
Fターム[4F202AH81]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | その他の特定の用途 (294)
Fターム[4F202AH81]に分類される特許
41 - 60 / 294
積層又は連結可能な中空突起を有するシート成形体
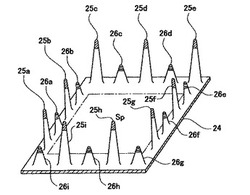
【課題】 樹脂シートが変形されてシートの片面又は両面に多数の中空突起を有するシート成形体において、複数シートを積層又は連結した構造体を構成することが可能な多数の中空突起を有するシート成形体を提供することにある。
【解決手段】 樹脂シートの一部が変形されることによって緩衝材用に使用される多数の中空突起(Sp)が形成されているシート成形体において、このシート成形体のシートの片方の面側に突出しており、積層又は連結に使用され、中空突起(Sp)より複数の高い中空突起(Mh)を有することを特徴とする、積層又は連結可能な中空突起を有するシート成形体を提供し、この複数のシート成形体による密着積層構造体、空間設置積層構造体、及び横方向連結構造体を構成することが可能なシート成形体、及びそれらからなる積層構造体等を提供する。
(もっと読む)
二重モールド成形体及びその生産方法

【課題】機能ユニットを樹脂モールドで覆ってなるモールド成形体であって、用途及び使用形態などに応じて容易に所要外形のものを得ることができ、液密性に優れ、外部応力が機能ユニットに伝達されにくいものを提供する。
【解決手段】回路基板21に取り付けられた機能部品22〜25を備える機能ユニット2と、該機能ユニットに適合された第1モールド4と、該第1モールドに適合された第2モールド6とを有する二重モールド成形体であって、第1モールド4は第2モールド6より線膨張係数の高い樹脂からなる。第1モールド4の線膨張係数は180〜300ppm/Kであり、第2モールド6の線膨張係数は80〜170ppm/Kである。第1モールド4の線膨張係数に対する第2モールド6の線膨張係数の比率は、0.3〜0.9である。
(もっと読む)
加飾合成樹脂成形品
【課題】 本発明は、インサートラベルによる加飾法に多様な質感、さらには深みのある立体的な視覚効果を付与することを技術課題とするものであり、インサートラベルにより高度にアイキャッチ効果が発揮される合成樹脂成形品を提供することを目的とする。
【解決手段】 インサート材としてインサートラベルを成形金型のキャビティ面に配設した状態でインサート成形され、このインサートラベルにより表面を加飾した合成樹脂成形品において、インサートラベルは合成樹脂製フィルムを基材層としたものとし、この基材層の表面側に、キャビティ面の中に粗面化加工により形成され粗面化領域の微細な凹凸構造が、インサート成形と同時に転写された粗面転写領域を有する構成とする。
(もっと読む)
プリントメディア用スプールの製造方法およびプリントメディア用スプール
【課題】その胴部の直径が細く、樹脂の肉厚が小さくなった場合であっても、金型から外す際に伸びたり切れたりすることがない、プリントメディア用スプールの製造方法を提供すること。
【解決手段】リボンをその外周に巻き付けるための筒状の胴部と、この胴部の両側に位置するフランジとを有するプリントメディア用スプールの製造方法において、プリントメディア用スプールの外形を形作るとともに、当該スプールの両フランジの少なくとも何れか一方の内側に位置する位置に、当該スプールの胴部に食い込むように突出する凸部が形成された第1の金型と、その胴部を筒状とするために胴部内に挿入される第2の金型と、を用い、これらの金型で形成される間隙中に樹脂を射出し、これを硬化させ、第1の金型に設けられた凸部により完成したスプールを押さえつつ、第2の金型を引き抜き、その後、第1の金型からスプールを取り出すようにする。
(もっと読む)
成形体の製造方法
【課題】エジェクタピンやシール材を必ずしも使用せず、金型形状を複雑にしないことにより金型のコストを抑えつつ、かつ、離型不良を発生させずに、成形体を金型から手際よく離型させる方法を提供する。
【解決手段】まず、芯材2を挿入した金型10に原料1を充填し、原料1を加熱乾燥固化させる。その後、芯材2を金型10から引き出し、内部空間Nを形成する。次に、成形後の内部空間Nに気体を流入させることにより、成形体3の外面と金型10の内面との間に、成形体3を透過させた気体が介在して、成形体3を離型させる。
(もっと読む)
メタリック樹脂成形金型
【課題】メタリック樹脂を用いた射出成形において、意匠面における不具合の発生を抑制する。
【解決手段】キャビティ1は、意匠成形面11と、この意匠成形面11に対向する非意匠成形面12とを備える。ゲート2は、非意匠成形面12に沿って平坦な状態で連設された第一のゲート内周面13と、この第一のゲート内周面13に対向する第二のゲート内周面14とを備える。ランナー3は、第一のゲート内周面13に沿って平坦な状態で連設された第一のランナー内周面15と、この第一のランナー内周面15に対向する第二のランナー内周面16とを備える。ここで、第一のゲート内周面13と第二のゲート内周面14との離隔距離Bが意匠成形面11と非意匠成形面12との離隔距離Aよりも短く、第一のランナー内周面15と第二のランナー内周面16との離隔距離Cが離隔距離Bよりも長く設定されている。
