
Fターム[4F202AK01]の内容
プラスチック等の成形用の型 (108,678) | 加熱冷却手段の具体的な特徴 (980) | 熱媒(←熱風)の特徴 (138)
Fターム[4F202AK01]に分類される特許
61 - 80 / 138
タイヤ金型
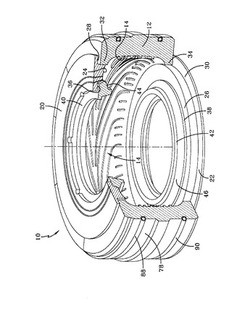
【課題】タイヤをより速く、均一に、そして効果的に加熱できる改善された金型を提供する。
【解決手段】タイヤを成形するために環状凹部を構成するように配置されている複数のセグメント12を有する分割された金型であって、各セグメント12はトレッドを成形するための内側表面14をさらに有している。各セグメントは、1つまたは2つ以上の溝と、それぞれの溝内に受け入れられた筒状部材88及び90と、を有する。筒状部材88又は90は、流体の媒体を循環させる流体マニフォールドを構成するように相互に結合されている。
(もっと読む)
射出成形方法及び金型温度調節装置

【課題】冷却時間を短くし生産性を向上させると共に、成形機周りが煩雑にならず、各種の成形機に金型を取付けても制御が容易な成形体の射出成形方法及び金型温度調節装置を提供する。
【解決手段】金型温度調節装置は、キャビティ13の樹脂の温度を測定して出力可能に形成された赤外線温度センサー16と、金型10を加熱及び冷却する金型温調用流路40と、該金型温調用流路40に加熱媒体を送るための加熱用温調機50と、前記金型温調用流路40に冷却媒体を送るための冷却用温調機60と、三方弁74I、74O、75I、75O、76I、76Oと、上記三方弁の作動を制御して流路を加熱と冷却に切り替えるための流路制御装置30から構成した。
(もっと読む)
金型装置、成形機及び成形方法
【課題】成形品に成形不良が発生するのを防止することができ、成形サイクルを十分に短くすることができるようにする。
【解決手段】第1の金型と、第2の金型と、第1、第2の金型のうちの一方に取り付けられた転写プレート24とを有する。第1、第2の金型のうちの少なくとも一方の金型に、他方の金型と対向する面に臨ませて形成され、熱制御媒体によって、断熱領域及び熱放出領域として選択的に機能させられる熱制御部を備えるので、キャビティ空間C1、C2内の成形材料の温度を、転写が行われている間、高くすることができる。したがって、成形品に成形不良が発生するのを防止することができる。
(もっと読む)
プラスチック成形機の温調システム
【課題】従来の冷却塔を必要とせず、省エネルギー化を図り得るプラスチック成形機用の温調システムを提供する。
【解決手段】熱媒体としての液体Mを所定温度に調整してプラスチック成形機に供給する温調システムであって、空冷式冷凍ユニットHのコンプレッサ14の廃熱を利用する液体加熱手段Kを備えている。
(もっと読む)
ロータリ式射出成形機
【課題】金型の温度を早く所望の温度にし得るロータリ式射出成形機を提供する。
【解決手段】回転体2と、回転体2を回転可能に支持する支持体3と、温調液路を有するロータリ式射出成形機1であって、温調液路は、回転体2に設けられ開口部2e1,2e2,2f1,2f2を有する回転体側液路2e,2fと、支持体3に設けられ開口部3b1〜3e1を有する一次液路3b,3cと二次液路3d,3eを備えている。開口部3b1,3c1,3d1,3e1は、回転体側液路2e,2fの開口部2e1,2e2,2f1,2f2が回転する円周上に位置している。支持体3には、前記円周上に所定の長さで円弧状に延出しかつ開口部3b1〜3e1が開口される円弧溝3f〜3iが形成され、回転体側液路2e,2fが回転体2の回転時に円弧溝3f〜3iを介して一次液路3b,3cと二次液路3d,3eと連通しつつ回転する。
(もっと読む)
射出成形方法及び射出成形装置
【課題】成形品の変形や転写ムラを極力無くして、成形時間の短縮を図ること。
【解決手段】雌金型部6の熱媒体通路12内に蒸気を供給して、雌金型部6のキャビティ形成面側を加熱して昇温を開始させ、型閉めする。そして、このキャビティ形成面側が所定温度となると昇温を停止し、溶融した合成樹脂Jを所定量キャビティS内に射出する。その後、加圧ガスを合成樹脂J裏面と雄金型部27のキャビティ形成面との間に注入し、キャビティ形成面へ押し付けて保圧する。この保圧を行いつつ、熱媒体通路12内に冷却水の供給を開始し、雌金型部6表面の合成樹脂を硬化させる。ある程度硬化したら、加圧の注入を停止すると共に加圧ガスを装置外へ排出し、前記加圧ガスの装置外への排出を終えたら、合成樹脂裏面と雄金型部27のキャビティ形成面との間に冷気を注入する。そして、取り出すのに十分なほど合成樹脂が固化したら、型開きする。
(もっと読む)
