
Fターム[4F202AR08]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 速度 (193)
Fターム[4F202AR08]の下位に属するFターム
回転速度(←回転数) (46)
加速度 (10)
Fターム[4F202AR08]に分類される特許
121 - 137 / 137
ハイブリッドモデルを使用してプロセスシミュレーションを行うための装置および方法
本発明は、ハイブリッド・モデルを使用してプロセス・シミュレーションおよび構造解析を実行するための装置および方法を提供する。例えば、本発明の方法は、プラスチック部品または金型空洞の表現を、簡略化した解析を実行できる部位とより複雑な解析が必要とされる部位という2つの部位へと分割することによって、ハイブリッド・ソリューション・ドメインを自動的に定める。この方法は、部品または金型の表面を記述する任意の形式のCADデータを、入力として使用することができる。さらに本発明は、ハイブリッド・ソリューション・ドメインを自動的に生成し、このドメインを自動的に切り分け、さらにこのソリューション・ドメイン内のプロセス変数の分布を解くことによって、金型空洞内の流体の流れをシミュレートするための方法を提供する。 (もっと読む)
金型装置

【課題】 軸線に対して平行なウエルドラインは、製品上の見栄えは良好なものとしているが、そのウエルドラインの端部からの割れなどが発生しやすく些か改善の余地があった。特に、ウエルドラインの端部に他の部材を螺合する場合などは、他の部材の螺合による回転作用によって、ウエルドラインに回転動作に伴う応力が発生し、強いては、その部分から割れが発生してしまい製品としての価値を著しく悪くしてしまっていた。
【解決手段】 成形品を形成するキャビティー内に樹脂を流入するゲート孔と、そのゲート孔と連通するランナー孔が複数形成された金型装置であって、その少なくとも1つのゲート孔、或いは、ランナー孔の内径を異ならしめた金型装置。
(もっと読む)
多層構造をもつ樹脂成形体の成形方法及び樹脂成形体

【課題】発泡樹脂成形体の振動特性、光の透過性、熱伝導性、音の透過性、剛性を部分的に変化させる。
【解決手段】表面を形成するスキン層3とその内部を形成する発泡層1からなる樹脂成形体に関し、前記成形体の成形過程中における溶融樹脂の流動方向を変化させて所望の位置にスキン層の合流部2を形成し、合流部と合流部以外の部分との樹脂密度を5%以上変化させる成形方法を提供する。
(もっと読む)
樹脂封止方法
【課題】 簡略な工程で電子部品を樹脂封止できる樹脂封止方法の提供。
【解決手段】 固定型及び可動型を備えた金型を用い、インサート成形法を適用し、平板状ワークの所要部分を被覆する樹脂封止方法であり、
固定型及び可動型を貫通して設けられた一対以上の突出ピンを両方向から突き出すことにより、金型内のキャビティに装填された平板状ワークを両面側から支持した後、樹脂を充填すると共に、充填完了直前に突出ピンを引き抜くことにより、平板状ワークの両面を被覆する樹脂封止方法
(もっと読む)
射出成形機を運転するための方法
本発明は、射出成形機を運転するための方法であって、特に射出成形機の型締のための方法であって、目標量検出フェーズで、成形型の型移動距離の少なくとも1つの区分に沿って目標量経過を検出し、これに続く運転フェーズで、検出された目標量経過に従い射出成形機を運転させる形式のものにおいて、少なくとも1つの初期量の設定経過を設定し、成形型を測定走行において、初期量の設定経過に対応させて駆動し、測定走行中、結果として生じた目標量の少なくとも1つの値を測定し、記憶し、目標量の測定された値から、移動距離区分に沿った目標量経過を形成する、ことを特徴とする。  (もっと読む)
(もっと読む)
プラスチック製品の製造装置および製造方法
少なくとも1つのランナチャンネル(14B)が終端する少なくとも1つのモールドキャビティ(11)が設けられる金型(2)を備え、さらに、所定量の少なくとも部分的に可塑化されたプラスチックを、前記ランナチャンネルに動作的に供給するプレス装置(18)が設けられ、前記プレス装置(18)と前記少なくとも1つの金型(11)との間には、前記プレス装置(18)から供給される可塑化プラスチック(24)を一時的に蓄える少なくとも1つのバッファチャンバ(13)が設けられ、可塑化プラスチック(24)を、前記少なくとも1つのバッファチャンバ(13)から少なくとも1つのモールドキャビティ(11)内に圧入する少なくとも1つの移動体部材(21)が設けられることを特徴とするプラスチック製品の製造装置。  (もっと読む)
