
Fターム[4F202AR08]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 速度 (193)
Fターム[4F202AR08]の下位に属するFターム
回転速度(←回転数) (46)
加速度 (10)
Fターム[4F202AR08]に分類される特許
61 - 80 / 137
射出成形樹脂歯車の成形方法及び射出成形樹脂歯車
【課題】ウェルドラインを歯の歯先面に生じさせる。
【解決手段】インサート6をキャビティ22内の所定位置に収容した後、ピンポイントゲート26からウェブを形作るためのキャビティ部分32に溶融樹脂を射出する。そのキャビ部分32から歯を形作るキャビティ部分34へ向かう溶融樹脂の流れをキャビティ22内に出っ張る突起33によって絞り、ウェブ側のキャビティ部分32から歯側のキャビティ部分34へ向かう溶融樹脂の流れの流動速度を略均一化し、この流動速度が略均一化した溶融樹脂の流れを、インサート6に形成した溶融樹脂誘導路でキャビティ22内の歯の歯底面40に対応する部分へ案内し、歯を形作るインサート6の外周面に樹脂を被覆すると共に、歯の歯先面にウェルドラインを形成するようにした。
(もっと読む)
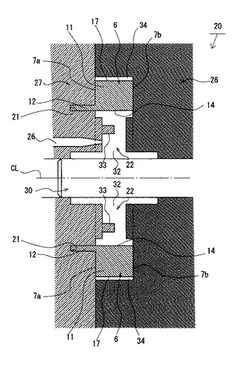
多材質射出成形機および多材質射出成形機の制御方法

【課題】回動型をサーボモータにより移動可能な多材質射出成形機を提供する。
【解決手段】本発明の多材質射出成形機は、固定型10、可動型9、及び、固定型10と可動型9との間で回動する回動型11からなる金型を用いて多材質成形品を成形する射出成形機であって、前記固定型10に当接して溶融材料を射出する第1射出装置2と、前記可動型9に当接して溶融材料を射出する第2射出装置30と、サーボモータおよびボールネジによる回動型11の移動手段13と、前記回動型11を介して前記固定型10と前記可動型9を圧締する圧締手段4とからなる。
(もっと読む)
電子写真用導電ローラとその製造方法
【課題】周方向の抵抗ムラが小さい電子写真用導電ローラとその製造方法を提供する。
【解決手段】円筒状のパイプ(7)とパイプの両端にそれぞれ配設された軸芯体を保持するための二つの駒(8a)(8b)とを有する金型を用い、前記パイプに沿って軸芯体を金型内に設置し、前記二つの駒(8a)(8b)の一方に設けられた注入穴より樹脂層材料を金型内に注入し、金型を加熱することにより樹脂層材料を硬化させて軸芯体の周りに樹脂層を形成する工程を有する電子写真用導電ローラの製造方法において、樹脂層材料が、粘度、フィラー充填量及び10%硬化時間が特定の範囲にある付加反応型液状シリコーンゴムであり、樹脂層材料を金型に注入する平均速度が特定の範囲にあり、樹脂層の長さ、樹脂層の厚さ並びに注入側、中央部及び出口側の加熱温度(T1)(T2)(T3)が特定の関係を満たす電子写真用導電ローラの製造方法。この方法で製造されたローラ。
(もっと読む)
積層樹脂成形体の製造方法
【課題】表皮層と樹脂発泡体とが積層された積層樹脂成形体を効率よく且つ歩留まりよく製造する。
【解決手段】成形装置10を構成する下型12、第1横型14、第2横型16及び上型18によって、キャビティ20が形成される。このキャビティ20は、水平方向に延在する水平部24と、該水平部24から略垂直に立ち上がった第1鉛直部26及び第2鉛直部28とを有し、第1鉛直部26の鉛直方向寸法は、第2鉛直部28に比して大きく設定されている。上型18には、水平部24の略中央部に対応する部位に注入機32が設置される一方、第2鉛直部28に対応する部位に送気管40が設けられる。注入機32から原材料38が射出される際、送気管40を介して第2鉛直部28に圧縮エア等のガスが導入され、このガスにより原材料38が第1鉛直部26側に押圧される。
(もっと読む)
二型搭載射出成形機の金型交換装置
【課題】可動型盤側の金型と、固定型盤側の金型の二型を搭載する二材射出成形機またはスタックモールド用成形機等の金型交換に関し、特に、短時間で二組の金型を交換可能にする自走金型交換装置を提供する。
【解決手段】射出成形機10に近接し且つ平行に配設されたガイドレース2に沿って移動可能な金型交換台車1と、金型(1)〜(4)を少なくとも3組同時に搭載可能な複数の荷台1a〜1dと、当該荷台の全てに付設されて隣接する射出成形機との間で金型を搬出・搬入するフリーローラベルトコンベア60L、60Rとを備え、前記金型交換台車1の往復時間と、金型積み替え作業時間の両方が不要になり、当該射出成形機の金型交換による停止時間が、大幅に短縮される効果がある上、複数台の成形機に対する交換用金型を同時に載置できることから、倉庫内の金型積み替え作業時間を短縮できる。