射出成形金型、射出成形品の製造方法、および射出成形品
【課題】薄肉で高い精度を必要とする射出成形品であっても、転写精度の高い射出成形をすることができる射出成形金型、射出成形品の製造方法、および射出成形品を提供する。
【解決手段】第1の金型と、前記第1の金型と協働してキャビティを形成する第2の金型と、前記キャビティ内に溶融樹脂を充填する流路であるランナと、前記ランナの前記キャビティが形成される側に設けられ、前記ランナよりも流路断面積の小さい狭隘部と、前記狭隘部の温度を調整可能とする温度調整手段と、前記狭隘部の前記キャビティが形成される側に設けられ、前記溶融樹脂の流速を減速させる流速調整部と、を備えたこと、を特徴とする射出成形金型が提供される。
(もっと読む)
加硫モールドの予熱方法
【課題】予熱時におけるブラダ43と加硫モールド35との直接接触を阻止することで加硫済タイヤの外観不良を防止する。
【解決手段】ブラダ43と上、下モールド21、15との間に上、下離隔シート50、51をそれぞれ介在させたので、ブラダ43と上、下モールド21、15の型付け面22、16との直接接触が阻止される。また、ブラダ43として円筒状のものを用いたので、予熱時に該ブラダ43が上下から押し潰されて円盤状となっても、その外周面は軸方向にほぼ平行となって半径方向外側にあまり突出せず、セクターモールド33の型付け面34への直接接触が阻止される。この結果、予熱時におけるブラダ43から前記型付け面22、16、34へのブラダ43の模様の転写が阻止される。
(もっと読む)
タイヤ加硫用高温・高圧ルーツブロワー
【課題】 タイヤを窒素ガスを用いて安定、かつ効率的に確実に加硫できる小型でコンパクトタイプのタイヤ加硫用高温・高圧ルーツブロワーを提供する。
【解決手段】 温度200℃以上、圧力1.0MPa・G以上で差圧0.05MPa・G以上の窒素ガスを洩れの生ずることなくタイヤ加硫装置に送る構造からなり、構造としては密封状のケーシング1、サイドフレーム2,3、オイルケース4、ギヤケース5及びメカニカルシールケース6を互いに密接して連結し、小型でコンパクトを図り、更に各部を同一圧力にしてガス洩れを防止すべくオイル分離タンク10及び均圧分離タンク11等を設ける。
(もっと読む)
金型温度調節装置及び金型温度調節装置用冷却ユニット
【課題】シリカやマグネシウム等のスケールの付着状況が把握し易く、洗浄メンテナンスが容易な金型温度調節装置及び金型温度調節装置用冷却ユニットを提供する。
【解決手段】加熱器10と冷却器6とを備え、上記加熱器及び上記冷却器によって温度調整された温調媒体が循環流通する温調媒体循環路に連結付加して、成型金型の温度を調節制御するようにした金型温度調節装置Aであって、上記加熱器は金型温度調節装置本体の内部に設けるとともに、前記冷却器は、該金型温度調節装置本体の外部に設けた構成とし、上記冷却器は、上記温調媒体が流通する冷却管61aを有し、上記金型温度調節装置本体に接続連結される本体部61と、上記冷却管を冷却水に浸漬して冷却するための冷却水タンク62とを備えていることを特徴とする
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 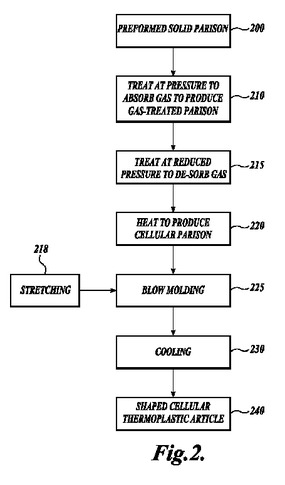 (もっと読む)
(もっと読む)
成形用金型の温度制御方法及び温度制御装置
【課題】急速な加熱冷却制御系統の構造が簡単で、設備設置スペースが小さく、コストが安価で、また、生産性が高く、且つ安定性の高い金型温度制御方法を提供する。
【解決手段】金型キャビティ12内に可塑化樹脂を射出成形する前の金型11の温度を急速に上昇させ、射出後、固化温度以下まで冷却する方法であって、加熱開始時は熱媒に水蒸気を使用し、金型温度が所定の温度に達した時点で、または、加熱開始から所定時間経過後、熱媒を成形時の金型11の設定温度以上の高温水に切り換えて金型温度を設定温度に上昇させた後、高温水の供給を止め、冷却水に切り換えて樹脂の固化温度以下まで冷却する。
(もっと読む)
タイヤ加硫装置及びタイヤの製造方法
【課題】コア加硫成型するタイヤにおいて、剛体コアの内部下側に滞留するドレンを排出して、グリーンタイヤの下側と上側の加硫度の差が発生することを抑制することである。
【解決手段】剛体コア3の内側底部にドレン排出ノズル63を設置する。加硫成型工程において、剛体コア3の内部にスチームを供給することによりドレンが剛体コア3の内部下側に滞留すると、剛体コア3内のスチームによる圧力とオートドレンバルブを介して接触している大気との圧力差によって、ドレンがドレン排出ノズル63・ドレン排出管66を介して図示しないオートドレンバルブ内に流入し、常開のオートドレンバルブを通してタイヤ加硫装置1外部へ排出される。
