
Fターム[4F202AH55]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 丸形容器(←びん、ジャー、タンク) (334)
Fターム[4F202AH55]に分類される特許
101 - 120 / 334
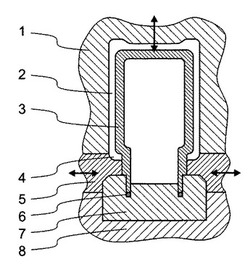
断熱材を有する熱成形金型および関連方法
【課題】装飾が重なり合う領域では、装飾の厚さが2倍になり、装飾および/または食品用鉢上の装飾の2つの厚さの間に不完全な結合が通常観察される。これを解決する為の金型と方法を提供する。
【解決手段】装飾を有する食品用鉢を熱成形するための金型および関連方法に関し、前記金型(1)はプレートの形をしていて、その厚さ内に鉢を熱成形するための少なくとも1つのセル(2)が形成され、前記金型は、前記金型の熱浸透率より小さい熱浸透率を有するエレメント(3)を備え、前記エレメント(3)は前記セルの周壁(21)の少なくとも一部の上に配置され、前記一部は前記装飾の重なり合う領域に接触していることが意図される点を特徴とする。
(もっと読む)
インサート成形方法
【課題】 簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状部品3を、金型のキャビティ2内に設置し、前記中空形状部品3の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。これによって、異なる材質の2層構造を有し、従来の成形方法では得られない視覚的な効果を有し、付加価値の高い成形品が得られる。
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型

【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
ブロー成形用金型、及び樹脂成形体の製造方法
【課題】パリソンとキャビティ面との間隙において空気の残留を低減することの容易なブロー成形用金型、及び樹脂成形体の製造方法を提供する。
【解決手段】ブロー成形用金型は、パリソンをブロー成形することで平坦状の側壁を有する樹脂容器を成形する。ブロー成形用金型は、キャビティ内に開口する吸引孔13を有している。吸引孔13は、平坦状の側壁を成形するキャビティ面11aに形成されている。キャビティ面11aには、吸引孔13から延びる凹条14が形成されている。樹脂容器は、ブロー成形用金型を用いて、その金型のキャビティ内に配置されたパリソンとキャビティ面11aとの間隙を減圧するとともにパリソンをブロー成形する工程により製造される。
(もっと読む)
酸素バリヤ成形容器及びその製造方法
実質的に酸素を透過しないプラスチック容器の製造方法であって、底酸素バリヤフィルムを用意し、底酸素バリヤフィルムはプラスチック容器の床の面積より大きい面積を有し、側壁酸素バリヤフィルムを用意し、側壁酸素バリヤフィルムは、プラスチック容器の側壁を実質的に包囲するよう寸法決めされ、かつプラスチック容器の側壁の長さより大きい長さを有している。型は、床及び側壁を有し、型は、床の下に延び、かつ側壁酸素バリヤの過剰長さを受入れるよう寸法決めされ、底酸素バリヤフィルムは、前記溝を横切って少なくとも部分的に延びるよう寸法決めされる。酸素バリヤフィルムは型内に置かれ、プラスチック容器がキャビティ内で射出成形される。耐酸素容器は、床を有する。床から側壁が延びる。酸素バリヤ材料は、床及び側壁に配置される。酸素バリヤ材料は、ナノシリケート及びナノクレーの一方である。 (もっと読む)
小容量ボトルの製造方法及び小容量ボトル
【課題】ペンダント、ストラップ、指輪として携帯することができる小容量ボトルを提供する
【解決手段】ハート型の収容部12の周辺にプレート状のコンプレッションゾーン13を備え、このコンプレッションゾーン13にはハート型の貫通孔14が形成され、コンプレッションゾーン13の周縁部には、口部15と連通した通路空間16が形成された小容量ボトル11をダイレクトブロー成形によって製造する。コンプレッションゾーン13は、収容部12に対して口部15と反対側にも形成され、通路空間16は、口部15から伸びてコンプレッションゾーン13の周縁部を取り巻いて再び口部15に至るループ状通路となる様に形成されると共に、収容部12に対して2箇所で連通される。
(もっと読む)
インモールドラベル付き合成樹脂製カップ容器
【課題】インモールドラベル付き合成樹脂製カップ容器において、特に側周壁下端部における皺や剥離のないラベルの貼着性と、充填ライン等における安定した搬送性を、共に高いレベルで達成可能な形状の容器本体を提供する。
