
Fターム[4F202AH81]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | その他の特定の用途 (294)
Fターム[4F202AH81]に分類される特許
21 - 40 / 294
タイヤ成型用折返しブラダーの製造方法および装置
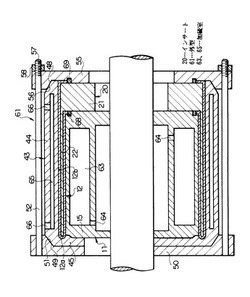
【課題】エッジ部のシャープ性を維持しながら、ブラダーの各部における形状、ゲージを容易に規定の範囲内とする。
【解決手段】内型11の周囲に成形された円筒状部材12の軸方向一側部を、内型11の外側に外嵌されたインサート20と内型11とにより挟持した後、円筒状部材12の軸方向他側部を折返してインサート20の外側に重ね合わせ、次に、内型11、インサート20、外型61の内部に密閉収納された円筒状部材12を加硫してタイヤ成型用折返しブラダーを製造するようにしたので、加硫時における円筒状部材12の形状、ゲージは、内型11、インサート20、外型61により強力に規定される。これにより、ブラダーの各部における形状、ゲージは容易に規定の範囲内となり、エッジ部におけるシャープ性も充分となる。
(もっと読む)
ゴムホース製造用マンドレル

【課題】加硫したゴムホースから円滑に引き抜けるようにしたゴムホース製造用マンドレルを提供する。
【解決手段】ゴムホース製造用マンドレル1の外周面2aの平均粗さを4μm以上30μm以下にするとともに、外周面2aの凹凸の平均間隔を30μm以上100μmに設定することにより、加硫工程でマンドレル1の外周面2aとゴムホース4の内面ゴム層5とが強固に密着することを防止する。
(もっと読む)
成形型の製造方法、成形型、樹脂成形品の製造方法及び樹脂成形品
【課題】 高精度、高品位、微細化、複雑形状化に対応できる成形型を、容易に、短時間で、かつ低コストで製造可能であり、しかも、成形型間のバラつきも抑制可能な成形型の製造方法を提供する。
【解決手段】 本発明の成形型の製造方法は、液状材料11aを原盤型14の型面に注型する注型工程と、前記注型された液状材料11aを硬化させて原盤型14の型面の凹凸形状を転写する転写工程とを有し、前記注型工程において、注型前に、前記液状材料11aを脱泡処理し、前記転写工程において、前記硬化前に、注型された前記液状材料11aを脱泡処理することを特徴とする。
(もっと読む)
埋設ストラップのセンタリング方法、それに用いる部材、それを使用するストラップ
【課題】断面ほぼ円形のストラップを断面ほぼ円形の合成樹脂に射出成型法等により埋設するとき、ストラップを中央に置いたまま合成樹脂で埋設する方法及びそれに使用する器具を提供する。
【解決手段】ストラップ11末端に合成樹脂末端部を射出成型法により形成する方法である。前記ストラップ11末端に射出成形金型にほぼ接する高さの支柱部32を少なくとも3個放射状に有するストラップ位置保持具3を取り付ける工程と、このストラップ位置保持具3付きストラップを金型に置く工程と、前記金型内に合成樹脂を射出する工程と、前記金型からストラップ11を取り出す工程を有する。
(もっと読む)
合成樹脂製成形品及びその製造方法
【課題】合成樹脂製の成形品の流動樹脂の接合部分に発生するウェルドラインにおける強度を高めることを目的とする。
【解決手段】合成樹脂製の成形品3のウェルドライン41を跨って補強部材5が埋め込まれ、補強部材5は、長尺状の基体51と基体51の長手方向の外側面510に凹部52又は/及び突起部57を備えている合成樹脂製の成形品3。
(もっと読む)
発光ユニット
【課題】より簡便な構成で、信頼性のより高い発光ユニットを提供する。
【解決手段】一端10a側に設けられた光学レンズ部1aと他端10b側に設けられた窪み部1bとを備え透光性材料により一体に形成されたユニットボディ1と、該ユニットボディ1の窪み部1b内に収納され光学レンズ部1aを介して光を放出させる固体発光素子たるLED2を備えた実装基板3と、LED2と電気的に接続され窪み部1b内から導出された電線4と、ユニットボディ1の窪み部1b内に収納された実装基板3と電線4の一部とを窪み部1b内に封止する封止樹脂部5とを有する発光ユニット10であって、封止樹脂部5は、他端10b側から実装基板3側に向かって落ち窪んだ複数個の凹部5a,5bを有する。
(もっと読む)
平面表示装置用外装枠
【課題】立体的で光沢感のある意匠を表現することができる製品の外装枠を提供すること。
【解決手段】製品の外装枠(1)であって、光透過性を有する樹脂と、前記樹脂の内部に含まれたフィラー(6)と、前記樹脂が流入された際の樹脂の入り口である少なくとも2つのゲート(2)と、前記2つのゲートから流入された前記樹脂が合流する合流部の位置を含む範囲において前記範囲の周辺部の厚みよりも薄く形成されている薄肉部(4)と、を備える。
