
Fターム[4F202AH81]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | その他の特定の用途 (294)
Fターム[4F202AH81]に分類される特許
121 - 140 / 294
針状体金型

【課題】微細な突起部を有する針状体を精度よく形成する手段を提供する。
【解決手段】基板と、前記基板の第一の面に形成された突起部を具備する針状体を作製するための金型31であって、前記針状体の第一の面を凹凸反転した転写パターンを有し、更に当該転写パターンの少なくとも突起部に対応する領域に溝34a,34bを具備することを特徴とする針状体作製用金型。
(もっと読む)
ナノ柱状構造体及びその製造方法と応用デバイス。

【課題】ナノ構造体を形成する柱の傾倒を抑えることができ、安定した構造からなるナノ柱状構造体及び量産化が容易なナノ柱状構造体の製造方法の提供を目的とする。
さらには、このナノ柱状構造体を応用したデバイスの提供も目的とする。
【解決手段】アルミニウム又はアルミニウム合金にポーラス型陽極酸化皮膜を電解形成後に、陽極酸化皮膜のポア径の拡大処理を施し、当該ポア径の拡大処理をした陽極酸化処理アルミ基材を鋳型として、樹脂組成物を注入及び転写成形し、アルミ基材を溶解処理することを特徴とする。
(もっと読む)
金型、樹脂成形品及び給水ポンプ
【課題】容易にボイドを抑制することが可能な金型、樹脂成形品及び給水ポンプを提供すること。
【解決手段】金型110の中空部111及び樹脂成形品1は、ゲート方向Gに対して所定の角度を有して交差するベント部の角部を、一方の部位(例えばゲート方向G)に対して所定の角度(例えば45°前後)を有する面又は、所定の半径を有する曲面にて連続させるリブ20又は曲面リブ17を有する形状に形成されている。
(もっと読む)
金型装置
【課題】小径で、かつ、内周壁のアンダーカット量の大きい中空部を有する成型品を成型し、成型状態が良好な金型装置を提供する。
【解決手段】レンズ鏡筒1の中空部の成型面が形成された円柱状の金型5を構成するコア11、12は、ロッキングブロック10の退避方向である−Z方向に対してそれぞれ異なる角度で傾斜した方向に延びている。コア11、12は、ロッキングブロック10を固定する作動プレート33に挿通されている。コア11、12は、ガイドプレート32によって、中空部の半径方向内側に案内される。作動プレート33を−Z方向に移動させると、ロッキングブロック10が−Z方向に移動するようになるが、コア11、12が、−Z方向に対して傾斜しているため、この移動によって、コア11、12が、作動プレート33から力を受け、コア11、12が半径方向内側に移動する。
(もっと読む)
車両用プロテクタの製造方法及び車両用プロテクタ
【課題】 ブロー成形によって車両用プロテクタを成形するときに、ブロー成形体の壁部の切開とヒンジ部の形成が容易にできるようにすることである。
【解決手段】 第1及び第2の成形型46,47より成るブロー成形型Sにおいて、プロテクタ本体1と蓋体2の取付座部12の大部分が含まれるように仮想円筒59を設定し、その中心59aに、ブロー中心P(パリソン18の軸心)を配置する。この成形型Sにおいて、仮想円筒59からはみ出した部分に設けられた鋭角状の張出し部成形部48,49に、パリソン18が流動して形成された張出し部3,4のうち、正面側の張出し部3を軸方向に切開し、背面側の張出し部4の頂部をヒンジ部6とし、ヒンジ部6を回動支点として蓋体2をプロテクタ本体1に対して開閉可能とする。ヒンジ部6が形成される背面側の張出し部4を、ブロー中心Pから最も遠くに配置することにより、その肉厚t4が薄くなり、蓋体2を回動させる操作が容易になる。
(もっと読む)
車両用プロテクタの製造方法及び車両用プロテクタ
