
Fターム[4F202AH81]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | その他の特定の用途 (294)
Fターム[4F202AH81]に分類される特許
281 - 294 / 294
マイクロレリーフ表面を備えた剤形およびこのような剤形を製造するための方法および装置
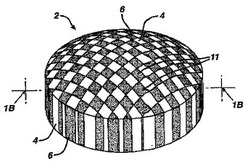
【課題】剤形に偽造を防止する特徴を付与する1または複数の機能構造を有する剤形、剤形の製造方法、およびその製造に用いられる装置を提供すること。
【解決手段】使用者が剤形をより良く識別および区別することができ、かつ偽の製品を発見し易くする、独自の光学効果およびイメージを生成できる、光学要素(例えば、プリントパターン、マイクロレリーフ格子、および/またはマクロレリーフ格子)を含む食用の剤形。この剤形は、光学素子を含むように様々な方法で形成することができる。
(もっと読む)
鶏卵包装用容器の製造方法と装置

【課題】鶏卵個別収容凹部の底部分が強化されて容易には凹部内に向かって凹入変形することがない容器を得ることができる製造方法と製造装置を提供する。
【解決手段】外金型3に形成された凹入部31の深さdを、内金型4に形成された突出部41の高さhよりも深く形成し、容器成形時の両金型3,4の嵌合終端姿勢において凹入部31の底面32と突出部41の頂面42との間に少許の空間sが形成されるようにした製造装置。この装置を用いて、鶏卵個別収容凹部の底部分に折り返しの二重壁部分を備えた鶏卵包装用容器を製造する。
(もっと読む)
ガラス板一体樹脂成形方法及び照明器具
【目的】 本発明の目的は、成形時にガラス板が位置ずれせず、且つ割れることなく、ガラス板の周縁部に樹脂枠体を一体成形することができるガラス板一体樹脂成形方法及び照明器具を提供することにある。
【構成】 ガラス板一体樹脂成形方法は、ガラス板10の周囲に略同量の複数のシート状の樹脂材料Xを配置し、当該樹脂材料Xを上下一組の金型110、120により押圧することにより、キャビティ空間α内を流動させ、これによりガラス板10の周縁部に樹脂枠体Xを一体成形するようになっており、樹脂材料Xを配置するに当たり、樹脂材料Xを、ガラス板10を挟んで対向する位置であり、且つ樹脂材料Xの流動力がガラス板10に対して略均一に作用する位置に配置するようにしている。
(もっと読む)
モールド成形方法、および、その方法により作製したステータコラムを備える真空ポンプ
【課題】内装部品の周囲に該内装部品の内側面より少し引っ込んだ形態のモールド部を、簡単な成形治具と少ない作業工数で安価に成形できる、モールド成形方法と、その方法により作製したステータコラムを備える真空ポンプを提供する。
【解決手段】本モールド成形方法では、筒体としてのステータコラム4やその内装部品であるラジアル電磁石10−2、ラジアル方向変位センサ10−3、駆動モータの固定子12−1よりも熱膨張率の大きい中子51を用い、この中子51をステータコラム4の内側に挿入セットした後、その熱膨張率の差により中子51を拡張させた状態で、中子51とステータコラム4との間に樹脂等のモールド材を充填し、該モールド材を硬化させるものとする。
(もっと読む)
成形型
【課題】複数種類の物品を収容することができ、耐久性に優れた成形品を作製することのできる成形型を提供する。
【解決手段】上面21cに化粧皿収容凹部21a が形成されこの化粧皿収容凹部21a の内周面にその全周にわたって凹部23が形成された合成樹脂製の容器本体21を成形するために用いられる雄,雌一対の成形型を備え、上記雄型1が、中央本体部5と、この中央本体部5の外周面に上記中央本体部5の軸心方向に沿ってスライド自在に配設される5つ以上のスライド部8,9とからなり、上記中央本体部5の外周面が、上記中央本体部5の上端面に向かって延び上記中央本体部5の軸心方向に沿って内向きに傾斜する上り傾斜面に形成され、上記各スライド部8,9の上端部の外周面に、上記容器本体21の凹部23を上記雌型と相まって形成するための環状突条部1bが形成されている。
(もっと読む)
媒体搬送装置、案内部材及びその製造方法
【課題】 媒体搬送装置におけるリブの成形不良の発生を防止し、かつ金型の加工等の作業を簡単にすること。
【解決手段】 媒体搬送装置は、媒体が搬送される搬送路にリブを備えている。リブを成形するための金型は、型割面で分割可能な金型であり、その型割面はリブの先端部の近傍に対応する位置に形成されている。射出成形工程において、金型に樹脂を充填する際、型割面から空気その他のガスが抜けるため、金型のキャビティの先端部にまで十分に樹脂を充填することが可能になり、その結果、リブの成形不良の発生を防止することができる。また、金型を分割できることから、加工等の作業も簡単になる。
(もっと読む)
燃料電池用セパレータの成形装置と成形方法
【課題】薄く均一な肉厚のセパレータを成形する装置と方法を提供する。
【解決手段】型合わせ面19からの深さが可変なキャビティ20を有する金型のキャビティ20をセパレータの厚さに応じた所定深さにし、導電性フィラーを含む樹脂材料6を前記キャビティ20の開口端部23に係合して設けた枠部材13の内縁14まで供給し、前記内縁14から膨出した前記樹脂材料6を均し手段7により平坦にした後、前記キャビティ20の深さを増加させるとともに前記枠部材13を前記開口端部23から除去し、前記キャビティ20へコア9を嵌入させて圧縮成形する燃料電池用セパレータの成形方法。
