
Fターム[4F202AM23]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 成形装置の管理 (251) | 評価テスト、シミュレーション (141)
Fターム[4F202AM23]に分類される特許
21 - 40 / 141
変形解析方法及び変形解析プログラム
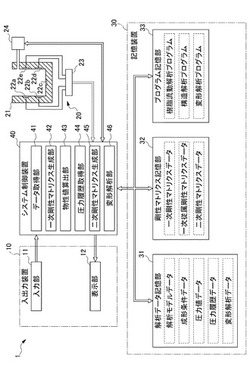
【課題】解析に要する計算量を抑えつつ、解析精度を向上させることができる変形解析方法及び変形解析プログラムを提供する。
【解決手段】データ取得手段(41)が解析モデル及び成型条件に関するデータを取得するデータ取得ステップと、一次剛性マトリクス生成手段(42)が流動解析を行うことにより一次剛性マトリクスを生成する一次剛性マトリクス生成ステップと、物性値算出手段(43)が解析モデルの剛性に関する物性値を算出する物性値算出ステップと、圧力履歴取得手段(44)が圧力履歴を取得する圧力履歴取得ステップと、二次剛性マトリクス生成手段(45)が圧力履歴に応じて解析モデルの剛性に関する物性値を変更すると共に、変更した物性値に基づいて、二次剛性マトリクスを生成する二次剛性マトリクス生成ステップと、変形解析手段(46)が二次剛性マトリクスを用いて、成型品の変形特性を解析する変形解析ステップと、を備える。
(もっと読む)
樹脂成型品の流動解析方法、流動解析装置及び流動解析プログラム

【課題】樹脂成形品表面から微小量突出する2次ウエルドラインの突出高さを予測でき、高い精度の品質評価を可能にできる樹脂成形品の流動解析方法、流動解析装置及び流動解析プログラム等を提供する。
【解決手段】メッシュモデルを用いて成形型のキャビティ内の溶融樹脂を流動解析して成形品表面から微小量突出する2次ウエルドラインの発生を予測する樹脂成型品の流動解析方法であって、成形工程初期に発生する1次ウエルドラインの発生位置を演算する1次ウエルドライン作成工程と、前記演算された1次ウエルドライン発生位置に基づいて、前記樹脂成型品の板厚方向の平均繊維配向度と、前記溶融樹脂の体積収縮率とを用いて2次ウエルドラインの突出高さを演算する2次ウエルド指数差演算工程と、を備えている。
(もっと読む)
表面加工データの作成方法および装置
【課題】可展面でない製品形状であっても、製品表面に歪みの少ない、見栄えの良い絞が形成される表面加工データを作成する。
【解決手段】ポリゴンメッシュ化した製品表面を領域分けし、初期領域AにテクスチャGAをマッピングする。隣接領域Bの境界線を外方へ多重化して初期領域との間に重複領域Dを設け、処理中の領域X(重複領域+隣接領域)を2次元平面に射影してテクスチャGBを割り当てる。重複領域で両テクスチャGA、GBの画素値の差が最小となる最適な境界線FSを求め、最適な境界線でテクスチャGAにつなげてテクスチャGBを処理中の領域Xにマッピングする。最適な境界線を中心に画素値の混ぜ合わせもできる。初期領域と隣接領域とを新たな初期領域として上記を繰り返し、全領域にマッピングしたテクスチャに基づいて変位させたポリゴンメッシュの頂点を結び、絞付与ポリゴンデータとする。
(もっと読む)
インプリント用スタンパおよびその製作方法
【課題】機械加工などによって微細な転写パターンを備えた安価な試作用のインプリント用スタンパを簡単に製作できるインプリント用スタンパの製作方法を提案すること。
【解決手段】インプリント用スタンパの製作方法は、シミュレーション工程(ST3)を行い、これによって求められたゲル素材の形状変化に基づき、液状のゲル素材を機械加工可能な硬度を備えた膨潤状態まで固めて膨潤型1Aを成形する膨潤型成形工程(ST5)と、膨潤型1Aの表面1aに凹凸状の膨潤転写パターン(2A)を形成する膨潤転写パターン形成工程(ST6)と、膨潤型1Aを収縮硬化させて膨潤転写パターン2Aを収縮させることにより、設定寸法の微細転写パターン2Bを備えたインプリント用スタンパ1Bを得る乾燥収縮工程(ST7)を行う。機械加工によってナノメートルオーダーの微細転写パターンを備えたインプリント用スタンパを簡単かつ安価に製作できる。
