
Fターム[4F202AM03]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 成形装置又は装置部材のシール (148)
Fターム[4F202AM03]に分類される特許
1 - 20 / 148
着脱式のブロー成形ステーションを備えるブロー成形装置
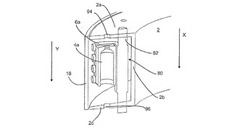
【課題】クリーンルームでの無菌のブロー成形装置へのアクセスを容易する装置及びその方法を提供する。
【解決手段】クリーンルームにおいてプラスチック予備成形物を容器へと形成するために、複数のブロー成形ステーションが配置される可動のキャリア2を備えており、ブロー成形ステーションでは、ブロー金型部分4a、4bを保持するためのブロー金型キャリア部分6a、6bを備え、ブロー金型キャリア部分の少なくとも一方が、ブロー金型を開閉すべく他方のブロー金型キャリア部分に対して可動であり、少なくとも1つのブロー金型キャリア部分を保持するためのキャリア要素82を備えたユニット80が、キャリアへの取り付けまたは取り外しができる。
(もっと読む)
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用

【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
パウダースラッシュ成形装置のシール構造
【課題】主に、簡単な構成で金型との間の隙間をなくすと共にシール力を均一化し得るようにする。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
(もっと読む)
樹脂成形用型の交換方法と交換機構及び樹脂成形装置
【課題】減圧成形手段を採用した樹脂成形装置に搭載して用いられる樹脂成形用の型を樹脂成形装置に対して簡易に且つ効率良く交換する。
【解決手段】樹脂成形用の型4の外方周囲に、係脱具12を介して外気遮断部材10を係脱可能に装設する。そして、型4の交換時には、まず、各型4・8の型面と各外気遮断部材10・11の接合面とを接合させる型締めを行う。次に、型4の外方周囲に装設した外気遮断部材10を係着する係脱具12を取り外してその両者の係着状態を解除すると共に、係脱具14を介して各外気遮断部材10・11の両者を係着する。次に、各外気遮断部材10・11を係着した状態で、各型4・8の型面を離反させる型開工程を行って各外気遮断部材10・11の両者を同時に移動させることにより、型4の外方周囲に装設した外気遮断部材10を型4の外方周囲から退避させて型4交換用の空間部Sを構成する。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】半導体パッケージの成形品質を向上する。
【解決手段】まず、型開きしたモールド金型2にワークWを供給する。また、大きさが均一の粒体樹脂12を計数する。キャビティ凹部11に対応する位置であって、計数した複数の粒体樹脂12を配分して、複数の供給領域A1のそれぞれに供給する。ここで、供給領域A1とその周囲を仕切る段差部B1によって、供給領域A1に供給された粒体樹脂12の動きを規制する。次いで、供給された複数の粒体樹脂12を溶融する。モールド金型2を型締めしてワークWを保持し、溶融した樹脂12が充填されたキャビティ凹部11で、ワークWを樹脂封止する。
(もっと読む)
樹脂注入成形装置およびそれを用いたRTM成形方法
【課題】樹脂注入成形型のシール性能を向上でき、シール材と溝の清掃を不要化可能であり、かつ、シール材の傷つきを防止可能であり、しかも、シール材の装着性を向上させつつ、シール材が成形品と一緒に抜けることを防止可能な樹脂注入成形装置、およびそれを用いたRTM成形方法を提供する。
【解決手段】互いに対向し樹脂が注入されるキャビティを形成する少なくとも一対の型と、一方の型のキャビティ周囲に設けられた溝と、溝中に装着され他方の型の型締めにより押圧されるシール材を備えた樹脂注入成形装置において、シール材の断面形状が、溝の両内側面に沿って延びる側面を有し、シール材装着時の溝からの突出部が矩形に形成されていることを特徴とする樹脂注入成形装置、およびそれを用いたRTM成形方法。
(もっと読む)
インサート成形用金型構造及びインサート成形方法
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
保護部材、案内装置、駆動装置、型締装置、及び、射出装置
【課題】レール及びガイドの異物による破損を防止することが可能な保護部材、案内装置、駆動装置、型締装置、及び、射出装置を提供すること。
