
Fターム[4F202AJ06]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 材質の特徴 (3,074) | セラミックス (547)
Fターム[4F202AJ06]に分類される特許
61 - 80 / 547
プラスチックレンズの製造方法
【課題】注型重合によりプラスチックレンズを製造する際に重合収縮に伴う各種不良の発生を抑制し得るプラスチックレンズの製造方法を提供すること。
【解決手段】成形型内部のキャビティにプラスチックレンズ原料液を注入し、該キャビティ内で前記プラスチック原料液の重合反応を行うことによりレンズ形状の成形体を得ることを含むプラスチックレンズの製造方法。前記成形型は、2つのモールド、ただし少なくとも一方は弾性樹脂製である、が対向配置され、かつ該2つのモールドの周囲に弾性樹脂製のガスケットが配置されることにより前記キャビティが形成されてなり、前記成形体は、一方の面が凸面であり、他方の面が凹面であり、前記凹面を弾性樹脂製モールドの成形面を転写することにより形成する。
(もっと読む)
インプリント用スタンパおよびインプリント方法

【課題】被転写基板の局所的な突起に追従し、パターン転写不良領域を低減することが可能で、耐久性のあるスタンパおよび転写方法を提供する。
【解決手段】表面に凹凸形状が形成されたインプリント用スタンパにおいて、前記凹凸形状が形成された樹脂製のパターン層と、前記パターン層の裏面に配置された樹脂製の緩衝層と、前記緩衝層の裏面に配置された基材層とを有し、前記緩衝層のヤング率が前記パターン層のヤング率よりも小さく、前記基材層のヤング率が前記緩衝層のヤング率よりも大きいことを特徴とするインプリント用スタンパ。
(もっと読む)
転写用の型
【課題】被成形対象に押し当てることによって前記被成形対象に微細なパターンを転写する転写用の型であって、製造が容易である転写用の型を提供する。
【解決手段】被成形対象13に押し当てることによって被成形対象13に微細なパターンを転写する転写用の型41において、転写を行うための転写装置1に着脱自在であると共に、転写装置1に取り付けられた状態で受ける力、転写装置1に取り付けられ押し当てがされたときに受ける力に対して、剛性を備えたベース部材103と、微細な転写パターンが形成されベース部材103に一体的に貼り付けられている剛性の小さい型部材104とを有する。
(もっと読む)
原版、及びそれを用いた物品の製造方法
【課題】目標とする形状に変形させるのに有利な原版を提供する。
【解決手段】転写されるパターンを有する原版であって、この原版は、負の実効ポアソン比を有する。又は、この原版は、石英板の実効ポアソン比より小さい実効ポアソン比を有する。
(もっと読む)
シームレス凹凸模様付きロールの製造方法
【課題】
工業的な規模で、表面にシームレスの凹凸模様を有するロールを安価に簡便に製造することを課題とする。
【解決手段】
円柱支持体に連続繊維を隙間なくスパイラル巻きにし、固定した後に、該スパイラル巻きした表面形状を内面に転写したシームレス凹凸模様を有する中空鋳型を作成し、該中空鋳型の内面形状を表面に転写することを特徴とするシームレス凹凸模様付きロールの製造方法。連続繊維は撚糸またはモノフィラメントのいずれでも良い。
(もっと読む)
モールド再生方法及びプラスチックレンズの製造方法
【課題】再生ガラスモールドの表面にそのモールドに関する情報を容易に付与する。
【解決手段】本発明のモールド再生方法は、形状評価工程と、形状補正加工工程と、再マーク処理工程とを有する。形状評価工程では、使用後の成形型から回収されたガラスモールドの形状を評価する。形状補正加工工程では、形状評価工程で形状の補正が必要と判断されたガラスモールドを研磨して再生ガラスモールドを生成する。再マーク処理工程は、貫通孔形成工程と、貼付工程と、ブラスト処理工程と、剥離工程とを含む。貫通孔形成工程では、保護シートに再生ガラスモールドに関する情報を示すマークの形状の貫通孔を形成し、貼付工程では、貫通孔が形成された保護シートを再生ガラスモールドの表面に貼り付ける。ブラスト処理工程では、再生ガラスモールドの保護シートが貼り付けられた面にブラスト処理を施し、剥離工程では、再生ガラスモールドから保護シートを剥離する。
(もっと読む)
パターン形成方法とナノインプリントモールドおよびナノインプリント用転写基材