(もっと読む)
多孔質体に充填された樹脂中に発生するボイド体積変化の予測方法及び多孔質体内の樹脂材料の流動解析方法
【課題】解析を用いたボイドを防止できる条件の選定により絶縁破壊を防止する。
【解決手段】固体部材を加熱した場合のガス発生量またはモル数の時間変化についてのデータベースを予め実験的に構築し、部材からのガス発生量,ガスの比熱比を解析の入力として用いて、固体の部材を加熱した場合の樹脂中のボイド発生を解析で予測することにより、ボイドを防止できる条件の選定を行う。
(もっと読む)
射出成形用金型の製造方法
【課題】ウェルドラインのない樹脂成形品の安定的な射出成形を可能とした射出成形用金型の有利な製造方法を提供する。
【解決手段】ウェルドライン発生キャビティ部分58の予測位置から決定した加熱手段54の埋設概略位置に、収容部60の形成可能領域が確保されているものの、収容部60が未だ形成されていない予備成形用金型を作製した後、この予備成形用金型を用いた予備成形を行って、予備成形品のウェルドライン発生位置からウェルドライン発生キャビティ部分58の正確な位置を見つけ出し、その後、収容部60の形成可能領域のうち、ウェルドライン発生キャビティ部分58の正確な位置に最も近い位置に収容部60を形成し、更に、この収容部60内に加熱手段54を収容するようにした。
(もっと読む)
成形条件設定方法
【課題】金型を取り付けた際の型締力の調整時間を短縮することができる射出成形機の制御方法を提供すること。
【解決手段】型締装置(10)のトグルサポート(15)の固定位置を移動して目標型締力に近づくように型締力を調整する。トグルサポート(15)の移動量に応じて金型保護位置を変更する。型締力の調整は、規準金型を型締装置(10)に取り付けて得られた、押込量と対応する型締力との関係から求められた第1の型締力設定値に基づいて行なわれる。型締力の調整は、第1の型締力設定値を用いて型締を行ない、実際の型締力を検出して得られた型締力検出値と目標型締力との差に基づいて行なわれることとしてもよい。
(もっと読む)
流体流動過程の解析方法、解析装置及び解析プログラム
【課題】樹脂と金型との間の伝熱の影響が大きい流体の流体流動過程における流動解析を良好に行うことができる解析方法、解析装置及び解析プログラム、特に、樹脂射出成形工程における樹脂流動過程を解析する解析方法、解析装置及び解析プログラムを提供すること。
【解決手段】流体が流動する金型のキャビティの少なくとも一部を複数の微小要素に分割してなる3次元モデルを構築するモデル構築工程と、前記金型により製作される製品の厚みを規定する前記キャビティの厚みを算出する工程と、前記流体と前記金型との間の熱伝達率を、前記キャビティの厚みを含む関数により決定する工程とを備えた解析方法によって、金型のキャビティ内における流体流動過程を解析する。
(もっと読む)
綾織布地調シートの作成方法および装置
【課題】 コンピュータを用いて擬似的に、充分な深さを持ち、皺やよれのない、特に綾織りの布地調シートを自由なデザインで作成する。
【解決手段】 布領域のサイズ、基本糸幅、基本糸を構成する微細糸の幅等のパラメータを入力する(S11)。各画素について、どのブロックに属するかを特定する(S12)。各画素の特定されたブロック内における相対位置を算出する(S13)。その糸領域がどのような糸領域であるかを確認し(S14)、横糸領域である場合は変数を入れ替え(S15)、縦糸領域である場合は、糸方向の位置をずらす(S16、S17)ことにより、糸領域内における相対位置を算出する。さらに画素の高さを算出する(S18)。ステップS12〜S18の処理を全画素に対して行って布地立体形状を作成し、これを二値化または多値化した後、エッチングまたは彫刻を行ってエンボスシリンダを作成する。
(もっと読む)
光学素子の製造方法及び画像形成装置
【課題】 光走査装置に用いられる光学素子を射出成形により製造する際、像面湾曲、波面収差、そして走査線の曲がり等の低減が容易な光学素子の製造方法及び画像形成装置を得ること。
