
Fターム[4F202AJ03]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 材質の特徴 (3,074) | 樹脂 (821)
Fターム[4F202AJ03]の下位に属するFターム
FRP (18)
Fターム[4F202AJ03]に分類される特許
21 - 40 / 803
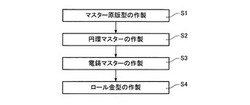
ロール金型の製造方法と光学フィルムの製造方法、並びに、ロール金型と光学フィルム
【課題】ロール金型表面の全周において光学フィルムの品質上問題となるような不連続部分のないシームレスな微細パターンを形成することができるロール金型の製造方法を提供する。
【解決手段】円環基板の外周面上にマスター原版型のパターンの反転形状を繰り返し転写して円環マスターを作製し(ステップS2)、その円環マスターを用いて、円環状の内周面にパターンが転写された電鋳マスターを作製し(ステップS3)、その電鋳マスターの内周面に電気メッキによって金属層を析出させることにより、円環状の外周面にパターンを有するロール金型を作製する(ステップS4)。
(もっと読む)
金型構造及び当該金型構造を用いた注型成形方法

【課題】成形体のセッティング時の擦り疵の発生を抑制した表面型の金型構造及びそれを用いた注型成形方法を提供する。
【解決手段】この課題を解決するために、成形体3の裏面3b側に樹脂層4を注型成形する際に、予め成形された当該成形体3をセッティングする表面型21において、当該表面型21が前記成形体3の表面3a側を保持する保持面21aを有し、前記セッティング時の前記表面3aと前記保持面21aとの擦れを抑制する表面擦り疵抑制部材40を前記保持面21aに設けた。
(もっと読む)
回路基板およびインプリントモールドとその製造方法
【課題】頂部の位置が異なるパターンの種類が増えても工数を増やすことなく作製できるインプリントモールドおよびその製造方法を提供する。
【解決手段】支持板体11表面に所定深さの凹部12を形成する凹部形成工程S12と、
この凹部及び支持板体表面に開口する樹脂被覆16Bをパターニングして形成する樹脂パターニング工程S15と、
開口部16b内に充填して充填部18を形成する充填部形成工程S16と、
樹脂被覆を除去する樹脂剥離工程S17と、
を有し、
凹部の深さ寸法h1と充填部の高さ寸法h2とを組み合わせて、凹部の底面12aを基準とする複数の異なる高さ寸法を有する凸部を形成する。
(もっと読む)
レンズ用金型及びウェーハレベルレンズ
【課題】成形されたレンズの中心位置やレンズピッチを高精度に測定することができるレンズ用金型及びウェーハレベルレンズを提供する。
【解決手段】本技術の一形態に係るレンズ用金型は、第1の成形面と、複数の第2の成形面と、複数のエッジ部とを具備する。上記第1の成形面は、第1の軸方向に平行な平面で形成される。上記複数の第2の成形面は、上記第1の軸方向に直交する第2の軸方向に平行な主軸をそれぞれ有する球面又は非球面で形成される。上記複数の第2の成形面は、上記第1の成形面に上記第1の軸方向に沿って第1のピッチで配置される。上記複数のエッジ部は、上記第1の成形面に前記複数の第2の成形面の各々に対応して設けられ、上記第1の軸方向に沿って上記第1のピッチで形成される。
(もっと読む)
液晶配向用基板とその製造方法、および工程シート原板
【課題】液晶配向用の基板として好適に利用できる表面微細凹凸体の製造方法を提供する。
【解決手段】熱収縮フィルム基材上に少なくとも一層以上の硬質層を備え、該硬質層の表面に形成された凹凸パターンの最頻ピッチが0.05μmを超え1μm以下で、凹凸パターンの深さが最頻ピッチを100%とした際の5%以上で、かつ配向度が0.25以下でピッチが略均等である液晶配向用のナノバックリング形状を有する表面微細凹凸体。
(もっと読む)
成形体の設置方法および成形体の設置装置
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
スタンパ及びそれの製造方法
【課題】スタンパ及びそれの製造方法を提供すること。
【解決手段】スタンパは金属支持層、パターン形成層、及び接着層を含む。金属支持層は第1熱伝導率を有する。パターン形成層は金属支持層上に配置され、第1面に成形パターンが形成される。接着層は、金属支持層とパターン形成層との間に配置してパターン形成層を金属支持層に固定させ、第1熱伝導率より低い第2熱伝導率を有する。これによって、スタンパの変形を防止することができ、表示装置の表示品質の低下を防止することができる。また、熱伝導率が低い接着層を利用するので、導光板射出成形時に、断熱効果を奏でて光学パターンの転写性を向上させることができる。
(もっと読む)
微細構造物成型スタンパ及びそれを用いた微細構造物成型基板、並びに微細構造物成型スタンパの製造方法
