
Fターム[4F202AJ04]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 材質の特徴 (3,074) | 樹脂 (821) | FRP (18)
Fターム[4F202AJ04]に分類される特許
1 - 18 / 18
複合材長尺部材用の複合材成形型の製作方法

【課題】プリプレグ材を使用した複合材の成形型を製作する方法を提供する。
【解決手段】まず、プリプレグシートを連続プルトルージョン成形して長尺の二次元形状の半硬化状態の成形型の素材200を製作する。
次に、この半硬化状態の素材200を成形装置100のベースプレート112上に立設した複数枚テンプレート131、132、133、134、135上に載置して三次元形状に塑性変形させ、成形装置100全体を加熱・加圧して完全硬化した成形用の型を製作する。
(もっと読む)
電熱式樹脂型

【課題】形状が複雑で、凹凸、突起、くびれ等の異形部を有する場合においても、表面部全体を隅々まで短時間で均一に加熱することができ、熱の発散や加熱斑を防止することができ、形状自在性、省エネルギー性、加熱の効率性、均一性、確実性に優れる電熱式樹脂型の提供。
【解決手段】ゲルコート層と、ゲルコート層と同等の収縮率でゲルコート層の裏面に形成された表面FRP層と、表面FRP層の裏面に形成され樹脂中に熱伝導性粒子が混合された内部FRP層と、内部FRP層の裏面に敷設されたコードヒータを有する加熱部と、内部FRP層の裏面側で加熱部の少なくともコードヒータに覆設された断熱層と、断熱層の裏面に形成された補強材層と、を備えている。
(もっと読む)
電鋳型とその製造方法
【課題】フォトリソグラフィー法により、微細性、アスペクト比に優れ、且つ、外形形状となるフォトレジスト部に傾斜部が形成された電鋳型とその製造方法を提供する。
【解決手段】電鋳型1は、紫外線に対して透過性を有する基板2と、前記基板の表面に導電性を有し、かつ紫外線に対して透過性を有する導電膜3と、前記導電膜の上面に形成され、前記導電膜の上面から前記第1のフォトレジスト層4の上面に向かって傾斜する第1の貫通孔を有する第1のフォトレジスト層と、を備えることを特徴とする。
(もっと読む)
保護膜付きレジストパターン形成用部材とその製造方法、及びレジストパターンの製造方法
【課題】新規な保護膜が形成されたレジストパターン形成用部材を提供する。
【解決手段】保護膜付きレジストパターン形成用部材は、酸化物を含む表面を有し、レジストパターン形成のためレジスト膜に密着して用いられるレジストパターン形成用部材と、レジストパターン形成用部材上に形成され、直鎖状で主鎖がパーフルオロポリエーテルを含み末端基に水酸基を含む両親媒性分子を含む保護膜とを有する
(もっと読む)
中空棒状構造体の製造方法
【課題】本発明は非一様な断面形状を有する中空棒状構造体製品を一体成形する製造方法に関するものであって、特に部材の材質が繊維強化プラスチックである場合に好適な中空棒状構造体の製造方法を提供する。
【解決手段】少なくとも繊維強化型プラスチックからなる中空棒状構造体の製造方法であって、
前記中空棒状構造体より小さい相似形状を有し熱膨張性を有する可とう性中子に、少なくとも一つの開口部を確保するようにプリプレグ基材を巻きつけて積層体とする賦形工程と、前記中空棒状構造体より大きく、相似形状をしたキャビティー面をもつ金型の内面に、一定肉厚からなる熱膨張性弾性体シートを配し、前記積層体を前記熱膨張性弾性体シートの内側に配置したのち前記金型を閉じ、前記金型を加熱することにより、前記可とう性中子および前記シートの熱膨張により圧力を付与しつつ硬化させる硬化工程と、硬化後、前記開口部より前記可とう性中子を引き抜く工程とからなる中空棒状構造体の製造方法。
(もっと読む)
中空成形品の製造方法及び装置
【課題】内圧成形法で複雑な形状を有する中空成形品を成形するのに好適な方法及び装置を提供する。
【解決手段】中空成形基材1の中空部2bに袋状体22を挿入し、次いで中空部2bに充填材14を充填する。そして、成形型11のキャビティ空間部内で袋状体22に加圧流体を供給して袋状体22を膨張させる。これにより、充填材14を介して袋状体22の押圧力を中空成形基材1に伝達し、中空成形基材1を成形型11のキャビティ面12a、13aに押圧して中空成形品を成形する。