(もっと読む)
フィルムの製造方法
【課題】 孔径が略均一のハニカム構造フィルムを得る。
【解決手段】 ポリ−ε−カプロラクトンと両親媒性ポリアクリルアミドとを有機溶媒に溶解させて高分子溶液21を調製する。高分子溶液21を流延ダイ25から流延ベルト26上に流延してキャスト膜40を形成する。送風吸引機30から風35をキャスト膜40に送風して結露させ、水滴を生じさせる。流延ベルト26の移動速度に対する乾燥風41の相対速度を並流で5m/minに調整する。キャスト膜40中に乾燥風41の水分が結露して水滴が形成される。キャスト膜40中の有機溶媒が蒸発された後に水滴を蒸発させることでハニカム構造のフィルム12を得ることができる。
(もっと読む)
圧縮成形システム
【課題】 合成樹脂供給装置(6)における切断・保持手段(38、138)から離脱して落下せしめられる合成樹脂(84、184)を圧縮成形装置(2)における成形金型手段(12、112)の所要部位に充分精密に位置せしめることができる圧縮成形システムを提供する。
【解決手段】 切断・保持手段の回転中心を圧縮成形装置における成形金型手段の円形軌跡(14、114)の中心と実質上合致せしめると共に、切断・保持手段の回転方向及び回転角速度を成形金型手段の回転方向及び回転角速度と実質上合致せしめ、所要角度範囲に渡って円弧状に存在する樹脂供給域(16、116)においては、切断・保持手段の半径方向位置を成形金型手段の円形軌跡に整合せしめ、かくして切断・保持手段が成形金型手段の所要部位に整合してその上方に位置して移動するように構成する。
(もっと読む)
射出発泡成形方法及び射出発泡成形機
【課題】 複数の樹脂充填容量の異なる金型キャビティに、順次発泡性樹脂を射出充填する射出成形機による射出発泡成形時に、成形品の表面にスワールマークやシルバーが現れることを防止できるような射出発泡成形方法及び射出発泡成形機を提供することを目的とする。
【解決手段】 射出ユニットから金型ユニット内の金型キャビティ内へ発泡性溶融樹脂を射出して成形品を成形する射出発泡成形方法において、金型キャビティへ加圧された発泡性樹脂を射出充填するとき、金型キャビティ内の樹脂流動先端部が金型キャビティ内の末端に到達する時間を発泡生成時間より格段に短くし、金型に接する樹脂表面における発泡気泡が成長する前に樹脂表面が固化し、成形品のコア部は成長した気泡が満ちた発泡樹脂材となるように樹脂射出充填速度を制御することを特徴とする。
(もっと読む)
射出延伸吹込成形機及び方法
【課題】射出成形されたプリフォームを吹込ステーションにおいて延伸する際に、前記プリフォームを多段階に分けて延伸させるようにして、該プリフォームの温度分布や肉厚が不均一であっても、均一な肉厚の最終成形品を成形することができ、加熱ステーションを必要としないようにする。
【解決手段】固定金型13が取り付けられる射出金型支持装置と、可動金型が取り付けられる吹込金型支持装置と、射出用コア型及び吹込用ガイドを備え、前記射出金型支持装置と前記吹込金型支持装置との間に配設される中間型支持装置とを有し、射出成形によって成形された中間成形品に延伸吹込成形を行って最終成形品を成形する射出延伸吹込成形機10であって、前記中間成形品を多段階に分けて延伸させる制御装置を有する。
(もっと読む)
金型閉鎖位置の基準値設定方法
【課題】 常に正規の基準値を確実に設定して正確な型締力を安定して設定するとともに、金型交換から生産開始までに要する段取作業の単純化により省力化及び作業効率化の向上に寄与する。
【解決手段】 トグル式型締装置Mcにより金型Cを閉じる際に可動型Cmと固定型Ccがタッチする金型閉鎖位置Xcの基準値Dsを設定するに際し、金型Cに対する圧受盤2の位置を自動で設定する自動型厚調整工程S01を実行し、この自動型厚調整工程S01が終了したなら、金型閉鎖位置Xcを自動で検出する自動閉鎖位置検出工程S03を続けて実行するとともに、この自動閉鎖位置検出工程S03により検出した金型閉鎖位置Xcを基準値Dsとして設定する。