(もっと読む)
ホットメルトインクペレットを製造する鋳型
【課題】 本発明は、型穴から確実に且つ再現可能に取り外され得るホットメルトインク用ペレットを製造する鋳型を提供することを目的とする。
【解決手段】 本発明による方法に従うホットメルトインクのペレットを製造するための鋳型は、型穴を画成する第1の型及び第2の型を有し、第1の型及び第2の型の少なくとも一方は、型穴の径の半分よりも小さい壁の厚さを有する。型穴が球形でない場合、型の壁の厚さは、平均的な径の半分よりも小さい。
(もっと読む)
射出成形システム、コンピュータプログラム、射出成形方法、射出成形機
【課題】加熱媒体による熱供給に対して金型の温度上昇に遅れがあっても、金型の温度コントロールを正確に行うことが可能な射出成形システム、コンピュータプログラム、射出成形方法、射出成形機を提供することを目的とする。
【解決手段】射出成形サイクル中、樹脂の射出開始後、固定側金型、可動側金型の温度が、予め定められた温度領域の上限TUと下限TLとの間に維持されるよう、温度制御を行うようにした。固定側金型、可動側金型の温度コントロールは、加熱媒体の供給のON・OFFのみによって行い、冷却媒体による冷却等を行わないようにした。また、樹脂を冷却させる過程においては、冷却媒体の供給停止、加熱媒体の供給および停止により、固定側金型、可動側金型の温度が樹脂のアニーリングに有効な温度領域の上限TUaと下限TLaとの間に維持されるよう、温度制御を行うようにした。
(もっと読む)
更生タイヤの加硫方法及び装置
【課題】加硫缶内で複数の更生タイヤの加硫を同時に行うときに、空気が流出しているエンベロップを識別出来るようにする。
【解決手段】エンベロップ12で覆われたプレキュアトレッド付台タイヤ11を加硫缶1に入れる。配管2を通して加硫缶1内に加硫媒体を供給するともに、配管3及び4を通してエンベロップ12内に空気を供給することにより、加硫を行う。加硫中に、どれか一つのエンベロップ12に穴が開くと、加硫缶1内の加硫媒体がエンベロップ12内に入り、そのエンベロップ12に接続されている配管4に空気が流出する。圧力スイッチ6の検知出力がP1を越えるため、その制御により電磁弁5を閉じる。
(もっと読む)
成形金型装置
【課題】金型の加熱から冷却に至る成形の1サイクルの時間を短縮する。
【解決手段】冷却ユニット(20a,20b)で金型(1a,1b)を冷却する時は金型(1a,1b)の裏面から加熱ユニット(10a,10b)を退避させて冷却ユニット(20a,20b)を金型(1a,1b)の裏面に配置する。加熱ユニット(10a,10b)で金型(1a,1b)を加熱する時は金型(1a,1b)の裏面から冷却ユニット(20a,20b)を退避させて加熱ユニット(10a,10b)を金型(1a,1b)の裏面に配置する。
【効果】効率よく短時間で金型を必要な温度まで冷却できると共に効率よく短時間で金型を必要な温度まで加熱できるから、金型の加熱から冷却に至る成形の1サイクルの時間を短縮できる。
(もっと読む)
成形用金型及び光学素子の製造方法
【課題】簡単な構成でサイクルタイムの短縮を図ることができる成形用金型を提供する。
【解決手段】成形用金型は、キャビティ34を含むコアブロック32と、コアブロック32の周辺に配置され、コアブロック32を冷却可能な周辺ブロック36と、コアブロック32を加熱するカートリッジヒータ37と、を備え、周辺ブロック36がコアブロック32に対し接触及び離間の切替可能である。
(もっと読む)
成形用金型及び光学素子の製造方法
【課題】簡単な構成でサイクルタイムの短縮を図ることができる成形用金型及び光学素子の製造方法を提供する。
【解決手段】成形用金型は、キャビティ34を含むコアブロック32と、コアブロック32の周辺に配置され、コアブロック32を加熱可能な周辺ブロック36と、コアブロック32を冷却する冷却手段と、を備え、周辺ブロック36がコアブロック32に対し接触及び離間の切替可能である。
(もっと読む)
熱硬化性樹脂成形体の製造方法
【課題】機械的強度を低下させることなく、変色や発泡を抑え、表面平滑性に優れた、透明感のある熱硬化性樹脂成形体の製造方法を提供する。
【解決手段】熱硬化性樹脂、硬化剤、硬化促進剤とともにチクソ性付与剤を必須成分として含有し、それら配合物のチクソトロビーインデックス(TI値)が1.1以上で、粘度が温度25℃において10000mPa・s以下である熱硬化性樹脂組成物を、熱伝導率が100W/m・℃以上の材質の型に注入して、加熱硬化することとする。
(もっと読む)
61 - 80 / 138
[ Back to top ]