(もっと読む)
成形用中空部材
【課題】成形用中空部材の製造工数を抑制しながら、成形用中空部材の耐圧性を向上させる。
【解決手段】成形用中空部材1は、耐圧ホース11と、この耐圧ホース11の外周面を覆うように設けられたシリコーンゴム製外覆体12とを備えている。
(もっと読む)
素子成型用金型、素子成型用金型の製造方法およびこれを用いた素子の製造方法
【課題】光学素子等を成型する際に用いる素子成型用金型に関し、セラミックスを用いることで熱伝導が抑制されて早期の固化層形成が抑えられ、またフォトリソグラフィー処方による微細なパターン加工を可能とした素子成型用金型を提供する。
【解決手段】無機粉末および感光性有機成分を必須成分とする感光性組成物を焼成することにより得られることを特徴とする素子成型用金型。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してモデル型、FRP型、及び成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れる成形品の製造方法及びこの製造方法により作製した成形品を提供することを目的とする。
【解決手段】本発明は、モデル型の織り目模様を施す表面の上にモデルとなる織物を載せ、この織物に硬化剤を配合した液状樹脂を含浸させた後、前記織物の織り目模様が浮き出るように、織り目に残る前記液状樹脂の量を調整し、この織物を硬化させてモデル型を作製する工程と、このモデル型から反転してFRP型を作製する工程と、このFRP型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
繊維強化プラスチック製中空構造部品の製造方法
【目的】繊維強化プラスチック製の中空構造部品の製造用のRTM法のための、強化繊維で覆う際の高い引っ張り力に支障なく耐える水分散性支持中子を提供する。
【構成】繊維強化プラスチック製の中空構造部品の製造のために、少なくとも部分的に水溶性ケイ酸塩含有結合剤と充填材とからなる水溶性結合剤で調製された水分散性支持中子を強化繊維で覆う。支持中子上の繊維を硬化性プラスチックで含浸させ、プラスチックを硬化させ、続いて支持中子を水で洗い出す。前記結合剤が少なくとも部分的に水ガラスであるのが好ましい。
(もっと読む)
金型部品
【課題】耐久性を向上させ表面に形成されるパターンの切削精度を向上させることができる金型部品を提供する。
【解決手段】樹脂の射出成形に用いられる金型部品2であって、金型のキャビティに面するキャビティ面を有する表面側金属層4と、樹脂層6と、裏面側金属層8とがこの順に一体的に構成され、前記表面側金属層のキャビティ面には、凹凸構造であるパターン形状が形成され、前記樹脂層は、マトリクス樹脂20〜80重量%と、繊維状強化材料80〜20重量%とからなる。
(もっと読む)
シリンダー形状部を成型するための複合ツール
本発明は、複合材料でなるシリンダー部を作るための複合材料でなるツールに関するものである。ツールは、シリンダー形状部が形成されるマンドレルを作ることを意図した複合材料でなり、部材(1)がセットになっていて、それぞれの部材(1)がツールのシリンダー形状部をなし、前記部材(1)のそれぞれが繊維複合材料でなる支え構造(2)を有し、前記支え構造(2)の上にはスキン(3)がモールドされ、さらにツールの部材(1)間の連結部にシーリング手段(11、12)を有していることを特徴とする。 (もっと読む)
トナー供給ローラー
【課題】研磨や切削などの煩雑な工程を不要とし、原料の無駄を省き、寸法精度が高く、特定のセルの開口を有し、長期に亘って一定量のトナー供給を維持することができ、画像不良の発生を抑制することができるトナー供給ロ−ラーを提供する。また、トナー供給ローラーを製造するための成形型の耐久性を高め、効率よい製造を可能とし安価なトナー供給ローラーを提供する。
【解決手段】円筒成形型の成形キャビティにポリエーテルポリオールとイソシアネートとを主成分とするウレタンフォーム原料を供給して形成されたウレタンフォーム層3を有するトナー供給ローラー1において、円筒成形型の成形キャビティが、ポリエーテルエーテルケトンを主成分とする表面層を有し、該表面層に接触して形成されるウレタンフォーム層が、セル開口面積が全表面積に対して50%から90%の範囲である。