(もっと読む)
導光板の成形金型
【課題】 射出成形では導光板の板厚に略等しい薄いキャビティに高速で樹脂を射出充填するために、スプルの直径を太くして溶融樹脂の流動損失を小さくする必要と、キャビティとスプルに保圧をかける必要があり、その結果、スプルが完全に冷却固化されるまでに時間がかかり過ぎるという問題を解消する。
【解決手段】 容積可変に設けられたキャビティ形成部16a,42aに対してランナ形成部32,54を介して接続され、注入孔44cの直径P1aが1.6〜2.6mmでありランナ接続部44dの直径P1bが3.6mm以下であって中心線に対する抜き勾配を有する内孔44aを備えるとともに周囲に独立した冷却媒体流路51とが備えられたスプルブッシュ44を有する導光板の成形金型11により、成形品容積が7.8cm3以下の導光板P,Pを成形する。
(もっと読む)
フィルムの剥離方法
【課題】鋳型表面うえに形成した樹脂皮膜がカバーフィルム側に移行させることなくカバーフィルムを連続的に剥離する効果的な技術を提供する。
【解決手段】
樹脂皮膜原料を鋳型の表面に塗布し、その上にカバーフィルムを密着させ、重合硬化させて樹脂皮膜とした後、カバーフィルムを剥離後、その上に基材樹脂板原料を注入し重合硬化する樹脂板の製法において、樹脂皮膜面と、剥離したカバーフィルムを引き取るための引取りロールに向かって移動するカバーフィルムの樹脂皮膜面から剥離した側の面とがなす角を剥離角度Xとする時、前記引取りロールに向かって移動する前記カバーフィルムの面と、固定された変位センサー間の距離を測定し、該距離の変化によって前記カバーフィルムの引き取り速度を変えて、前記角度Xを90度〜180度の範囲に保持するフィルムの剥離方法。
(もっと読む)
射出成形機
【課題】成形品突き出し装置の突き出しロッドの取り付け状態および突き出しストロークの設定前進位置が使用金型に適したものに設定するまで、安全な成形品突き出し動作をさせる。
【解決手段】可動盤に金型が取り付けられたときレジスタR1はONに設定される。突き出し動作の前進位置の設定値が変更になったときレジスタR2はONに設定される。レジスタR1又はレジスタR2がONのときは、小さい突き出し力TL、低速の突き出し速度VLとして、突き出し動作を実行する(a4〜a10)。突き出し位置を検出し、検出位置が設定前進位置に達した後は、レジスタR1、R2はOFFにされ、設定された突き出し力、突き出し速度で、突き出し処理(a8、a9、a1〜a3)が実行される。これにより誤設定で金型や突き出し装置を破損させたり、金型の落下を防止する。
(もっと読む)
タイヤ加硫成型装置及び加硫成型方法
【課題】半径方向に移動可能な複数のセクターモールドを使用して加硫成型したタイヤとセクターモールドとの離型性を向上させる。
【解決手段】加硫モールド5を、一対のサイドモールド10、11と、複数のセクターモールド21とから構成し、各セクターモールド21を半径方向に移動可能なセグメント23、24により保持する。各セグメント23、24の背面に互いに傾斜角度が異なる傾斜面23A、24Aを形成し、それらを囲んでアウターリング35を配置する。アウターリング35に各傾斜面23A、24Aと摺動可能に係合する傾斜面35Aを形成し、アウターリング35を上下動させて互いの傾斜面同士を摺動させ、セグメント23、24を半径方向外側に各傾斜面23A、24Aの傾斜角度に応じた速度で移動させて、各セクターモールド21を加硫成型後のタイヤから順次離型させる。
(もっと読む)
射出成形方法及び光学素子
【課題】書面に垂直方向に対して傾斜した…目視可能とする。
【解決手段】本発明に係る射出成形方法は、熱可塑性樹脂中に無機微粒子が分散された有機無機複合材料を成形する射出成形方法であって、前記熱可塑性樹脂のガラス転移温度Tgより高い温度に保たれた金型1のキャビティ26に前記有機無機複合材料を射出する工程と、金型1の温度が前記熱可塑性樹脂のガラス転移温度Tg以下になるまで金型1を冷却する工程と、金型1のキャビティ26から前記有機無機複合材料で構成された成形品を取り出す工程と、を有し、金型1を冷却する工程における平均冷却速度が0.4〜3.0K/secである。
(もっと読む)
移動体の移動動作確認方法
【課題】成形品取出機のような物品搬送装置の高速移動する移動体の移動動作を人間の肉眼で目視できるようにする。
【解決手段】物品搬送装置30の移動体11が高速移動して物品10の取り出し等を行う移動体11の移動動作確認方法であって、移動体11が所定の停止位置まで高速移動する移動動作を高速カメラ13により高速撮影し、この高速撮影した映像を、物品搬送装置30を操作等する操作装置12の表示画面25上にスロー再生する。これにより、作業者等の人間の肉眼では監視困難であった高速移動する移動体11の移動動作を人間の肉眼で目視することができる。