(もっと読む)
トグル式型締装置の型厚調整方法
【課題】 型厚調整に要する時間短縮により作業工数の削減及び生産効率の向上を図るとともに、誤差の入り込む余地を排除し、十分な正確性及び安定性を確保する。
【解決手段】 トグルリンク機構3を伸長させた状態で圧受盤2を後退位置Xrから高速となる第一速度Vhで前進させ、圧受盤2が金型閉鎖位置Xcに達したなら所定の距離Lsだけ後退させる第一工程T1と、この第一工程後、圧受盤2を低速となる第二速度Vsで前進させ、金型閉鎖位置Xcに達したならトグルリンク機構3を屈曲させて所定の距離Lrだけ型開きを行うとともに、この後、目標の型締力を得る締め代分に相当する距離Lcだけ圧受盤2を前進させる第二工程T2を備える。
(もっと読む)
ディスク成形金型
【課題】 光ディスクの内周部の温度を上昇させることなく外周部の転写率を向上させ、ピットやグルーブの変形が生じ難く且つ成形サイクルを短縮させて生産効率を向上させるディスク成形金型を提供する。
【解決手段】 本発明のディスク成形金型100は、可動金型5および固定金型3とからなり、金型100内に形成された空隙部13に樹脂材料を射出することによって光ディスク成形品を成形する。情報記録溝を有するスタンパ11が取り付けられる側の金型3において、スタンパ11の外周部が接する金型ミラー面3dと金型温度調節用配管路25の間に空間層83を設け、また必要に応じて空間層83に所定の温度に加熱された熱風を供給して、ディスク外周部の温度をディスク内周部の温度よりも高くする。
(もっと読む)
射出成形機
【課題】 金型内の樹脂に、超高速振動による大きな振動エネルギーを付与可能とすること。
【解決手段】 金型内に溶融樹脂を射出充填する射出成形機において、金型の少なくとも一部、例えば中子金型に振動を与えるための駆動源にリニアモータを用いて、樹脂の一面全体に接触する中子金型によって、金型のキャビティ内の樹脂全体に振動エネルギーを付与するように構成するとともに、前記リニアモータは、巻線が巻回された固定子と、該固定子に対して直線移動する可動子とからなり、前記固定子は、磁極歯同士が対向する複数の対向部を有すると共に、複数の対向部は、隣り合う対向部の磁極歯が互い違い構造をとり、前記対向部を構成する磁極歯の間に、永久磁石を有する直線状の前記可動子が配置されたものとする。
(もっと読む)
マイクロ複製のための工具を製造する方法
硬質面内に三次元成形用パターン(N)を電気機械彫刻することを含む方法。該硬質面は、該三次元成形用パターン(N)に従ってマイクロ複製するように構成されている。該成型用パターンは、光再指向フィルム(2)の光学素子(5)のマイクロ複製用となることができる。 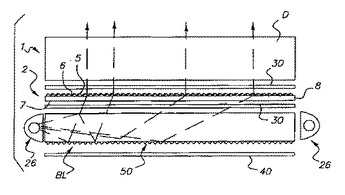 (もっと読む)
(もっと読む)
マイクロニードルアレイの成形方法
マイクロニードル形態のネガ像を特徴とするネガ型インサート(44)を提供することを含む、成形可能なマイクロニードルアレイ(54)の製造方法を記載するが、ここで、マイクロニードルの少なくとも1つのネガ像は、約2:1〜約5:1のアスペクト比を特徴とする。ネガ型インサート(44)を使用して、ネガ型キャビティ(42)の構造化表面を画成する。加熱されたネガ型キャビティの中に溶融プラスチック材料を射出する。その後、溶融プラスチック材料を冷却して金型インサートから取り外し、成形されたマイクロニードルアレイ(54)を提供する。本発明のマイクロニードルアレイの一使用法は、薬剤又は他の物質を送達するため、および/又は、皮膚を通して血液又は組織を抽出するために皮膚を貫通することを含む。  (もっと読む)
(もっと読む)
型締装置
【課題】 可動プラテンがストッパの先端に当接する際の衝撃が小さく、繰り返しの使用によっても、ストッパや可動プラテンが折損することがない型締装置を提供する。
【解決手段】 可動金型52の型開き量を検出する型開き量検出センサ21と、型開き量検出センサ21の検出結果に基づいて可動金型52がストッパ17に当接する際の可動金型52の速度を駆動源16を操作することによって制御する型開き制御回路30とを有している。
(もっと読む)
121 - 137 / 137
[ Back to top ]