【解決手段】 光走査装置に用いられる光学素子の製造方法において、
前記光学素子は、光軸を含む母線の上を光束が通過することなく、かつ射出成形にて作成される光学素子であり、前記光学素子を射出成形する際は、イニシャル成形工程を初めとする種々の工程を用いて成形されること。
(もっと読む)
防眩フィルムの製造方法、防眩フィルムおよび金型の製造方法
【課題】優れた防眩性能を示しながら、白ちゃけによる視認性の低下を防止でき、高精細の画像表示装置に適用した場合においても、ギラツキを発生せずに高いコントラストを発現することができる防眩フィルムの製造方法、ならびに、当該製造方法において好適に用いられる金属金型の製造方法を提供する。
【解決手段】2種以上のセグメントからなるブロック共重合体をモデルとして、計算機シミュレーションによりブロック共重合体のミクロ相分離構造を計算する工程と、該ミクロ相分離構造に基づいて、エネルギースペクトルが空間周波数0.025〜0.125μm-1の範囲内において極大値を示すミクロ相分離パターンを作成する工程と、該ミクロ相分離パターンを用いて、透明基材上に凹凸表面を形成する工程とを含む防眩フィルムの製造方法、および当該製造方法において好適に用いられる金属金型の製造方法を提供する。
(もっと読む)
熱硬化性樹脂の射出成形性評価用金型
【課題】 本発明の目的は、金型への充填方向を変更することにより、樹脂充填性への影響(泡の巻き込み方)を評価できることを可能にした金型であり、さらには量産を意識した多数個取り成形を想定し、成形品のバラツキ性も同じ金型で評価できることを提供するものである。
【解決手段】 本発明は樹脂を成形するための金型であって、
1)金型内には最低2個以上の同形状のキャビティが存在する、
2)キャビティはずべて樹脂の充填開始部から同じ距離に存在するようにゲート、およびランナー部が存在する、
3)キャビティの最終充填部にはエアベント、及びオーバーフロー溝は存在しない、
ことを特徴とする液状熱硬化性樹脂の射出成形性評価用金型。
また、4)キャビティ、ランナー部、ゲートなど樹脂の充填ルートにはエジェクターピンは存在しないことも好ましい。
(もっと読む)
充填成形後の突き出しのシミュレーション
相変態/凝固と組み合わせた充填成形および冷却後の部品の突き出しをシミュレートする方法、装置、およびソフトウェア製品。解決領域の幾何学的形状を定義する3次元コンピュータモデルが提供され、境界条件が特定される。解決領域が、メッシュ化され、材料の物理データが取り込まれる。静的平衡方程式が解かれ、部品に対する突き出しプロセスの影響が計算される。 (もっと読む)
ジェッティング現象の発生の有無を判定する方法
【課題】最適な成形条件を決定するために、ジェッティング現象の発生の有無を正確に判定する方法を提供する。
【解決手段】複数の成形条件での、前記プラスチック成形用金型のキャビティ内の所定の位置における前記溶融樹脂材料のせん断応力を流動解析により算出するせん断応力導出工程と、それぞれの前記成形条件で前記樹脂材料を実際に射出成形しジェッティング現象の発生の有無を確認する確認工程と、前記確認工程の結果から、ジェッティング現象が発生する場合のせん断応力の最小値と、ジェッティング現象が発生しない場合のせん断応力の最大値と、の間のせん断応力を、ジェッティング現象の発生の有無を判定するための閾値として求める閾値導出工程と、を備える方法で判定する。
(もっと読む)
金型の熱解析方法、および金型の熱解析プログラム
【課題】各解析対象部位の熱伝達係数を容易に短時間でそれぞれ適切な値に設定して、精度よく金型の熱解析を行うことができる方法およびそのプログラムを提供する。