【課題】 ブロー成形によって車両用プロテクタを成形するときに、取付座部が破断しないようにすることである。
【解決手段】 第1及び第2の成形型46,47より成るブロー成形型Sにおいて、プロテクタ本体1と蓋体2の取付座部12の大部分が含まれるように仮想円筒59を設定し、その中心59aに、ブロー中心P(パリソン18の軸心)を配置する。エアを吹き込まれることによって膨出するパリソン18は、第1及び第2の成形型46,47において軸心Pから最も近い部分(第2成形型47の窪み部成形突起部56)に至り、その両側に回り込むように膨出する。その後、パリソン18は、第2成形型47における軸心Pから最も遠い部分(頂部成形部57)と、第1成形型46のキャビティの内壁面とにほぼ同時に至る。この結果、ブロー成形された袋状成形体110において、頂部34の肉厚t1と、側壁部25,26の肉厚t2とをほぼ等しくできる。
(もっと読む)
ガラスインサート成形用金型
【課題】平面板の移動を防止し、ゲート位置の設計自由度を高めるガラスインサート成形用金型を提供する。
【解決手段】型締めによって可動型との間に平面板5を挟持するとともに、平面板5の端面5aに接当することにより型締め方向への移動を許容しかつ型締め方向に直交する方向への移動を規制するように平面板5の位置を位置決め自在なスライドコア4と、溶融樹脂をキャビティ内に充填自在なゲート10と、エアを吸引することにより平面板5を吸着固定自在な吸引部とを固定型2に備え、スライドコア4を平面板5の端面5aに接当する平面板位置決め位置と、平面板5の端面5aに接当しないキャビティ形成位置とに位置変更自在とし、平面板5を吸着固定した状態において、平面板5の端面5aと固定型側対向面との境界部に形成した面取り部5cに接当して型締め方向に直交する方向への移動を規制する位置決め部材35を固定型2に設けてある。
(もっと読む)
高さが異なる中空突起を有するシート成形体およびその製造装置
【課題】 種々の複雑な形状を有する製品を、製品の凹凸に対応した形状に適合して包装できる中空突起を有するシート成形体およびそれらを効率よく製造する手段に関する。
【解決手段】 樹脂シートの片方の面又は両面に、樹脂シートの一部が変形されることによって多数の中空突起が形成されているシート成形体であって、少なくとも片面にある突起の数の10%以上の中空突起の高さが、15%以上の高さの差を有することを特徴とする、高さが異なる中空突起を有するシート成形体、および高さを異にする針状型により高さを異にする中空突起を有する成型体の製造装置。
(もっと読む)
プラスチック製柱状物の射出成形方法並びにその成型方法で得られたプラスチック製柱状物並びにそのプラスチック製柱状物を用いったレンズ駆動制御型画像安定化法を用いた撮像装置
【課題】両端に曲面を備える柱状物を製造する際に、当該柱状物の両端の曲面にヒケのない柱状物を簡便に成形することを目的とする。
【解決方法】上記課題を解決するため、キャビティ(成形空間)と当該キャビティに溶融した樹脂を注入するためのゲートとを備える金型を用いて軸部の両端に曲面を備えるプラスチック柱状物を成型する方法であって、当該金型は、当該キャビティの一端側の曲面と他端側の曲面とを結ぶ最大離間距離hとなる直線を仮想中心軸としたとき、当該仮想中心軸のいずれか一方の曲面の縁端部からの距離が0.4h〜0.6hの範囲内のキャビティの軸部形成領域に1以上のゲートを連結配置したものを用いることを特徴とするプラスチック製柱状物の射出成形方法を採用する。
(もっと読む)
光吸収性を有するモールド、該モールドを利用する感光性樹脂のパターン形成方法、及び印刷版の製造方法
【課題】光インプリント法に適応できるモールド、該モールドを使用する光インプリント法によるネガ型感光性樹脂のパターン形成方法、及び高精細な印刷版を提供すること。