(もっと読む)
防振ゴムの製造方法
【課題】防振ゴムの製造方法において、外筒体の筒軸方向両端面へのゴムの侵入を抑え、且つ、ゴム弾性体の耐久性を向上させる。
【解決手段】第1パイプ部材23及び第1外筒体13と、これらの間に成形された第1ゴム弾性体33とを備えたトルクロッド1の製造方法である。第1ゴム弾性体33を加硫成形する際、下型71及び上型81に形成された、第1外筒体13の筒軸方向の端面13cと非平行な押圧部81aを、当該第1外筒体13の開口部の内周エッジに押し当てて、当該内周エッジを面取りすることにより、当該第1外筒体13の筒軸方向の端面13cへのゴムの侵入を抑え、且つ、第1外筒体13の筒軸方向の端面13cと第1ゴム弾性体33の外周縁における筒軸方向端53bとの間に段差を設ける。
(もっと読む)
電動工具
【課題】装飾性を高めた電動工具を提供する。
【解決手段】モータを収容する本体ハウジングの前方に、駆動機構を収容する金属製の前ハウジングを組み付け、前ハウジングの先端から出力軸を突出させる一方、前ハウジングの外周を、合成樹脂製で筒状の透明カバー30で保護する電動工具であって、透明カバーの内表面に装飾模様61を形成した。装飾模様は、内表面R1〜R4に形成された凹凸形状である。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
導電性構造体およびその製造方法ならびに燃料電池用セパレータ
【課題】優れた導電性を有する導電性構造体の製造方法を提供する。また、寸法精度が高く導電性に優れた燃料電池用セパレータの製造方法を提供する。
【解決手段】本発明の導電性構造体の製造方法は、結晶性熱可塑性樹脂と導電性充填材を少なくとも含有する結晶性熱可塑性樹脂複合材料からなる導電性構造体のモールド成形において、溶融した該複合材料が金型内で賦形された後、該複合材料の結晶化温度をTCと規定したときに、(TC±20)℃の温度範囲において、30℃/分以下の冷却速度で該複合材料を冷却することを特徴とする。
(もっと読む)
低硬度の内容物を成型するための弾性型及びこれを使用する成型方法
【課題】硬度の低い内容物の表面に立体的な形状を正確に成型することができ、繰り返し成型した場合にも変形することがなく耐久性に優れ量産に適する弾性型及びこれを使用した成型方法を提供する。
【解決手段】硬度(カードメーターによる37℃、感圧軸直径3mm、800g荷重での測定値)が10〜20の内容物を成型するための弾性型1であって、皿状容器2を弾性型に圧着し該皿状容器と該弾性型との間に形成された空間に溶融状態の内容物4を充填し、該内容物が冷却固化した後に弾性型を内容物と反対方向に撓ませることによって、皿状容器上に成型した内容物を該皿状容器とともに弾性型から取り出し得るようにしたことを特徴とする弾性型。
(もっと読む)
燃料電池用ガスケット成形金型
【課題】燃料電池の構成部材と燃料電池用ガスケットとを一体成形する際に、金型内におけるガスケット材料の望ましくない浸入を抑制する。
【解決手段】燃料電池構成部材に対してガスケットを一体で成形するための燃料電池用ガスケット成形金型であって、ガスケットに対応する形状であって、ガスケットの成形材料を投入可能なキャビティ80と、キャビティ80と連通して設けられ、キャビティに対して過剰に投入された成形材料をキャビティ外に導く通路であるベント部82と、が形成されており、金型内に配置された燃料電池構成部材と金型の内壁面との間に生じる空隙81に対する、ベント部82からの成形材料の流入を抑制するように、金型の内壁面に設けられた流入抑制部75を備える。
(もっと読む)
成形品を成形するための成形装置
【課題】第1成形型と第2成形型とを具備し、これら成形型を組み合わせて1つの成形品を成形する成形装置を提供する。
【解決手段】成形品を成形した後、第1成形型に成形品を把持させた状態で第2成形型を第1成形型から離れるように移動させ、その後、第1成形型に把持されている成形品を第1成形型から押し出すことによって成形品を成形装置50から排出する成形装置50に関するもので、成形品の成形時に第1成形型に把持される成形品の部分に成形品を第1成形型から押し出す方向に延在するリブ20が形成される。
(もっと読む)
成型用金型および成形品の成形方法
【課題】共通の第1型体および第2型体を用いるとともに、得られた成形品の意匠面に継ぎ目線を生じることなく、異なる幅寸法の成形品を製造することのできる成型用金型が望まれている。