【解決手段】容器本体1の側周壁2にインモールド射出成形によりラベル11を貼付したカップ容器において、容器本体の側周壁の下端部の所定高さ位置から内鍔状周片4を介して周縁に周状に接地部7を配設した底部5を垂下設し、側周壁の下端が内鍔状周片より下方に突出し、また、接地部の下面が側周壁の下端より下方に突出するように構成する。
(もっと読む)
プリフォーム成形金型
【課題】ボトル胴部形成部に皺を発生させることなくプリフォームを射出成形することができるプリフォーム成形金型を提供する。
【解決手段】プリフォームに対応するキャビティと、射出ノズルが接続されるゲートインサートとを備える。キャビティは、ボトル胴部形成部とボトル底部形成部とに夫々対応する型壁面9,11と、ボトル底部形成部とボトル胴部形成部との境界部分の肉厚増加部に対応する型壁面10とを備える。肉厚増加部に対応する型壁面10に粗面加工を施す。
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 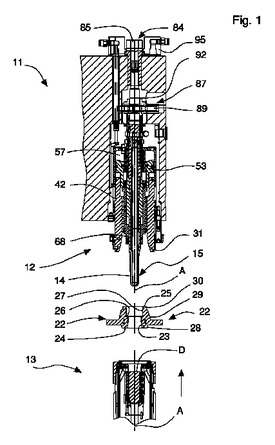 (もっと読む)
(もっと読む)
キャップ成形用金型、その金型で成形されたプラスチック樹脂製キャップ及びそのキャップを装着した容器
【課題】圧縮成形法を用いて、アンダーカットの問題を発生させず、かつ、キャップ本体とPPリング若しくはフランジとの接続部であるミシン目を、切削工程を経ずに成形の出来上がり状態で仕上げることが可能な金型を提供する。さらにプラスチック樹脂製キャップ及びそのキャップを装着した容器を提供する。
【解決手段】本発明は、天面部とスカート部とを有するキャップ本体及びスカート部の下端部と一体に成形されて連結されているピルファープルーフリング若しくはフランジを備えたプラスチック樹脂製キャップを圧縮成形法によって成形するためのキャップ成形用金型において、金型のキャビティは、スカート部の外径をR1、ピルファープルーフリング若しくはフランジの外径をR2(但し、R1<R2)とする凹部を有し、金型のコアは、スカート部の内径をR3(但し、R3<R1)、ピルファープルーフリング若しくはフランジの内径をR1とする凸部を有する。
(もっと読む)
予備成形品の後処理および移送のためのシステム
本発明は、射出成形により製造される予備成形品(9)の後処理のためのシステムであって、予備成形品(9)を受容するための少なくとも一つの受容要素(5)と、開口した射出成形モールドの二つの分割ツールの間で前記取出要素(4)を移動させるためと、前記開口した射出成形モールドから前記取出要素(4)を移動させるための装置と、を有する取出要素(4)と、周囲圧または真空圧または減圧源に一端部が接続され、冷却剤のための出口(18)を他端部が有する、ピン形通路要素(7)を有する、少なくとも一つの後処理ピン(7)、を有する後処理要素(6)と、前記後処理ピン(7)が前記受容要素(5)の中に位置している第1位置と、前記後処理ピン(7)が前記受容要素(5)の中に位置していない第2位置との間で前記取出要素(4)を前記後処理要素(6)に対して往復させるための運動装置と、を包含し、冷却剤が前記予備成形品(9)の内壁と前記ピン形通路要素(7)の外壁との間を前記冷却剤出口(18)まで流れて前記通路要素(7)を介して排出されるように、前記第1位置において前記冷却剤が前記受容要素(5)に保持された予備成形品(9)へ前記冷却剤入口を介して導入される設計を前記取出要素(4)と前記後処理要素(6)とが持つ、システムに関する。 (もっと読む)
ブロー成形用樹脂型
【課題】製作数が少ないブロー成形製品を安価にかつ短時間で、さらに良好な仕上がり状態で得ることができるブロー成形用型を提供する。
【解決手段】光硬化性液体樹脂を光照射によって硬化させる光造形によって製品成形部2と製品成形部2の外周側に連なる型本体10とを一体成形されている。
(もっと読む)
タンク用樹脂成形品
【課題】金型を変更することなく、一種の金型のみでレベルラインの表示を複数に変更できるようにする。
【解決手段】タンク本体の外周表面に、レベルラインは上下方向に互いに間隔を隔ててN本(N≧2)形成し、N本のレベルラインをまたいで形成された表面平滑な座部14と、座部14の表面に最大で(N−1)個形成され(N−1)本のレベルラインをそれぞれ説明する凹状の表示部15、16を形成した。座部14に表示部15、16を隠すシール3を貼着するだけで、異なるレベルラインをもつタンク本体とすることができる。
(もっと読む)
ゲート跡切断装置
【課題】ゲート跡を切断する際に切断片が飛散するのを防止することができ、包装容器の生産性を向上させることができるうようにする。