(もっと読む)
圧縮成形装置、及び金型
【課題】効率的な熱成形が可能な圧縮成形装置、及び金型を提供することを課題とする。
【解決手段】金型に原料10を投入して加熱し加圧して成形する圧縮装置1であって、原料10を圧縮成形する領域を囲む型枠を形成する第一の金型3と、型枠に入れた原料10を圧縮する第二の金型6と、第二の金型6を支持して加熱する熱源部7と、を備え、第二の金型6は、熱源部7側に一端16が位置し、原料10を押圧する押圧面14側に他端17が位置するヒートパイプ13と、ヒートパイプ13の長手方向に沿ってヒートパイプ13を包む断熱層15と、を有する。
(もっと読む)
工具保持具、及びその製造方法
【課題】リサイクル性に優れたものとする為に工具保持具を熱可塑性樹脂製のものとし、この時、工具保持具の成形時に生ずるヒケが小さく、工具保持具の寸法精度は高く、工具保持具の工具装入部(保持部)の真円度は高く、収納された工具のガタツキ度合いが小さな工具保持具を提供することである。
【解決手段】工具挿入部を有する発泡繊維強化熱可塑性樹脂製の工具保持具の製造方法であって、繊維強化熱可塑性樹脂を含有する材料を射出する射出工程と、前記材料を発泡させる発泡工程とを具備してなり、
前記射出工程における前記材料の射出ゲート位置が前記工具保持具の工具挿入部開口側とは反対側の位置である。
(もっと読む)
保持治具の製造方法及び成形金型
【課題】補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造することのできる保持治具の製造方法、及び、補強部材を変形させることなく容易に離型できる成形金型を提供すること。
【解決手段】支持孔11を有する補強部材5と保持孔15を有する弾性部材6とを備えて成る保持治具1を成形ピン33が複数立設された成形金型30で一体成形して製造する方法であって、成形ピン33を同一方向にn段階(nは2以上の整数)で順次抜脱して一体成形体を成形金型30から離型する離型工程を有する製造方法、及び、保持治具1を成形する成形金型30であって、補強部材5の配置空間35を形成する第1金型31及び第2金型32を備え、第1金型31は配置空間35に縦立する成形ピン33が立設されたn個(nは2以上の整数)の分割型41及び51を有して成る成形金型30。
(もっと読む)
微細構造体及び微細構造体の製造方法
【課題】構造体自体の更なる小型化を可能とし、耐久性に優れた合成樹脂製の微細構造体を提供することを目的とする。
【解決手段】本発明は、一方の面に開口する一又は複数の微細空間を有する微細構造体であって、上記一又は複数の微細空間を区画する隔壁の平均厚さ(T)が20μm以上350μm以下であり、基材としてシリコーン樹脂が用いられていることを特徴とする。上記一又は複数の微細空間の深さ(D)の隔壁の平均厚さ(T)に対するアスペクト比(D/T)としては2以上25以下が好ましい。また、当該微細構造体は、微細粒子を含有するとよい。
(もっと読む)
車両用歩行者保護装置の成形用金型装置
【課題】前端側部位のみが互いに異なる形状とされた複数種類の車両用歩行者保護装置を効率的且つ低コストに成形可能な成形用金型装置を提供する。
【解決手段】互いに形状の異なるキャビティ形成面70を備えた複数種類の第一の入れ子型60のうちから選択されたものを、第一の型44に交換可能に組み付ける一方、互いに形状の異なるキャビティ形成面74を備えた複数種類の第二の入れ子型64のうちから選択されたものを、第二の型46に交換可能に組み付けて、第一の入れ子型60と第二の入れ子型64との間に、車両用歩行者保護装置の前端側部位を与える第一の成形キャビティ部分94を形成すると共に、それら第一の入れ子型60や第二の入れ子型64を交換することにより、第一の成形キャビティ部分94の形状を変更し得るように構成した。
(もっと読む)
機能性容器成形方法、成形用金型およびこれらを用いて製造した機能性容器
【課題】 接着剤を用いることなく、低コストでスループットが高い機能性容器を製造することができる機能性容器製造方法、成形用金型およびこれらを用いて製造した機能性容器を提供すること。
【解決手段】 所定の機能面21を有する底面部材2に筐体部3を成形するための機能性容器成形方法であって、機能面21と成形用金型5との間に機能面21の機能が損失するのを防止する保護領域9を形成し、成形用金型5と底面部材2との間に形成されたキャビティ8内に溶融樹脂を充填して成形を行う。
(もっと読む)
成形型及び当該成形型を用いた筒型防振装置の製造方法
【課題】筒体21とその内部のゴム弾性体23とを備えた筒型防振装置2の成形に際し、安価にその生産効率を高める。
【解決手段】成形型は、筒体21の筒軸方向一端面に密着する下面(第1面)40と、筒体21の筒軸方向他端面に密着する上面(第2面)30と、筒体21の外周面に当接する周側面(第3面)50と、を有する型本体1を備える。型本体1には、キャビティ11内に開口する注入孔12と、キャビティ11内のエアを排出するためのエア抜き孔13と、が形成され、下面40及び上面30の少なくとも一方には、筒体21の端面との間に所定の隙間を形成するように凹陥した逃がし凹部35が、筒体21の周方向の所定の範囲に亘って広がるように形成されている。