【解決手段】型締装置13に用いられる案内装置35は、レール61と、レール61を移動するガイド62と、レール61を挿通可能、且つ、レール61の外周に沿って形成されたレール61の上面及び両側面に近接する開口部67、及び、レール61の長手方向に沿って所定の角度有する側面を有し、ガイド62の移動に伴ってレール61に沿って移動可能な保護部材63と、を備える構成とする。また、当該保護部材63は、駆動装置にも備えることができる。さらに、当該保護部材63は、射出装置12の案内部25にも備えることが可能である。
(もっと読む)
プラスチックレンズの製造方法
【課題】注型重合によりプラスチックレンズを製造する際に重合収縮に伴う各種不良の発生を抑制し得るプラスチックレンズの製造方法を提供すること。
【解決手段】成形型内部のキャビティにプラスチックレンズ原料液を注入し、該キャビティ内で前記プラスチック原料液の重合反応を行うことによりレンズ形状の成形体を得ることを含むプラスチックレンズの製造方法。前記成形型は、2つのモールド、ただし少なくとも一方は弾性樹脂製である、が対向配置され、かつ該2つのモールドの周囲に弾性樹脂製のガスケットが配置されることにより前記キャビティが形成されてなり、前記成形体は、一方の面が凸面であり、他方の面が凹面であり、前記凹面を弾性樹脂製モールドの成形面を転写することにより形成する。
(もっと読む)
圧縮成形機械
【課題】密閉シェル又は密閉シェル内の密封ライナのようなプラスチック物品を成形するための機械を提供する。
【解決手段】金型コア(220)は、中空内部と端壁(224)とを有する形成ピン(222)を含む。通路は、好ましくは、中空チューブ(66)の形態であり、形成ピンの中空内部の中に延び、形成ピンの端壁から離間した位置に密封固定された端部を有する。ポペット弁(254)が、形成ピンの端壁上に配置されている。ポペット弁は、通路内の空気圧に応答して開き、形成ピンの端壁を通る空気の流れを可能にして金型コアからの成形物品の型抜きを助ける。ポペット弁は、形成ピンの端面における外端と通路の端部に隣接する内端とを有する弁要素(256)を含む。バネ(260)が、好ましくは、弁要素を閉鎖位置に付勢する。バネは、好ましくは、弁要素と形成ピンの間に圧縮して捕捉されたコイルバネを含む。
(もっと読む)
注形品の製造方法、金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の生産性を高める。
【解決手段】ポスト型の絶縁スペーサの製造方法は、熱硬化性の注形材料51を加熱された金型25内に加圧補給しながら、この金型25内における注形材料51の外周部分52を熱硬化させて半硬化物53を得る工程と、金型25内で得られた半硬化物53についての熱硬化がその中心部54側へ進行するときに生じる反応熱によって半硬化物53を中心部54から内部発熱させる工程と、金型25内で内部発熱した半硬化物53の熱膨張の発生に応じて、注形材料51の加圧補給を停止させる工程と、加圧補給を停止させた金型25内から半硬化物53を取り出し、この半硬化物53の内部発熱を継続させることによって、中心部54を含む半硬化物53全体を熱硬化させて絶縁スペーサを得る工程と、を有している。
(もっと読む)
樹脂成形品を製造する方法およびそれに用いる金型
【課題】溶融樹脂原料の流動性を向上させることと、成形サイクルを短くすることとのトレードオフの問題に好適に対処した成形品製造方法を提供すること。
【解決手段】射出成形によって樹脂成形品を製造する方法であって、(i)型閉じに際して金型Aと金型Bとを相互に嵌合させて、金型キャビティ空間を形成する工程、および、(ii)樹脂原料を金型キャビティ空間に供して成形に付す工程を含んで成り、工程(i)における金型Aと金型Bとの嵌合に際しては、その嵌合により形成される閉空間の空気を型締めの進行に伴って圧縮し、それによって、金型キャビティ空間を形作る金型表面の温度を上昇させることを特徴とする製造方法。
(もっと読む)
グリスの移動を抑制する部材を備えた射出成形機
【課題】往復運動する可動プラテンが停止した際に、グリスが可動プラテンの外部に押し出されることを抑制することが可能な射出成形機を提供すること。
【解決手段】加熱シリンダ内において加熱・溶融させられた樹脂を金型装置のキャビティ空間に充填し、該キャビティ空間内の樹脂を冷却し固化させることによって成形品を成形する射出成形機において、タイバー15と、タイバー15が挿通する貫通孔を有する可動プラテン7と、を備え、可動プラテン7のタイバー挿通部にグリス溜まり42が設けられ、タイバー15の軸線方向へのグリス44の移動を抑制する隔壁48を前記タイバー挿通部に配設したことを特徴とする射出成形機。
(もっと読む)
シール構造
【課題】例えば発泡樹脂成形におけるように、シール部の形成前後において、弾性シール部材の大なる変形が要求される場合にも、弾性シール部材の耐久性の低下あるいはシール性の低下を緩和ないし防止できるようにしたシール構造を与える。