【課題】モールドのパターン内部への樹脂充填性と、樹脂層に対するモールドの離型性を確保したパターン形成方法と、このパターン形成方法を利用したナノインプリント転写に使用するナノインプリントモールドとナノインプリント用転写基材とを提供する。
【解決手段】ナノインプリントモールド1を、基体2と、この基体2の一方の面2aに位置する転写形状部3と、少なくとも転写形状部3上に位置する濡れ性変化層4とを備えたものとし、濡れ性変化層4は第1の波長の光を照射することによる水に対する接触角の減少と、第2の波長の光を照射することによる水に対する接触角の増加が可逆的に起こるものとする。
(もっと読む)
インプリントモールドの製造方法およびインプリントモールド
【課題】多段構造の寸法精度を向上したインプリントモールドの製造方法およびインプリントモールドを提供することを課題とする。
【解決手段】3次元の多段構造パターンを有するインプリントモールドの製造方法において、第1基板11を選択的に除去して第1凹部パターン14を形成する工程と、この工程で第1凹部パターン14が形成された第1基板11に、第2基板15を貼り合わせる工程と、第2基板15を選択的に除去して第2凹部パターン16を形成する工程とを有することを特徴とする。
(もっと読む)
樹脂成形方法及び成形装置
【課題】義手や義足などの一部として、また、皮膚や筋肉の代用品として、各個人に必要な最適形状の樹脂成形品を、安価で短時間に提供可能で、なおかつ、不具合が有った場合は、すぐに修正や作り直しが可能な、樹脂成形技術と、その装置が求められている。
また、成形する製品の大きさに応じて製造工程を変更しても、そのまま使用できる装置が求められている。
【解決手段】パイプに石膏を塗り付けて型を形成し、その表面に溶けた樹脂を塗布し、ビニール袋で全体を覆った後、袋内の空気をパイプから吸引し、石膏型に一致した樹脂成形品を得る。
また、ビニール袋の替わりに熱して柔らかくした樹脂シートを用い、シート内部の空気を抜く事で、同様の成形品を得る。
2種類の工程に対応できる様に、吸引ホースの通路断面積を、2種類の切り替え式とする。
(もっと読む)
テンプレートの製造方法および半導体装置の製造方法
【課題】転写パターンの不良を低減するテンプレートの製造方法および半導体装置の製造方法を提供する。
【解決手段】実施の形態のテンプレートの製造方法は、主面11に凹凸を有するパターン130が形成され、パターン130をウエハ4上に形成されたレジスト材5に接触させてパターン130をレジスト材5に転写するインプリント処理に用いるテンプレート1であって、テンプレート1の少なくとも凹部132の底部132aに荷電粒子を打ち込む工程を含む。
(もっと読む)
樹脂成形装置
【課題】熱伝導性に優れた金型を構成することで成形サイクルを短縮化させ樹脂成形の生産性を向上させた樹脂成形装置を提供する。
【解決手段】本発明の樹脂成形装置1は、キャビティ2を有した第1金型プレート3と、第1金型プレート3に対向して配置され第1金型プレート3のキャビティ2との間で樹脂製品を成形するためのコア4を有した第2金型プレート5とを備えた樹脂成形装置であって、キャビティ2または/およびコア4の近傍には、DLC板の積層体6が配されている。
(もっと読む)
三次元形状造形物の製造方法、得られる三次元形状造形物および成形品の製造方法
【課題】金型として用いることができ、ヒケ発生を防止するのに好適な三次元形状造形物を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物100の製造方法であって、三次元形状造形物100の表面領域の一部を低密度固化領域として形成し、低密度固化領域を通過するガスによって加圧が行えるように低密度固化領域の固化密度を50%〜90%にすることを特徴とする製造方法。
(もっと読む)
凹凸基板およびその製造方法
【課題】太陽電池や平面発光体の基板材料に関するものであり、高い光散乱性と透過特性をあわせもつ透光性基板を提供する。
【解決手段】少なくとも、ガラス基板と、該ガラス基板上に形成した凹凸形成層からなる凹凸基板であって、
該凹凸形成層表面の凹凸形状は、複数のドーム状突起またはボウル状窪みが分布したものであり、ドーム状突起またはボウル状窪みの平均サイズは50〜1800nmで、凹凸形成層は実質的に直径100nm以上の粒子を含まず、頂点傾斜角が20°以上60°未満、中間点傾斜角が30°以上70°未満、かつ頂点傾斜角と中間点傾斜角の差が10°以上であることを特徴とする凹凸基板。
(もっと読む)
インプリントマスク、その製造方法、及び半導体装置の製造方法