(もっと読む)
角を固化する膨張式の装置および複合構造を製造するための方法
弾性材料でできた複合部品のための切子面の中空または管状の型の内部において複合材料を固化するための膨張式の圧縮工具を提供する。当該圧縮工具は、封止されたチャンバを規定する角部分によって結合される比較的平坦な壁部分を含む。当該壁部分は、各々の壁部分の中間点に向かって型の表面から離れるように湾曲しており、このため、加圧流体が圧縮工具に注入されると、工具の内面に加えられる力の成分が壁部分を通り角部分に向かって伝達される。こうして、最初の膨張中に、壁部分が複合材料に接触する前に角部分が型の角領域へと押し進められて、複合材料に対する壁部分の摩擦が発生する前に複合材料をしっかりと圧縮して当該型の角領域に押込むことにより、型の角領域への角部分の拡張が抑制される。 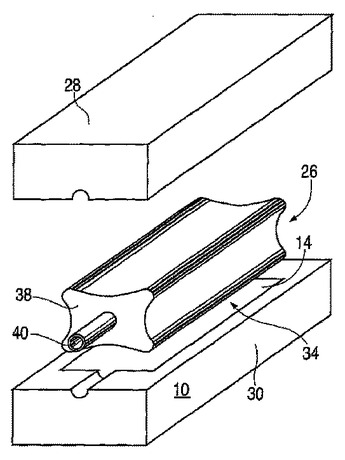 (もっと読む)
(もっと読む)
真空注型装置用加熱ユニット
【課題】シリコーンゴム製の中空成形型内に熱可塑性樹脂を注入して成形する真空注型装置に用いられ、成形処理時において中空成形型の温度上昇の程度を抑制しながら当該中空成形型内に充填される熱可塑性樹脂を加熱することのできる真空注型装置用加熱ユニットを提供すること。
【解決手段】上記課題は、真空雰囲気形成室内に設置されたシリコーンゴム製の中空成形型内に熱可塑性樹脂を充填して成形する真空注型装置に用いられるものであって、ハロゲンランプと、近赤外域の波長範囲の光の透過率が高く、遠赤外域の波長範囲の光の吸収率が高いフィルタ部材とを具えてなり、ハロゲンランプよりの光がフィルタ部材を介してシリコーンゴム製の中空成形型に照射される構成とされた真空注型装置用加熱ユニットにより、達成される。
(もっと読む)
ブロック状造形物の製造法及びブロック状造形物
【課題】 工場内でマニュアルに従って、作業者の技量に影響を受けることなく、品質の安定したブロック状造形物を、簡単、低コストで製造できるようにする。また工場内で製造したブロック状造形物を、現場に運んで固定するだけで済むようにして、この種の造形物の施工の簡単化、迅速化、低コスト化を図る。
【解決手段】 ブロック状造形物1を成形するための型2を作る。この型2を複数に分割して各型2の内面にモルタル3を塗布する。このモルタル3に絡ませて補強材を各型2の内側に設ける。次に各型2を接合して型2を復元し、この型2の内部に発泡樹脂材4を注入して充填する。発泡樹脂材4の硬化後に型2から成形品10を取り外し、その後、成形品10の表面を化粧仕上げする。
(もっと読む)
繊維強化樹脂製中空成形体の製造方法
【課題】 成形体の強度を低下させることなく簡単に実施できるFRP製中空成形体の製造方法を提供する。
【解決手段】 二つのFRP製部材を互いに封密に結合して中空芯材13を形成する。この中空芯材13は中空芯材の内部と外部とを互いに連通する連通孔14を有している。連通孔14以外の中空芯材13の側面及び底面をプリプレグ17,18で覆い、これらプリプレグ17,18を硬化させる。
(もっと読む)
ゴム人形用注形型、ゴム人形及びその製造方法
【課題】ゴム人形の注形型および簡便な製造方法を提供する。
【解決手段】前面用注形型と後面用注形型とからなるゴム人形用注形型において、前記注形型がそれぞれ金属繊維入りコンクリート層から構成され、前記金属繊維入りコンクリート層の外面はヒーターを内包するゴムシートで覆われ、更に、前記金属繊維入りコンクリート層と前記ゴムシートは耐熱接着剤で接合されており、前記金属繊維入りコンクリート層の内面はFRP層で覆われ、前記FRP層の表面はシリコーン樹脂層で覆われており、また、前記シリコーン樹脂層の表面は耐熱塗料の薄膜で覆われている。前記耐熱塗料が弗素樹脂系潤滑塗料であり、前記耐熱接着剤が脱オキシムタイプの一液状RTVゴムである。前記ゴム人形の注形材料がエラストマー樹脂であり、前記ゴム人形の骨格がアルミニウム、ウレタン樹脂、シリコーン樹脂及びポリウレタン樹脂よりなる群から選ばれる。
(もっと読む)
1 - 18 / 18
[ Back to top ]