【課題】微細構造物が表面に形成された小型のスタンパが繋ぎ合わされて、かつ、スタンパ間の継ぎ目における微細構造物のピッチずれを抑制可能とする大判の微細構造物成型スタンパ及びそれを用いた微細構造物成型シートを提供する。
【解決手段】円盤状シート11の上面に多数の小型微細構造物12を同心円状、或いは螺旋状に形成し、更に、その最外周となる4つの隅部に、大型微細構造物13を形成する。そして、4つの大型微細構造物13に沿って円盤状シート11を切断することにより、矩形状シート72を形成し、更に、複数の矩形状シート72を平面的に接続して広面積シート73を作製する。従って、円盤状シート11の切断位置を高精度に設定することができ、接続部分において小型微細構造物12の周期性を保持することができる。
(もっと読む)
レジストパターン形成方法およびモールド製造方法
【課題】パターン微細化が進展する状況下においても、凸状部分の高さバラツキが抑制されたレジストパターンを形成できるようにする。
【解決手段】レジスト膜に凹凸パターンを形成するパターン形成工程(S2,S3,S4)と、前記凹凸パターンの凹状部分の底部に対してエッチングを行う除去工程(S6)と、を備えるレジストパターン形成方法において、前記パターン形成工程(S2,S3,S4)の後で前記除去工程(S6)の前に、化学的成膜処理により保護膜を形成する保護膜形成工程(S5)を備え、前記保護膜生成工程(S5)では、前記凹凸パターンの隣り合う凸状部分に形成される前記保護膜同士が接触して連続膜となるように当該保護膜を成長させるとともに、前記連続膜の膜表面側における段差の高さが前記凸状部分の高さバラツキの高低差より小さくなるように当該保護膜の成長を行う。
(もっと読む)
光学部品成型用紫外線硬化性樹脂組成物
【課題】 得られる硬化物が金型との離型性、プラスチック基材との密着性および透明性に優れる光学部品成型用紫外線硬化性樹脂組成物を提供することを目的とする。
【解決手段】数平均分子量1,000〜50,000の紫外線硬化性樹脂(A)、数平均分子量86〜800の(メタ)アクリレート(B)、並びにリン酸エステル(a)と3級アミン(b)から構成される塩(C)を必須成分とし、該リン酸エステル(a)の溶解度パラメーターSPaが8.5〜10.0、該3級アミン(b)の溶解度パラメーターSPbが7.8〜9.5であり、かつ該塩(C)の含有量が(A)と(B)の合計に基づいて0.005〜5重量%であることを特徴とする光学部品成型用紫外線硬化性樹脂組成物(E)を使用する。
(もっと読む)
レンズ成形型及びレンズ成型方法
【課題】分離失敗が原因のレンズ不良率を低減する。
【解決手段】レンズ成形型は、完全光学面の型面である成型面を有する上型モールドと、下型モールドと、上型モールド及び下型モールドの外周間を連結してキャビティを形成するレンズ成型用ガスケットと、を備える。上型モールドは、成型面の中心の接線方向に平行な面を有し、成型面の縁に沿って設けられたレンズ離型部を備える。
(もっと読む)
離型用フィルム
【課題】モールド金型や成形品との剥離性に優れ、しかも、モールド金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面平滑性が得られ、さらには、140℃前後の使用温度における耐熱性も有する離型用フィルムを提供する。
【解決手段】JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー単独もしくは該ポリウレタン系エラストマーを主成分とする熱可塑性エラストマー組成物からなっている。
(もっと読む)
インプリント用テンプレート、その製造方法及びパターン形成方法
【課題】 テンプレート領域内において光硬化樹脂に均一な光強度の光を照射することができるインプリント用テンプレート、その製造方法及びパターン形成方法を提供する。
【解決手段】 実施形態に係るインプリント用テンプレートは、第1の基板を持ち、前記第1の基板の主面上に第1の凹凸パターンを有する第1の光硬化樹脂が設けられる。前記第1の基板の主面上に前記第1の凹凸パターンとはパターン密度が異なる第2の凹凸パターンを有し、かつ前記第1の光硬化樹脂と異なる光透過率を有する第2の光硬化樹脂が設けられる。
(もっと読む)
テンプレート、テンプレートの表面処理方法、テンプレート表面処理装置及びパターン形成方法
【課題】生産性の高いパターン形成方法を実現するテンプレート、テンプレートの表面処理方法、テンプレートの表面処理装置及びパターン形成方法を提供する。
【解決手段】実施形態によれば、凹凸パターンが設けられた転写面を有し、前記凹凸パターンの凹部に、光によって硬化する前の状態の光硬化性樹脂液を充填し、前記光によって前記光硬化性樹脂液を硬化させて形成される樹脂の表面に前記凹凸パターンを反映した形状を形成するためのテンプレートが提供される。前記テンプレートは、基材と、表面層と、を備える。前記基材は、凹凸が設けられた主面を有し、前記光硬化性樹脂液が硬化する光に対して透過性である。前記表面層は、前記基材の前記凹凸を覆い、前記凹凸の形状を反映した前記凹凸パターンを形成する。前記表面層の、前記光によって硬化する前の状態の前記光硬化性樹脂液に対する接触角は30度以下である。
