に介在するベース(10)と、型担持ユニットのフレーム(6)上に案内されるスライドボルスタ(11)と、を備え、このベース(10)は、二重動作シリンダアクチュエータの形態で形成され、そのロッド(14)は、上記型頂部(3)を支持する。アクチュエータのシリンダを閉じるベースプレート(17)には、ボルスタ(11)に迅速に組み立てる指部(18)が設けられている。このベースプレート(17)は、指部(18)の周囲で、一方では熱移送流体及び離型空気を型頂部(3)内に送達するノズルの気密な通過を可能とするように構成された穴部と、他方ではシリンダアクチュエータのチャンバ(21及び22)の供給ノズルを取り付けるための領域と、を有し、このノズルは、全て上記型頂部(3)の変位軸x−x’と平行に配置されている。  (もっと読む)
(もっと読む)
インモールドラベル容器の製造装置
【課題】 ラベルを金型に挿入して射出成形するインモールドラベル容器の製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めを可能とする。
【解決手段】 ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成部4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア22aをキャビティ21aに挿入して射出成形するようにしたインモールドラベル容器の製造装置1aにおいて、打抜形成したラベル61aを打抜形成部4aにおいて疑似コア3aに貼着させるラベル貼着機構5aを備え、ラベル61aの打抜形成とラベル貼着機構5aによる疑似コア3aへの貼着とを打抜形成部4aにおいて並行するようにした。
(もっと読む)
射出成形装置、成形体の製造方法、及び成形体
【課題】2つの成形体の接合における溶着不良の発生を抑制することを目的とする。
【解決手段】レーザ光を透過する成形体300aを形成するための射出成形装置であって、材料を注入するためのキャビティ310を形成するための雌金型400と、雄金型500と、雌金型と、雄金型のいずれかに設けられた、キャビティに材料を注入するための主ゲート407と、雌金型と、雄金型のいずれかに設けられたバルブゲートであって、キャビティの端部であってキャビティにより形成される成形体と他の成形体とをレーザ溶着により接続する接続部325を形成するためのキャビティ端部315に接続されたバルブゲート447と、を備える。主ゲートからキャビティに材料を注入した後、バルブゲートからキャビティに対し主ゲートからの材料の注入向きと反対向きに材料を注入することによって、主ゲートからの材料注入時に生じた非透明化部分を主ゲート側に押し戻す。
(もっと読む)
容器
【課題】
解決しようとする課題は、従来の熱可塑性樹脂のブロー成形により形成される容器に高温の液体を満たすと、高温によって樹脂は軟化する上にブロー成形により形成される成形物の宿命ともいうべきピンチオフ部分の融着部位の強度的な弱点が露呈して、液体の自重による内圧力によりピンチオフ部分の裂けた箇所から高温の液体が噴き出すという極めて危険な事故を完全には防ぐことができないという点である。
【解決手段】
容器の成形用金型のパーティングラインに沿って少なくとも該容器の設置状態における側方および下方に該パーティングラインの全長の4分の3以上の長さを持つフランジを有し、且つ該容器の設置状態における水平面にほぼ平行で該フランジ3との干渉によって部分的に途切れる箇所を除き該容器の周囲の2分の1以上の範囲に複数の溝状凹部を設けることにより前記課題を解決した。
(もっと読む)
延伸ブロー成形方法およびその装置
【課題】 簡便な構造で大掛かりな改造を必要とせずに既存の設備に対しても適用することができ、薄肉化されたボトルや多層ボトルの芯ずれに有効な延伸ブロー成形方法およびその装置を提供すること。
【解決手段】 有底筒状のプリフォーム20を縦方向に延伸する延伸ロッド21による縦延伸位置の途中に突出し延伸ロッド21とで挟圧するとともに、縦延伸方向と逆方向にばね14で付勢される押えロッド12をプリフォームの成形用底金型11に設ける。これにより、縦延伸の途中に待機させたばね14などで付勢した押えロッド12と延伸ロッド21とでプリフォーム20の底中心部を挟んで縦延伸することで、押えロッド12の動作を制御する必要もなく、簡単な構造で芯ずれを防止することができ、既存設備へも成形用底金型11に設けるだけで容易に適用することができる。また、押えロッド12を縦延伸の途中に待機させることで、成形用底金型11からの突出量Sも少なく、延伸ブロー成形完了後の成形品の取り出しの邪魔になることもない。
(もっと読む)
透明耐熱ポリ乳酸系成形体の成形方法
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
(もっと読む)
プリフォームの圧縮成形金型、合成樹脂製ブロー成形容器の製造方法及びプリフォーム
【課題】ブロー成形時においてプリフォームの温度調整を軽減又は省略すること。
【解決手段】合成樹脂製ブロー成形容器を形成するための口部、胴部及び底部を有するプリフォームを圧縮成形するための空間を形成し、雌型と雄型とを備えたプリフォーム圧縮成形金型であって、プリフォームの口部上端部の肉厚を形成する空間幅、若しくは口部のカブラ下からネックリング上の肉厚を形成する空間幅に対し、プリフォームの胴部〜底部の少なくとも胴部の肉厚を形成する空間幅が1.18〜2.11倍とした。
(もっと読む)
ブロー成形品の成形方法および成形装置
【課題】成形体本体の形状に拘わらず確実に離型できるブロー成形品の成形方法を提供する。
【解決手段】ブロー成形により成形品部分である成形体本体210と、成形体本体210と一体につながる余剰部分であるフラッシュ部220と備えた中間成形体200を成形し、次いで、中間成形体200を一方の金型110に付着させた状態で型開きし、フラッシュ部220をノックアウトピン140によって突き出して金型から中間成形体200を離型させるブロー成形品の成形方法において、一方の金型110に成形体本体210と金型110のキャビティ内周面C10との密着面間を離間させるエジェクタ機構150を設け、ノックアウトピン140によりフラッシュ部220を突き出す際に、エジェクタ機構150を動作させて成形体本体210と金型110のキャビティ内周面との密着面を離間させることを特徴とする。
(もっと読む)
合成樹脂製容器、プリフォーム、合成樹脂製容器の製造方法、及びプリフォーム成形型
【課題】プリフォームを成形した際のパーティングラインの痕跡に起因する環境応力破壊が、当該プリフォームをブロー成形してなる容器の底部に生じてしまうのを有効に回避する。
【解決手段】外側面に周方向に沿ってパーティングラインPLが形成されたプリフォーム10をブロー成形によって所定の容器形状に成形するにあたり、当該パーティングラインPLの痕跡Vを、成形された容器底部23の接地部位24を越えた容器側面側に位置させる。
(もっと読む)
81 - 100 / 334
[ Back to top ]