【解決手段】本発明に係るモールドは、紫外線を透過する基板(1)上に少なくとも感光性樹脂(A)を構成成分とする凸部を有するモールドであって、該凸部が紫外線を吸収することを特徴とする。前記感光性樹脂(A)中に180nm〜410nmの波長領域に1つ以上の吸収ピークを有する紫外線吸収剤を0.1〜30.0質量%含有されるモールドも提供される。
(もっと読む)
マイクロチップの製造方法、及びマイクロチップ
【課題】射出成形法で作製された樹脂製基板の接合強度を高めることが可能なマイクロチップの製造方法を提供する。
【解決手段】マイクロチップは、表面に流路用溝が形成された樹脂製基板10と、平板状の樹脂製基板20とを備えている。樹脂製基板10には、外周部に突起部11が設けられている。この突起部11は、射出成形のときに使用されたゲート中に残された成形体である。樹脂製基板20の寸法は樹脂製基板10の寸法よりも小さい。そして、流路用溝が形成されている表面を内側にし、突起部11が形成されている位置から距離d以内の範囲に含まれる表面を覆わないように、樹脂製基板20を樹脂製基板10に重ね、加熱しながら加圧することでマイクロチップを作製する。
(もっと読む)
樹脂成形品の成形装置、および樹脂成形品の成形方法
【課題】装飾が施された装飾部を有する金属製部品をインサート成形する場合に、成形型に対する金属製部品の位置ずれを抑え、樹脂成形品において装飾部の位置のばらつきや、バリの発生を防止し得る、樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置は、装飾が施された装飾部21と、装飾部に連続し樹脂材料と一体化されるインサート部22とを備える金属製部品20をインサート成形する。成形装置は、金属製部品のインサート部を配置するとともに溶融樹脂材料60を注入するキャビティ51が形成された成形型と、金属製部品の装飾部が配置される凹所52と、キャビティに注入される溶融樹脂材料の一部を凹所に導く凹所用流路53と、を有している。そして、凹所に導いた溶融樹脂材料が有する圧力Pによって、金属製部品を、装飾部からインサート部に向かう方向に沿って押圧する。
(もっと読む)
成膜成形品およびその製造方法
【課題】基材2の表面に施される成膜面3を、歪補正がなされて転写性がよい凸面鏡1を形成する。
【解決手段】型合わせされた第一、第二金型5、6で基材2を射出成形した後、該基材2の表面に成膜装置7によって成膜面3を施した後、射出用型面5aに基材2を型入れした状態で第二金型6に設けた子金型6bを突出させて基材2の裏面を加圧することで高密度化し、これによって反射面となる成膜面2を、歪補正が成されて転写性が良い凸面鏡1を製造するようにした。
(もっと読む)
成膜成形体およびその製造方法、製造装置
【課題】表面に基礎成膜10が施された基礎基材9から電気回路が形成された基板1を簡単に製造する。
【解決手段】基礎基材9を射出成形した後、該基礎基材9の表面に成膜装置8によって基礎成膜10を施し、次いで前記基礎基材9を成形するための射出用型面6a、7aに設けた金型(子金型)6c、7bを出没させ、これによって基礎基材9に、基礎成膜10が分断された段差面部2cを介するようにして成膜3、4を有する二段の凹面部2a、凸面部2bを形成してそれぞれの上面に電気回路を有する基板1を製造するようにした。
(もっと読む)
射出成形用金型
【課題】
車両用側窓に用いる板ガラスの周縁部に、樹脂製の枠体が射出成形で成形される。この、射出成形によって作製される枠体付きガラスの生産性を向上する手段の提供を課題とする。
【解決手段】
車両用側窓に用いる板ガラスの周縁部に、樹脂製の枠体を射出成形で成形するために用いる、射出成形用金型において、左側側窓用射出成形用金型と右側側窓用射出成形金型と連結金型とからなり、該連結金型に、樹脂射出装置から流動性樹脂が注入される連結金型注入口から、左側側窓用射出成形用金型の注入口および右側側窓用射出成形金型の注入口までに、ランナーが形成されていることを特徴とし、さらに、連結金型の上金型、左側側窓用射出成形用金型の上金型および右側側窓用射出成形金型の上金型が、固定部を用いて一体化されていることを特徴とする射出成形用金型である。