【解決手段】蓋付きケーシング25を保持する保持部材と、移動自在に配設され、切断位置において、蓋体52に形成されたゲート跡61を切断し、かつ、切断されたゲート跡61を収容する収容部を形成し、退避位置において、収容部に収容されたゲート跡61を排出する切断要素とを有する。切断片が包装容器製造装置の周辺に飛散するのを防止することができ、装置の周辺が汚れることがない。切断要素の移動速度を高くすることができるので、包装容器の生産性を向上させることができる。
(もっと読む)
射出成形装置および射出成形方法
【課題】中空成形体の生産性を低下させることなく、中空成形体の他の部品との接合部分の強度を向上させる。
【解決手段】射出成形装置20であって、中空成形体300aを生成するためのキャビティ310を形成する雌金型400と雄金型500とを備える。雄金型は、補強リングを収納するリング収納部560と、雄金型の中心軸に沿って雄金型の基部から頂部まで貫通する第1のリング通路520と、基部に形成されリング収納部内の補強リングを第1のリング通路に移動させるための第2のリング通路530と、第1のリング通路に移動した補強リングを第1のリング通路に沿って雄金型の頂部に移動させるリング移動装置550とを有する。キャビティは雄金型の頂部の位置に中空円筒形状を有する第1のキャビティ部分311を有し、リング移動装置は第1のキャビティ部分の内部であって前記第1のキャビティ部分の外縁部に補強リングを配置する。
(もっと読む)
延伸合成樹脂シートの成形方法
【課題】O−PETシート等を使用して凹陥部を有する容器を成形する方法を提案する。
【解決手段】加熱装置によって軟化させた延伸合成樹脂シートを雌金型の上に配置し、前記雌金型の内側凹部面と対向する外側凸部面が前記雌金型の凹部面形状と同じ形状の凸部面形状を有する雄金型を前記雌金型に圧入させ、前記外側凸部面で前記延伸合成樹脂シートの全面を均等に押圧する成形方法であって、前記雄金型を弾性部材で形成するようにした。また、雄金型を雌金型に圧入する工程の前に、予め真空成形法によって延伸合成樹脂シートを雌金型の内側凹部面に沿わせる工程を含むこともある。そして、雄金型の一部を構成する支持部材に対し、雄金型の外側凸部の表面に、弾性部材が所望厚さの層を有するように取り付けた。また、延伸合成樹脂シートはO−PETシートで、弾性部材は、シリコン系ゴムまたはフッ素系ゴムからなる。
(もっと読む)
シート成形容器及び複合容器
【課題】
シート成形において成形された容器の離型が容易であり、安定的に生産することが出来るシート成形容器を提供すること。
【解決手段】
底部及び側壁部を側なくとも備える樹脂製のシート成形容器であって、前記側壁部は周状に形成された膨出部を備え、前記膨出部に少なくとも一の谷部が形成されたことを特徴とするシート成形容器とすること。
(もっと読む)
樹脂製ドラム
【課題】ブロー成形の樹脂製ドラムの底面部における上記パーティングライン発生領域にスラリーの研磨剤がたまり易くならないようにして、攪拌しながら樹脂製ドラムから吸引するスラリーの研磨剤の濃度が均一にする。
【解決手段】ブロー成形された樹脂製ドラム1の底面部7の下面側のピンチオフ部分12に対応する底面部7の上面のパーティングライン発生領域13の形状を平坦にした隆起部分9を、底面部7の中央に配置した。
(もっと読む)
射出成形装置および射出成形方法
【課題】樹脂製の中空成形体を雄金型から容易に外すことが可能となる技術を提供することを目的とする。
【解決手段】 射出成形装置20であって、雌金型400と、雄金型500とを備え、前記雄金型500は、雄金型本体501と、前記雄金型500の頂部に配置され、前記雌金型400と前記雄金型500との間のキャビティ310に成形される中空成形体300を押し上げるための押し上げコア510と、前記押し上げコア510に設けられ、前記押し上げコアが前記中空成形体300を押し上げたときに前記中空成形体300と前記雄金型500との間に生じる隙間700にエアを吹き出すためのエア吹き出し口537と、を有し、前記射出成形装置20は、さらに、前記押し上げコア510を前記雄金型500の頂部方向に押し上げる押し上げ装置520、525を備える。
(もっと読む)
インモールドラベリング容器の製造装置
【課題】
インモールドラベリング容器の製造装置において、目視で成形品の良否を判別するが、判別作業に手間がかかるとともにオペレータの疲労により判別ミスが発生する。また、搬送経路の途中に判別装置を設ける場合、コストアップになると同時に判別装置の精度保持の都合上サイクルアップを図ることが難しい。
【解決手段】
成形品の取り出し以前に、射出成形機に成形品の良否を判別する機能をもたせので、後工程における目視による良否判別や高価な良否判別装置は不要となり、良品率の向上、コストダウンとともにサイクルアップが可能となる。
(もっと読む)
101 - 120 / 334
[ Back to top ]