【解決手段】成型用金型1は、型閉めすることで合成樹脂成形用のキャビティCを形成可能な内面をそれぞれ有する第1型体2および第2型体3と、キャビティC内で第1型体2に着脱可能に取り付けられる第1型用入子6と、キャビティC内で第2型体に着脱可能に取り付けられる第2型用入子とを有して成る成型用金型において、第1型体2は、成形品Pの意匠面PAを成形するための意匠面用キャビティ面CAが製品最大幅寸法Lxで面一に形成され、第2型体3は、成形品Pの意匠面PAと反対側の裏面PBを成形するための裏面用キャビティ面CBが製品最小幅寸法Lmで形成されている。
(もっと読む)
成形品組立体製造装置
【課題】複数の成形品を成形した後、成形品が互いに連結されるまでの間、成形品の姿勢を所定の姿勢に確実に維持する装置を提供する。
【解決手段】第1成形型52Hを使用して第1成形品12を成形すると共に第2成形型51Uを使用して第2成形品11Uを成形し、その後、第1成形型に第1成形品を保持させた状態で第1成形品の一部を露出させると共に第2成形型に第2成形品を保持させた状態で第2成形品の一部を露出させ、第1成形型に対して第2成形型を移動させて第1成形品に第2成形品を連結させることによって複数の成形品からなる組立体を製造する成形品組立体製造装置に関する。第2成形品の成形時に第2成形品の外形を規定する壁面として第2成形型が第2抜出可能方向に対して垂直な方向に第2成形品外周壁面を一周するように延在する第2成形品包囲壁を有する。
(もっと読む)
インプリント装置、インプリント方法及びデバイスの製造方法
【課題】 基板と基板ステージの位置ずれによる重ね合わせ精度の低下を抑え、より正確にパターンを転写するインプリント装置を実現する。
【解決手段】 基板上に塗布された転写材料と、パターンを有する型の少なくとも一方を他方に押し付けた状態で前記転写材料を硬化させた後、前記転写材料と前記型とを引き離すことにより、前記パターンを前記転写材料に転写するインプリント装置であって、前記基板を吸着して保持する基板保持部と、前記基板保持部に生じる前記基板を吸着するため吸着力を制御する制御部とを有し、前記制御部は、前記転写材料と前記型の少なくとも一方を他方に押し付ける工程における前記吸着力よりも、前記転写材料と前記型とを引き離す工程における前記吸着力を大きくする。
(もっと読む)
成形体の製造装置及び製造方法
【課題】 成形体の形状精度を低下させることなく、成形体の生産性を向上することができる成形体の製造装置及び製造方法を提供する。
【解決手段】 本発明は、成形体の形状に合わせて形成された型部12a及び12bを有する一対の金型本体7a及び7bを備え、一対の金型本体7a及び7bのうちの一方の金型本体7aに塗布された熱可塑性樹脂18を他方の金型本体7bで押付けて成形体を成形する成形体の製造装置である。型部12a及び12bを一対の金型本体7a及び7bに複数有し、他方の金型本体7bが熱可塑性樹脂18を一方の金型本体7aへ押付けている状態で、隣り合う型部12a及び12bの間に位置する熱可塑性樹脂18の部分に開口を形成する開口形成手段13を備える。
(もっと読む)
樹脂成形体の製造方法および製造システム、樹脂成形体、圧力容器
【課題】高いガスバリア性を有する樹脂成形体を簡便に製造する。
【解決手段】凹型と凸型とを有する金型に形成されたキャビティ内に成形材料を射出する射出工程S102と、金型を冷却し、成形材料が固化した成形中間体を形成する金型冷却工程S104と、金型を型開きし、成形中間体と密着する凸型を凹型から脱離させる型開工程S106と、凸型と成形中間体との間の気密性を維持しつつ、成形中間体の少なくとも一部を凸型から離型させる離型工程S108と、離型させた成形中間体と凸型との間に、凸型の温度よりも高い温度を有する温風を送気して、成形中間体を加熱する温風送気工程S110と、加熱された成形中間体を凸型とともに徐冷する徐冷工程S112と、を含む。
(もっと読む)
インプリント方法、インプリント装置及びプログラム
【課題】生産性が高く、テンプレートに欠陥が生じた場合に、欠陥の種類に応じて最適な歩留まりの管理を行うことができるインプリント方法、インプリント装置及びプログラムを提供する。
【解決手段】実施の形態のインプリント方法によれば、テンプレートに形成された凹凸パターンを基板上のインプリント材料に接触させて凹凸パターンをインプリント材料に転写する工程と、転写する工程の後にテンプレート又はインプリント材料に形成された凹凸パターンを撮像する工程とを複数回行う。次に、複数回の撮像する工程によって得られた複数の画像の経時的な変化に基づいて、テンプレートの欠陥の種類を判定する。
(もっと読む)
21 - 40 / 294
[ Back to top ]