(もっと読む)
基板作製方法およびモールド製造方法
【課題】ハードマスクパターンを用いたドライエッチングで基板の表面に凹凸のパターンを形成する場合に、パターンの側面をボーイング形状にしないで垂直面に近づける。
【解決手段】基板上にハードマスク層を形成する第1工程(S2)と、ハードマスク層を覆う状態でレジスト層を形成した後、レジスト層をパターニングしてレジストパターンを形成する第2工程(S3〜S5)と、レジストパターンをマスクに用いてハードマスク層をエッチングしてハードマスクパターンを形成する第3工程(S6)と、ハードマスクパターンをマスクに用いて基板をドライエッチングすることにより、基板に凹凸のパターンを形成する第4工程(S8)と、を含み、第4工程(S8)においては、ハードマスクパターンの後退に寄与するガスを添加したエッチングガスを用いて基板をドライエッチングすることにより、基板のエッチングの進行とともにハードマスクパターンを後退させる。
(もっと読む)
眼鏡用偏光プラスチックレンズの製造方法
【課題】モールド組立ての柔軟性を確保し、偏光フィルムの成形に依存しない高品質な眼鏡用偏光プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用偏光プラスチックレンズの製造方法は、偏光フィルム14の外周部を折り曲げて偏光フィルム14の外周の側面を形成する工程と、第1のレンズ用モールド16及び偏光フィルム14の側面の周囲を包囲して第1のレンズ用モールド16と偏光フィルム14とを保持する第1の間隔保持用部材46によって、偏光フィルム14を第1のレンズ用モールド16に固定する工程と、第1及び第2のレンズ用モールド16,18及び第1の間隔保持用部材46と第2のレンズ用モールド18との周囲を包囲して、第1の間隔保持用部材46と第2のレンズ用モールド18とを保持する第2の間隔保持用部材47によって、偏光フィルム14の両側に外界と区画されるキャビティーを形成する工程と、を含む。
(もっと読む)
樹脂シート連続熱成形用型とその製造方法及び樹脂成形体の製造方法並びに樹脂成形体
【課題】安価に製造でき、樹脂シートの連続熱成形時にも過度の温度上昇を生じることなく、寸法精度に優れた樹脂成形体を製造でき、繊維片や木屑が発生しない熱成形用型の提供。
【解決手段】熱硬化性樹脂を含み、密度が0.85〜1.60g/cm3の範囲内であり、熱伝導率が0.30W/mK以上であることを特徴とする樹脂シート連続熱成形用型。この樹脂シート連続熱成形用型を熱成形装置にセットし、加熱した樹脂シートを樹脂シート連続熱成形用型によって熱成形し、目的形状の樹脂成形体を得ることを特徴とする樹脂成形体の製造方法。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13は、テープ状基材上に粘着剤層が形成された構造を有し、テープ状基材のテープ面に垂直方向の弾性率勾配が、10N/mm以下である。
(もっと読む)
成形型の製造方法
【課題】成形面を構成する樹脂層の形状精度が高い成形型の製造方法を提供すること。
【解決手段】この成形型は、基部10と、基部10の表面上に形成された樹脂層20とを備える。基部10は樹脂層20と比べて剛性が高い。基部10の表面上に、厚さ(Tb)が1mm以上の樹脂層20がライニング等によって形成される。次いで、形成された樹脂層20のうち成形面に対応する部分の厚さがTbからTaになるまで、その部分の表面部がエンドミル加工等の切削加工によって仕上げられる。これにより、成形面P1が完成する。成形面P1の形状精度として、切削加工によって得られる形状精度と同等の高い精度が得られる。また、樹脂層が形成される基部の剛性が高いので、樹脂層のみから構成される成形型と比べて、樹脂層が変形し難くなり、成形面の形状精度がより一層高められる。
(もっと読む)
インプリントモールド及びその作製方法、パターン形成体
【課題】微細なパターンの形成に好適なインプリントモールド及びその作製方法、インプリントモールドを用いて製造されるパターン形成体を提供する。
【解決手段】インプリントモールドは、凹凸パターンが形成されている領域が、その周囲の面よりも高いメサ構造に形成される。このインプリントモールドの作製方法は、パターニングを行う領域の最外周を、所望のパターン領域の最外周よりも2μm以上外側に設定する。パターン形成体は、前記インプリントモールドの凹凸パターンを基材上の被転写層に転写して形成される。
(もっと読む)
21 - 40 / 803
[ Back to top ]