
Fターム[4F202AK05]の内容
プラスチック等の成形用の型 (108,678) | 加熱冷却手段の具体的な特徴 (980) | 赤外線加熱(←遠赤外線)、輻射加熱の特徴 (119) | 電気ヒーターの特徴 (64)
Fターム[4F202AK05]に分類される特許
1 - 20 / 64
樹脂封止装置と樹脂封止装置の制御方法
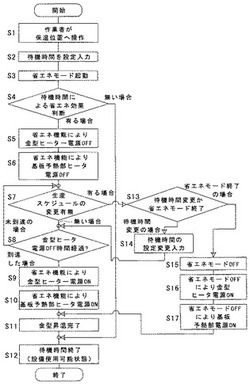
【課題】待機時の消費電力、特に、金型ヒータの消費電力を削減できる樹脂封止装置と樹脂封止装置の制御方法を提供する。
【解決手段】金型ヒータ23を有する金型22と、金型22に基板3を供給する材料供給ユニット10と、材料供給ユニット10の基板3を金型22に搬入すると共に、金型22から成形された基板3を搬出する搬送ユニット36と、生産を中断中の金型22の待機時間中に、金型ヒータ23をオフにした後、待機時間の経過前に金型22が所定温度に達すように金型ヒータ23をオンする制御手段51,54とを備えた樹脂封止装置1において、制御手段51,54は、生産を中断中の金型22の待機時間から金型22の昇温時間を差し引いた金型ヒータ23の加熱待機時間の経過後に、金型ヒータ23をオンする。
(もっと読む)
熱硬化性樹脂の注型成形方法及び注型成形用金型

【課題】均熱性に優れ、外観上のムラ及び機械物性の分布が発生しない良好な成形品を作製しうる注型成形用金型を提供する。
【解決手段】熱硬化性樹脂を加熱して硬化させ所望の形状に成形するための注型成形用金型において、熱硬化性樹脂が注入される空間が形成されるよう対向して配置された一対の金型表面部材と、該一対の金型表面部材の外側に配置され、輻射線を放出可能であり、上記輻射線により上記一対の金型表面部材を介して上記熱硬化性樹脂を加熱し硬化させる少なくとも1つの輻射熱源と、上記一対の金型表面部材の外側面に配置され、上記輻射熱源からの輻射線を吸収する輻射線吸収手段と、を設け、上記輻射線吸収手段の表面上の単位面積あたりの面積平均放射率を、上記輻射熱源からの照射強度が小さい程高く、照射強度が大きい程低く設定する。
(もっと読む)
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
射出成形装置
【課題】加熱手段の埋設又は加熱媒体を供給するための加熱媒体通路の形成と、冷却媒体を供給するための冷却媒体通路の形成とが、構造が簡単で安価にできる射出成形装置を提供すること。
【解決手段】上金型本体6の上面には断面が縦長のU字形状を呈し、成形部30に沿って蛇行して折り返すように収納溝34が形成される。この収納溝34内にはこの収納溝34に沿ってこの収納溝34の半円形状の底面に当接するように、この収納溝34の最深部に電熱ヒーター42が圧入されて埋設された状態で、この収納溝34を形成する内壁に固定される。更に、この電熱ヒーター42を封止剤43により水封止して、上金型基体5との間で形成されるこの収納溝34内における上面が水平面とされた封止剤43の上方の空間は冷却水が流れる冷却媒体通路44となる。
(もっと読む)
シール部材の製造方法及び成形装置
【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
空気入りタイヤの製造方法及びグリーンタイヤの予熱装置
【課題】グリーンタイヤの意図しない変形を抑えつつ、加硫成形後のタイヤの品質を向上させることができる空気入りタイヤの製造方法及びグリーンタイヤの予熱装置を提供する。
【解決手段】グリーンタイヤ2のタイヤ周方向に沿って走行可能なレーザ変位計5の測定結果及びその走行距離から、グリーンタイヤ2の外周面のスプライス部10の位置を特定し、その特定されたスプライス部10へ向けてハロゲンヒータ7を移動させ、スプライス部10を加熱した後に加硫成形を行う。
(もっと読む)
電熱式樹脂型
【課題】形状が複雑で、凹凸、突起、くびれ等の異形部を有する場合においても、表面部全体を隅々まで短時間で均一に加熱することができ、熱の発散や加熱斑を防止することができ、形状自在性、省エネルギー性、加熱の効率性、均一性、確実性に優れる電熱式樹脂型の提供。
【解決手段】ゲルコート層と、ゲルコート層と同等の収縮率でゲルコート層の裏面に形成された表面FRP層と、表面FRP層の裏面に形成され樹脂中に熱伝導性粒子が混合された内部FRP層と、内部FRP層の裏面に敷設されたコードヒータを有する加熱部と、内部FRP層の裏面側で加熱部の少なくともコードヒータに覆設された断熱層と、断熱層の裏面に形成された補強材層と、を備えている。
(もっと読む)
タイヤ加硫方法
【課題】割モールドの間に未加硫タイヤの一部のゴムが入り込むのを容易に防止できるタイヤ加硫方法を提供する。