【解決手段】金型モデル1を準備し、この金型モデル1の冷却構造2の各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・をその内部を流通する冷却流体の流速に基づいて分類し、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・の熱伝達係数をそれぞれ求め、各分類A、B、Cにおいて、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・を流通する冷却流体の流速のうちで最も高い頻度の冷却流体の流速に対応する熱伝達係数を求めてこの熱伝達係数を高頻度特性対応熱伝達係数として設定し、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・を、それぞれ属する分類A、B、Cに設定された高頻度特性対応熱伝達係数を用いてCAEにより熱解析する。
(もっと読む)
成形型及び成形品の製造方法
【課題】非可展面を備える成形型をプレス成形に適した形状に修正することにより、しわや亀裂を低減した良質な成形品の製造を可能とした成形型及び成形品の製造方法を提供することを目的とする。
【解決手段】第1の可展面と、第2の可展面と、第1の可展面及び第2の可展面を接続する非可展面とを備える成形型において、第1の可展面と非可展面と第2の可展面とを繋ぐ方向に配される複数の平面と非可展面との交線の長さが全て一致するように、非可展面の形状を修正する。
(もっと読む)
光学素子の製造方法
【課題】 光走査装置に用いられるプラスチックより成る光学素子を成形用金型を用いて射出成形して製造するとき、像面湾曲が低減でき、更にfθ特性を十分に満足した光学性能を有する光学素子を容易に製造することができる光学素子の製造方法を得ること。
【解決手段】 光走査装置で使用される光学素子を成形用金型を用いて射出成形にて製造するとき、成形条件を設定するイニシャル成形工程と、光学機能面の曲面モデルを決定する形状近似工程と、鏡面駒の形状を補正加工する第1の補正工程と、焦点ずれ量測定工程と、焦点ずれ量の敏感度を算出する敏感度算出工程と、非球面係数を再設計する再設計工程と、鏡面駒の形状を補正加工する第2の補正工程と、第2の補正工程で得られた鏡面駒で射出成形を行う本成形工程とを有すること。
(もっと読む)
ブロー成形用樹脂型
【課題】製作数が少ないブロー成形製品を安価にかつ短時間で、さらに良好な仕上がり状態で得ることができるブロー成形用型を提供する。
【解決手段】光硬化性液体樹脂を光照射によって硬化させる光造形によって製品成形部2と製品成形部2の外周側に連なる型本体10とを一体成形されている。
(もっと読む)
成形体の離型装置
【課題】超音波振動装置によって適切な周波数を付与しながら成形体の離型を行う離型装置を提供する。
【解決手段】
離型装置1は、パンチ2と、金型3と、突き出し機構4と、超音波振動子5aを有した超音波振動装置5と、を備える。金型3には、例えば金属粉末6が充填されかつパンチ2によって金属粉末6が押し固められる金型内空間が設けられている。突き出し機構4は、金型3に設けられた貫通孔3cに挿通された突き出し部4aによって金型内空間3aから金属粉末6を外方に突き出す。超音波振動子5aは、金型3の外壁部3dに取り付けられ、超音波振動装置5の周波数は、金型3の共振周波数である。また、超音波振動装置5の周波数が既定値であった場合には、金型3は、金型3の共振周波数が超音波振動装置5の既定周波数になるように金型3が設計変更される。
(もっと読む)
金型精度の診断方法
【課題】 事故を事前に予防する観点から診断可能にして金型に対する十分な診断能力を確保するとともに、部品コスト面及び製造コスト面の双方の有利化を図る。
【解決手段】 型締装置Mcに取付ける金型Cの精度を診断するに際し、型締装置Mcに備える可動盤2mを、予め設定した所定の移動条件により移動させて初期状態における所定の物理量を順次検出して基準データを得るとともに、この後、診断対象となる金型Cを取付けた可動盤2mを、所定の移動条件により移動させて非初期状態における所定の物理量を順次検出して診断データを得、得られた基準データDsと診断データDdの偏差Et,Efに基づいて金型Cの精度を診断する。
(もっと読む)
21 - 40 / 141
[ Back to top ]