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
ピストン
【課題】成形型からの離型性に優れ、成形型から型抜きする際に、キャップがピストン本体から浮き上がったり外れたりすることがないピストンを得る。
【解決手段】 カップ状の合成樹脂製ピストン本体23の開口端部24に、該開口端部24の外周面、内周面及び開口端面を覆う金属キャップ31が一体に結合されるピストン21であって、キャップ31は、少なくとも開口端部24の外周面又は内周面に対応するキャップ側面32aの全周に凸部36または凹部が連続形成されて、ピストン本体23を樹脂成形する成形型の内壁面と線接触される。
(もっと読む)
樹脂ピストンの成形方法及び樹脂ピストン
【課題】樹脂廃棄材料を低減させることができ、また、樹脂ピストンの外周面に対して円筒研磨等の追加工を不要にすることができる樹脂ピストンの成形方法を得る。
【解決手段】予熱した樹脂タブレット63を成形型21のキャビティ22に投入し、加熱しつつ圧縮成形する樹脂ピストンの成形方法であって、成形型21における加圧代分を加圧しキャビティ22内圧が所定圧に到達した時点で、キャビティ内圧をこの所定圧範囲に維持しつつ、成形型21から溢れ出す樹脂をピストン外周面を除く領域に設定した通路53から排出して、熱成形サイクル終了後に成形型21を開放する。
(もっと読む)
蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池
【課題】外部リード線の接続時に端子の空洞部にナットを挿入する手間を省くことができ、ナットの落下を防止することができるような蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池を提供する。
【解決手段】空洞部を有する端子4と、電槽内の極板群から延びる極柱が挿入されて溶接される筒状のブッシングと、両者を連結する導通部とを備えた蓄電池用端子部が、合成樹脂製の蓋にインサート成形された蓄電池用蓋2、及びその蓄電池用蓋2を備えた蓄電池10において、ナット11が端子4の空洞部に挿入されてインサート成形されることにより固定されたことを特徴とする。また、蓄電池用蓋の射出成形方法において、前記合成樹脂の蓋の射出成形時にナット11を端子4の空洞部に挿入して射出成形し、射出成形圧力により、端子4の底部4Fを変形させて、ナット11を端子4の空洞部に固定することを特徴とする。
(もっと読む)
射出成形金型、射出成形品の製造方法および射出成形装置
【課題】キャビティを構成する可動式の入れ子を備えた射出成形金型は、射出成形品に段差ができ、外観の悪化、破損の基点になり得る等の問題があった。
【解決手段】固定型と、固定型に対して接離自在な可動型とを型締めすることによりキャビティが形成される射出成形金型において、キャビティを構成する複数のキャビティ面の一部が薄肉部で形成され、薄肉部をキャビティ面とは反対側の面から押圧して弾性変形させる押圧手段を設けた。
(もっと読む)
蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池
【課題】端子部がインサート成形された蓄電池用蓋において、電槽との嵌合をスムーズに行うことができる蓋を提供する。
【解決手段】合成樹脂製の蓋に形成した切欠き部に端子4Tを備え、電槽内の極板群から延びる極柱が挿入されて溶接される筒状のブッシング6Bと水平方向で並置される端子4Tの下部側とを連結する導通部7を備え、端子4Tとブッシング6Bと導通部7とが一体成形により端子部を構成するとともに、端子部のうちの少なくともブッシング6Bと導通部7とがインサート成形により蓋に埋め込まれている。さらに、蓋に埋め込まれたブッシング6Bと導通部7の隙間2Gに、両者をつなぐ合成樹脂製の薄板2Hが設けられているので蓋の変形を抑制でき、特に、蓋の短側面の反りを低減することができる。
(もっと読む)
樹脂製一体型塗装マスキング治具及びその製造方法
【課題】本発明は、塗装工程における高温雰囲気下での、最適な塗装マスキング材の選定と塗装マスキング治具10の射出成形時の成形収縮率の設定、および被塗装成形品20と前記塗装マスキング治具10の線膨張係数の差異による影響度を予測し、前記塗装マスキング治具10を早期量産することを課題とする。
【解決手段】被塗装成形品20のCADデータの活用による、図1のステップ1の設計仕様の決定、ステップ 2の意匠設計の早期着手、ステップ 3の機能設計における射出成形材の流動解析、ステップ 4の前述ステップ 3のデータに基づく製品設計、ステップ 5の成形収縮率を考慮した金型設計、ステップ 6のCAMデータに基づく金型加工、ステップ 7の生産試作における形状評価の過程を経て製造する高精度の塗装マスキング治具10と熱可塑性液晶ポリエステル樹脂による耐熱性に優れた前記塗装マスキング治具10を含むことを特徴とする製造方法を提供する。
(もっと読む)
41 - 60 / 294
[ Back to top ]