【解決手段】未加硫タイヤ12のトレッド表面12Aにおける中型22の分割位置となる部位に凹部44を形成し、この未加硫タイヤ12を凹部44の位置が中型22の分割位置となるように金型14内に配置する。その後、ブラダーユニット16のブラダー34を加熱蒸気によって膨張させて未加硫タイヤ12の内面を加圧することにより、トレッド表面12Aを金型14に押し付け加硫成形する。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
多層発泡基材及びその製造方法
【課題】剛性に優れた取り付け部を備える多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えたものであって、この多層発泡基材1には、他部品2を取り付けるための取り付け部が形成されており、取り付け部では、第2スキン層13が樹脂発泡層12に引き込まれた引込部分が形成されており、引込部分の第2スキン層13は一体化して第1リブ14とされている。また、取り付け部には、取り付け孔が備えられており、他部品2は、取り付け孔に挿入される軸部21を有し、軸部21の端には軸部21の径よりも幅広の頭部22が備えられ、取り付け部のうち頭部22が覆う領域に第1リブ14が形成されていてもよい。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の表面に表皮材を貼り付けるに際し、表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置および貼り付け方法を提供する。
【解決手段】上下のチャンバー1,2と、下チャンバー2内で基材Wを載置しながら上チャンバー1側へ上昇自在な載置台6と、上チャンバー空間K1を加圧する加圧手段、下チャンバー空間K2を真空引きする吸引手段、表皮材Sを加熱軟化させる加熱手段を備え、載置台6は基材Wをスライドさせるスライド手段を備え、載置台6を上昇させて基材Wの突部Tを表皮材Sに当接させて支持部Rを形成し、スライド手段にて基材Wをスライドさせて支持部Rから一方側の表皮材領域S1を引っ張り、他方側の表皮材領域S2を弛ませた後に、表皮材Sの軟化と加圧および真空引きにて表皮材Sを貼り付ける貼り付け装置10である。
(もっと読む)
貼合成形方法、貼合成形用金型および貼合成形装置
【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】発泡樹脂成形品の成形方法並びに成形装置に係り、製品板厚を自由に設定できるとともに、シルバーストリーク、発泡ムラ、凹凸不良等の成形不良を解消した外観性能に優れた発泡樹脂成形品の成形方法並びに成形装置を提供する。
【解決手段】キャビティ型51、コア型52とからなる成形金型50の上方に押し出しユニット60及びダイス61を設定し、ダイス61から下方向に向けて発泡樹脂シートSを押し出し、型開き状態にあるキャビティ型51、コア型52内に垂下状態で供給した後、成形金型50を型締めして、発泡樹脂基材31を所要形状にプレス成形するとともに、コア型52に連設した射出ユニット53から溶融樹脂Mを樹脂通路521を通じてコア型52の型面に設けた凹部522内に射出充填することで、機能性樹脂部材32,33を発泡樹脂基材31の裏面所定位置に融着一体化する。
(もっと読む)
精密ホットプレス装置における転写部の加熱冷却制御方法及び装置
【課題】過加熱及び過冷却を押さえ、急速な加熱及び冷却を可能とする精密ホットプレス装置における転写部の加熱冷却制御方法及びその装置を提供する。
【解決手段】転写部の温度が目標温度に達する前に、加熱手段又は冷却手段によって転写部へ与えた又は奪ったエネルギー量(熱量)と観測された転写部に出入りするエネルギー量とを比較し、両エネルギー量の差から余剰又は過冷却エネルギー量を算出し、余剰又は過冷却エネルギー量に基づいて転写部の加熱又は冷却を行う。転写部の温度は、ヒータ等の加熱手段や冷却手段が出力する加熱又は冷却の熱量、及び熱の伝達時間を計算し、加熱手段から発生する熱量を、冷却にて打ち消すことにより、転写部の温度の目標温度への急速な制御が可能となる。
(もっと読む)
金型を急速に加熱および冷却するシステムおよび方法