(もっと読む)
オープンモールド工法による全周面モールド方法及びそのモールド型
【課題】 オープンモールド工法を利用して、クローズドモールド工法で生じるモールド型の複雑化、組立分解の煩雑さ、真空脱泡処理に必要な設備装置の複雑化を取り除き、残留気泡やピンホールの所要品質に適合する安価なモールド成形品のモールド方法及びそのモールド型を提供しようとすることにある。
【解決手段】 全周面モールドを行う被モールド品から引出されるケーブルが多方向かつ多本数の場合でも、オープンモールド工法を利用して、第1のモールド型31a,31b、第2のモールド型41a,41bによるモールド成形品のモールド方法及びそのモールド型を提供する。
(もっと読む)
導光板の射出圧縮成形金型および導光板の射出圧縮成形方法
【課題】 ブロックを交換することにより異なる導光板を、それぞれ良好に転写成形することができる導光板の射出圧縮成形金型および導光板の射出圧縮成形方法を提供する。
【解決手段】 固定金型13のキャビティ主面形成面42aに対する可動金型12のキャビティ主面形成面18aの距離が可変に形成された導光板の射出圧縮成形金型11において、内部またはコア基部ブロック17との間に冷却媒体流路24aが設けられ固定金型13と対向する面がキャビティ主面形成面18aを形成するキャビティ主面形成ブロック18と、該キャビティ主面形成ブロック18に対して少なくとも型開閉方向に相対位置変更可能に設けられたキャビティ側面形成ブロック29,30,31とが、いずれも固定金型13または可動金型12のいずれか一方に交換可能に設けられている。
(もっと読む)
ボンド磁石の製造方法および当該製造方法に使用する射出成形用金型
【課題】冷熱衝撃による割れを生じない、十分な強度のボンド磁石を得る。
【解決手段】円環状のキャビティ1内へ周方向の複数位置に設けたゲート2から薄細片状の磁性粉を含む溶融樹脂材4を射出してリング状ボンド磁石を製造する方法において、各ゲート2から射出される溶融樹脂材4を、キャビティ1の同一周方向へ向けて射出するようにする。上記ゲート2はキャビティ1の周方向と直交する方向から20度〜45度の範囲で傾斜させてある。
(もっと読む)
成形品の製造方法
【課題】品質の低下を招くことなく、簡易的に成形品を製造することのできる成形品の製造方法を提供する。
【解決手段】樹脂材料からなる第1成形部となる中間製品であるケース本体10に対して、第1成形部の材料とは異なる材料からなる第2成形部であるグリップ20及び防水カバー30が一体成形によって接合される成形品であるケース100の製造方法において、中間製品であるケース本体10の表面に塗装を施す工程と、塗装が施されたケース本体10を金型内に配置して、第2成形部であるグリップ20及び防水カバー30をケース本体10に一体成形する工程と、を含むことを特徴とする。
(もっと読む)
ガイドレールの製造方法及びガイドレール
本発明は、少なくとも2つの離間するガイド面(1、2)であって、対応する側で連接膜(3)を介して連接されたガイド面を具備する種類のガイドレールの製造方法に関する。第1工程は、ガイド面が、連接膜の所定部分回りでの仮想的な折りたたみ動作を通じて、所望の最終位置に比較してより離れて離間する形態においてガイドレールを製造することであり、次の工程は、前記ガイド面を所望の最終位置に向けて移動させることである。その上で、ガイドレールが供給される。 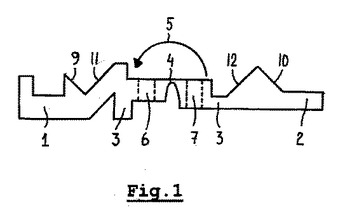 (もっと読む)
(もっと読む)
121 - 140 / 294
[ Back to top ]