【課題】精度よく位置合わせを行うことができるインプリントマスク、その製造方法、及び半導体装置の製造方法を提供する。
【解決手段】インプリントマスク1は、石英板10からなり、石英版10の上面の一部に複数の凹部11が形成されており、前記石英板10における前記凹部11間の部分が凸部12となっている。そして、凸部12、すなわち、凹部11間の部分には不純物としてガリウム(Ga)が含有されている。このガリウムは、上方からイオン注入されて導入されたものである。これにより、凸部12内には、ガリウム拡散層16が形成される。
(もっと読む)
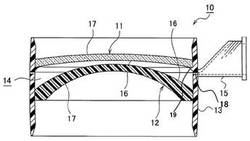
熱成形用の成形型
【課題】熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形型を提供する。
【解決手段】熱成形用表面層2及びこれに隣接する背後層を有する熱成形用成形型1であって、該表面層は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式(1):Fα1/2×103>t>G・・・・・・(1)(式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、G;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層より大きい材料から構成されていることを特徴とする熱成形用成形型。
(もっと読む)
光学素子及びその製造方法
【課題】光学素子の材料によらず優れた反射防止特性を有し、かつ耐摩耗性及び耐久性に優れた光学素子及びそれを少ない工程で簡単に製造する方法を提供する。
【解決手段】二次元周期の細孔構造を有する陽極酸化ポーラスアルミナを転写型とし、細孔構造を基材10の表面に転写してなり、細孔構造の逆パターンを有する複数の微細な円柱状凸部12aからなる二次元周期構造体12が基材10の表面に設けられており、円柱状凸部12aの周期が使用する光の波長以下である光学素子。
(もっと読む)
ホットランナー成形型
【課題】マニホールドと成形型との間に配置されるライザーパッドの破損が生じないホットランナー成形型を提供する。
【解決手段】固定取り付け板5と、固定取り付け板5に対向するマニホールド7との間にライザーパッド32が備えられた射出成形用ホットランナー成形型であって、前記ライザーパッド32と前記ライザーパッド32に当接する他の部材である固定取り付け板5との接触面32aと5a3が、同一の形状であり、且つ同一の面積である。
(もっと読む)
成形品の製造方法および成形品の製造装置
【課題】正確な形状の成形品を得ることができる成形品の製造方法を提供する。
【解決手段】未硬化の感光性材料5を、型7に形成されている凹部9の体積よりも多い量、凹部9に供給し、凹部9を型7の外部に通じさせる通路13が形成されこの通路13に未硬化の感光性材料5が入り込むように、基板3を型7に設置し、凹部9充填されている未硬化の感光性材料5一部を硬化させ、この硬化した部位を次第に大きくして感光性材料5全体を硬化する成形品1の造方法である。
(もっと読む)
凹凸構造を形成するための治具
【課題】反りのある基板に容易に凹凸構造を形成可能な治具を提供する。
【解決手段】被加工物70の上面に被覆された液状樹脂76に凹凸構造64を形成するための治具62であって、中央に形成された円形凹部と、該円形凹部を囲繞する環状凸部58と、該円形凹部の背面上に形成された凹凸構造64とを具備したことを特徴とする。
(もっと読む)
プラスチック成形品の成形方法、プラスチック成形システム、プラスチック成形システムによる光学素子
【課題】屈折率分布や複屈折の少ない光学特性を有する高精度な形状の成形品を、面精度の高い高精度な型を多数用いることなく得ることが可能となるプラスチック成形品の成形方法等を提供する。
【解決手段】プラスチック成形品の成形方法であって、
面精度の高い面を有する型を少なくとも1つ用意し、面精度の高い面より面精度の低い型を、面精度の高い面を有する型1つに対して複数用意する工程と、
複数の面精度の低い型に対して、溶融樹脂を供給する工程と、
溶融樹脂を供給した型に対してそれぞれ、圧力をかけながら所定時間冷却する工程と、
冷却した型から、成形部材を取り出し、取り出した成形部材を、面精度の高い面を有する型に設置して、設置された成形部材の表面のみを溶融し、面精度の高い面を表面に押し当てる工程と、を有する。
(もっと読む)
61 - 80 / 547
[ Back to top ]