【解決手段】 可搬式の金型温度制御ユニットには、局所加熱システムと、第1の流体ダクトと、第2の流体ダクトと、流体交換システムとが含まれる。前記局所加熱システムには、金型を急速に加熱するため使用される流体を加熱する局所ヒーターが含まれる。前記第1の流体ダクトは、前記局所加熱システムにより加熱された高温流体を搬送する。前記第2の流体ダクトは、金型を急速に冷却するため使用される低温流体を搬送する。前記流体交換システムには、加熱および冷却中、それぞれ前記第1および第2の流体ダクトから前記金型へ流体が流れることができるようにする出口が含まれる。前記流体交換システムには、前記金型から戻ってくる前記流体を受容する入口も含まれる。一実施形態において、前記加熱システムは、前記金型から戻ってくる前記流体を再加熱して、前記金型を再び加熱するため再利用する。より特定の一実施形態において、前記加熱システムは、前記金型を加熱するため使用される蒸気を生成する蒸気発生器を含む。別の実施形態において、前記可搬式金型温度制御システムは、前記金型を冷却するため使用される前記流体を冷却する局所冷却システムを含む。より特定の一実施形態において、前記局所冷却システムは、前記金型から戻ってくる流体を冷却して、前記金型を冷却するため再利用する。前記可搬式金型温度制御ユニットを使用する方法についても開示している。
(もっと読む)
車両用灯具反射鏡の成型方法及び当該成型方法で成型された車両用灯具反射鏡
【課題】従来の樹脂で形成する車両用灯具用反射鏡においては、耐熱性とネジレ強度の面からガラスファイバーなど比較的に多量の充填材が用いられ、それにより配光特性が乱れるものとなりアンダーコートなどによる補正に手間が係る問題点を生じていた。
【解決手段】本発明により、耐熱性を強化するため充填剤が添加された樹脂を金型で車両用灯具反射鏡の形状に成形する際に、予めに金型を樹脂のガラス転移温度近傍まで加熱し、その状態で射出を行うと、溶融により流れが良くなった樹脂が金型内を先行し、製品表面に充填剤を含まないスキン層を形成する。従って、樹脂のみで形成された平坦な表面が得られ、鏡面の形成時には充填物による表面荒れを補修するためのアンダーコート工程が省け、生産性と品質とが共に向上する。
(もっと読む)
ネット成形光学物品およびその製造方法
ネット成形光学物品を製造することができる射出成形装置およびその利用方法が開示されている。樹脂の冷却プロファイルを制御することにより、縁部の波打ちによる形状偏差が低減される。本装置は、型穴の縁部に隣接して配置された少なくとも1つの熱制御素子を備えるよう構成されうる。可塑化された樹脂が型穴内に射出された後、型穴の縁部は、型穴の中央部に対して熱的に調節されうる。  (もっと読む)
(もっと読む)
成形装置および成形方法
【課題】熱可塑性素材を成形する成形型部材を効率的に加熱することが可能な成形技術を提供する。
【解決手段】成形面4aおよび成形面8aを対向させて配置された固定型4および移動型8が、周囲に配置された赤外線ランプ14および赤外線ランプ21から照射される輻射熱によって加熱されるようにした成形装置Mにおいて、固定型4および移動型8の各々の側面に、赤外線の陰を生じない形状の受熱部4bおよび受熱部8bを形成し、赤外線ランプ14および赤外線ランプ21(反射ミラー15および反射ミラー22)からの赤外線による輻射熱を効率良く受熱して、固定型4および移動型8を効率よく、均一に加熱することを可能にした。
(もっと読む)
金型用面状カーボンヒータ及びその製造方法ならびに金型装置
【課題】昇温速度特性に優れた面状カーボンヒータと、そのヒータを備えてウェルドラインの無い成形物を効率的に生産することのできる金型装置の提供。
【解決手段】面状カーボンヒータCHを熱源とするヒータユニット4を備える金型装置であり、可動型1および該可動型に対応する固定型2の少なくとも一方に、ヒータユニット4を収容するヒータ収容部27が設けられる。ヒータ収容部27は、ヒータユニット4により加熱される熱伝導性の伝熱壁24bを挟んで可動型1および固定型2の間に形成される製品成形部3と対向する位置にあり、ヒータユニット4は伝熱壁24bに接触する位置と伝熱壁24bから隔たる位置との間を移動可能とされている。又、面状カーボンヒータCHは、電気絶縁性および熱伝導性を有する偏平な耐熱板42内に、カーボン線から成る抵抗発熱体43を埋設して成り、その両端部43a,43aにはリード線44が導電接続される。
(もっと読む)
平面プレス装置および積層装置ならびにそれらを用いた積層方法
【課題】基材の凹凸に起因することなく、積層体を平滑化することができ、また、搬送用の帯状フィルムのコストダウンを図ると同時に、積層された樹脂が帯状フィルムに付着して積層体引き剥がし時に飛散せず、さらに、積層体に帯状フィルムの粗面が転写しない平面プレス装置および積層装置ならびにそれらを用いた積層方法を提供する。
【解決手段】相対向するプレス手段により、基材8aの凹凸面に樹脂層8dを形成してなる積層体をプレスして積層体表面を平滑化する平面プレス装置3であり、一対の帯状フィルムと、これら両帯状フィルム間に積層体を挟持させた状態で両帯状フィルムをその長手方向に搬送する搬送手段と、減圧下で両プレス手段12,13により積層体をプレスするための密閉空間部34を形成する密閉空間形成手段30と、密閉空間部34内を減圧状態に制御する圧力制御手段とを設けている。
(もっと読む)
1 - 20 / 64
[ Back to top ]