【解決手段】それぞれの当接面を介して互いに当接されることによりシール部を形成する一対の金型部材の少なくとも一方の当接面に弾性シール部材の収容溝を形成し、且つ該収容溝の側縁に、より浅い付加収容溝を設けることにより、前記一対の金型部材の当接位置ならびに該当接位置より後退した中間位置においてもなおシール部を形成するように構成したことを特徴とする発泡樹脂成形金型用シール構造。
(もっと読む)
射出成形機におけるバルブゲート開閉用バルブピンの押切力制限機構付きピストン装置
【課題】バルブピンを作動させるピストン機構にコイルばね等の緩衝材を組込んだ二重構造とすることにより、バルブピン先端の押切量および押切力の調整を容易とすることができる射出成形機におけるバルブゲート開閉用バルブピンの押切力制限機構付きピストン装置を提供すること。
【解決手段】金型内に設けられるピストン,シリンダにより、バルブピン1を往復動させて射出合成樹脂などの溶融原料を、ゲートを開閉させてキャビティで成形する射出成形機において、シリンダのピストン機構Aは、内蔵するコイルばね等の緩衝材6を介してバルブピン1と接続される前部ピストン4と、前記前部ピストン4と間隔を置いて調節可動する後部ピストン5の二重構造とし、バルブピン1がゲートを閉じる際の押切力の衝撃をピストン機構に内蔵されるコイルばね等の緩衝材6で吸収緩和できるようにして成ることを特徴とする射出成形機におけるバルブゲート開閉用バルブピンの押切力制限機構付きピストン装置。
(もっと読む)
人工大理石プレス成形の方法と装置
【課題】樹脂材料の漏れを防止すると同時に、金型内の空気を排出し、硬化後の人工大理石の表面を平坦平滑にし、空洞が発生せず、さらに材料及び再加工費を節約する人工大理石プレス成形の方法及び装置を提供。
【解決手段】(a)金型と、(b)所定の温度まで加熱した金型により樹脂材料を加熱して樹脂材料を硬化させるための加熱装置18と、(c)金型を所定の圧力で持続的に加圧することで、樹脂材料をプレス成形し、かつ金型を所定の圧力で持続的に加圧する装置16と、(d)伸縮して金型を封止することで、樹脂材料の漏れを防止し、金型との間の間隙から金型中の空気を排出する封止部材と、を備える装置であって、金型が樹脂材料の硬化収縮に追随して所定の圧力で樹脂材料を持続的に加圧すると同時に、封止部材が伸縮して金型を封止することで、金型が樹脂材料を持続的に加圧する際の漏れを防止する、人工大理石プレス成形の方法および装置。
(もっと読む)
成形金型及び樹脂成形品
【課題】 凹状部B1が成形空間A内に位置するように開口部5に嵌挿部材Bが嵌挿された状態であっても、凹状部B1に成形材料が入り込むのを防止することができ、成形品を離型させる際に、成形品が損傷するのを防止することができる成形金型を提供することを課題とする。
【解決手段】 成形材料が充填される成形空間Aを形成する成形壁部4を備え、該成形壁部4には、成形壁部4を貫通して前記成形空間Aに連通する開口部5が形成され、該開口部5は、前記成形空間Aで成形される成形品の離型方向に対して交差する方向に開口する凹状部B1が形成された嵌挿部材Bを嵌挿可能に構成されている成形金型1において、前記凹状部B1の少なくとも一部が成形壁部4よりも成形空間側に位置するように前記嵌挿部材Bが開口部5に嵌挿された状態で、成形空間A側に位置する凹状部B1を閉塞する閉塞部4aが成形壁部4の成形空間A側の開口端部から突出するように形成されていることを特徴とする。
(もっと読む)
ポストキュアインフレータ及びタイヤ製造方法
【課題】ポストキュアインフレータで保持する加硫済タイヤに合わせて、リムを容易かつ効率よく変更する。
【解決手段】ポストキュアインフレータのリムRにより加硫済タイヤのビード部を保持し、加硫済タイヤを膨張させた状態で冷却してポストキュアインフレーション処理する。リムRを、半径方向の内側から外側に順に重ねて装着される複数のリム部材40、50から構成し、処理する加硫済タイヤのビード径に合わせて、リムRのリム部材40、50を重ねて装着又は取り外す。各リム部材40、50により互いに異なるビード径の加硫済タイヤのビード部を保持する。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリ
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に溶融結合される周辺封止部アセンブリ(42)(弾性封止部(44)及び封止部支持部材(46))を備える封入型ガラスアセンブリ(60)を提供する。封止部支持部材は少なくとも90のショアーA硬度を有する材料から形成され、弾性封止部は封止部支持部材よりも低い硬度を示す可撓性材料から形成される。
(もっと読む)
1 - 20 / 148
[ Back to top ]