(もっと読む)
樹脂ケースの製造方法及び射出成形装置
【課題】 本発明は、樹脂ケースの対向する側壁の各外面にフィルムを良好に一体形成することが可能な樹脂ケースの製造方法及びそれを実現する射出成形装置を提供することを目的とする。
【解決手段】 上記課題を解決するため、本発明の樹脂ケース1の製造方法(射出成形装置)は、
有底矩形筒形状で、少なくとも一対の対向する側壁21の各外面にフィルム3が一体形成された樹脂ケース1の製造方法(射出成形装置)であって、
射出成形用金型のキャビティ内に配されたフィルムを該キャビティの内壁に向けて吸引する吸引工程(吸引手段)と、
フィルムを吸引した状態でキャビティ内を加圧する加圧工程(加圧手段)と、
キャビティ内に溶融樹脂を注入する射出工程(射出手段)と、
をこの順に行うことを特徴とする。
(もっと読む)
廃棄プラスチック及び廃棄木材を利用したコンクリート型枠
【課題】 廃棄プラスチックと廃棄木材を再利用して、その使用後廃棄する必要性がなく廃棄による弊害を防止することができるとともに、地球環境悪化原因である熱帯樹林の伐採を防ぐ為、南洋木材を使用したものに代わる用途に応じた、腐らず何度も使い回しがきき美観と強度のある、廃棄プラスチック製或いは廃棄プラスチックと廃棄木材混合製コンクリート型枠を提供する。
【解決手段】 回収した廃棄プラスチック、廃棄木材を粉砕し、それぞれの熱量に応じた割合の混合品を押出し成形機やプレス成形機や射出成形機に投入・溶融し押出し、射出して所定形状(コンクリート接着面に模様を造型)に成形し冷却などで硬化せしめ、型枠を製造する。またその型枠が使用後廃棄のおりは、回収の後適切な大きさに粉砕した後、適切な熱量を持つエネルギー資源として再利用する。
(もっと読む)
成形機
【課題】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、成形品の密度を均一にすること。
【解決手段】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、固定側金型と可動側金型とで形成される一面または該一面の一部のみが開放された閉空間の厚さが、成形品の厚みよりも所定量大きい状態で、この閉空間内に成形原料を供給充填して、金型を振動させる。
(もっと読む)
射出成形シューティングポットのウェッジ機構の装置及び方法
射出成形シューティングポットショットサイズ制御装置は、同じゲートで終わる少なくとも2つの溶融物チャネルを有する共射出ノズルを備えた共射出ホットランナに設置されるように構成され、弁入口及び弁出口を備える。調整可能な溶融物制御機構が、好ましくは油圧作動式ウェッジの形で、(i)ホットランナアセンブリに隣接してキャビティプレートに配置され、金型が開いてる間にショットサイズ位置をセットできるようにし、(ii)ウェッジがシューティングポットピストンから引き戻されるときに、充填されたシューティングポットシリンダが溶融物を減圧できるように構成される。  (もっと読む)
(もっと読む)
ろう材を用いた型枠成形製品及びその製造方法
【課題】 高精度且つ微細な形状を備えた金型又は機械部品からなる製品を、従来よりも短納期で経済的に製造可能なろう材を用いた型枠成形製品及びその製造方法を提供する。
【解決手段】 金型又は機械部品からなる型枠成形製品10は、ろう材粉末11を型枠12内に入れ溶融し固化させて製造される。ここで、ろう材粉末11は、Ni系ろう材、Cu系ろう材、Co系ろう材、Fe系ろう材、及びAg系ろう材のいずれか1又は2以上の混合物である。また、型枠12は、窒化ボロン材、グラファイト材、及びセラミックス材のいずれか1又は2以上で構成されている。
(もっと読む)
金型、その金型を用いた筒状体製造装置および筒状体の製造方法
【課題】 充填される成形材料の流路末端より金型内の空気を放出させて、成形材料の充填されない部分が発生することを防止することができる金型、その金型を用いた筒状体製造装置および筒状体の製造方法を提供する。
【解決手段】 半円筒形上のインナーピースを芯部161に嵌めた状態で金型内に載置される中子160の芯部161の鍔部164には、インナーピースの内周側にて突起を形成するための溝163より溝170が延設されている。ヒータ内蔵グリップの成型時には、芯部161が保持部162に向かってスライドし、鍔部164は保持部162の軸受部167内に収容される。このとき保持部162の内面と鍔部164の外周面168とが当接して溝170により構成される空気抜孔から、成型時に金型内の空気抜きが行われるので、凹部内の空気の滞留がなく、成形材料の充填されない部分の発生が防止される。
(もっと読む)
転写性に優れた樹脂組成物を用いたマイクロ部品
通常の射出成形の温度及び圧力以下でスタンパの微細加工又は、金型形状を精密に転写することができる樹脂組成物及び該組成物を用いたマイクロ部品の提供を目的とする。ポリプロピレン系樹脂と一般式X−Yで表記されるブロックコポリマーの水素添加誘導体とを含有していることを特徴とする。 ここで、ポリマーブロックXは、ポリプロピレン系樹脂に相溶しないポリマーブロックであり、ポリマーブロックYは、共役ジエンのエラストマー性ポリマーブロックである。 (もっと読む)
281 - 294 / 294
[ Back to top ]