(もっと読む)
固定子のモールド成形装置、及び成形方法
【課題】供給流量増加した場合にも流速の上昇を抑制可能な固定子のモールド成形装置、及びその成型方法の提供。
【解決手段】固定子コア13の外周部を挟む可動型22及び固定型21を備え、可動型22及び固定型21とで固定子コア13を挟んで形成するキャビティ26にモールド樹脂を充填することで、固定子コア13の端面から突出するコイルエンド部を樹脂モールドする固定子10のモールド成形装置において、モールド樹脂の通過する最小流路幅L2部分を、可動型22と固定型21が構成する隙間であって、可動型22の可動方向に交差する導入路27に配置する。
(もっと読む)
射出成形機
【課題】射出の完了から、製品取り出し機による一連の製品取り出し動作の完了までの間に、成形機にアラームが発生した場合にも、製品を金型から取り外して製品をマシン外に持ち出すことを可能とし、以って、アラーム発生時に作業者にかかる負担を大幅に軽減できる、ユーザフレンドリィなマシンを実現すること。
【解決手段】射出の完了から、製品取り出し機による一連の製品取り出し動作の完了までの間に、成形機にアラームが発生した場合には、型開き動作と、製品突き出し手段の突き出し/戻しの動作と、製品取り出し機による一連の製品取り出し動作とを、実行・完了させ、この後、成形機の運転を停止させる。
(もっと読む)
樹脂流動解析プログラム、樹脂流動解析装置、及び樹脂流動解析方法
【課題】微細な形状の転写が要求される射出成形において、適切な成形条件の導出を支援することのできる樹脂流動解析プログラム、樹脂流動解析装置、及び樹脂流動解析方法の提供を目的とする。
【解決手段】射出成形機における成形条件を入力させ、記憶装置に記憶する成形条件入力手順と、解析空間を規定する解析空間情報を入力させ、記憶装置に記憶する解析空間情報入力手順と、前記解析空間を複数の微小空間に分割する解析空間分割手順と、複数の前記微小空間のそれぞれに空気、又は樹脂のいずれかの物質を配置する物質配置手順と、前記成形条件に基づいて、複数の前記微小空間のそれぞれについて、当該微小空間に配置されている物質に関して圧縮性流体の運動方程式を質量保存及びエネルギ保存式と共に解き、当該微小空間の物質の状態を示す情報の値を算出する解析手順とをコンピュータに実行させることにより上記課題を解決する。
(もっと読む)
射出成形方法
【課題】シルバーラインの発生を抑制することができる射出成形方法を提供する
【解決手段】樹脂(10)の射出充填中において金型(20)のキャビティの表面の温度が樹脂(10)の流動開始温度以上まで上昇するように金型(20)を加熱するステップと、金型(20)の加熱の終了時点から所定時間経過後に金型(20)の冷却を開始するステップと、少なくとも樹脂(10)の表面温度が流動開始温度以上に維持されている期間内において、金型(20)のキャビティの内表面側に位置した樹脂の圧力が飽和圧力以上となるように射出速度を調整するステップと、を含む。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 損傷やシワの発生がなく表皮材を樹脂成形品に貼り付ける。
【解決手段】 本発明は、表皮材14をインモールド成形法により成形品基材表面に貼り付け一体化してなる樹脂成形品の成形方法であって、固定型52aと可動型52bとでなる一対の成形金型52の前記固定型と前記可動型との間に表皮材をセットする工程と、表皮材セット後に所定のプレス速度で前記可動型を移動させて前記成形金型を閉じるプレス工程と、前記プレス工程後に表皮材の背面側の成形空間に熱可塑性の成形品基材樹脂を所定の射出率で射出する射出工程と、前記射出工程によって充満された成形空間内の成形品基材樹脂に該成形品基材樹脂の射出装置により所定の圧力を加えて保持する保圧工程とを含み、前記プレス工程中の表皮材の温度が該表皮材のガラス転移温度より高くなるように前記成形金型を所定の成形型温度T1に加熱保持することを特徴とする。
(もっと読む)
半導電性シームレスベルトの製造方法
【課題】本発明の目的は、左右の周長差の小さい半導電性シームレスベルトを短時間で安価に製造できる製造方法を提供することにある。
【解決手段】シームレスベルトの原料である樹脂溶液を、金型の円柱形状の内面にシームレス状に塗布させた後、乾燥、硬化してフィルム化するシームレスベルトの製造方法であって、金型の長さと金型直径の比(金型長さ/金型直径)が3以上であり、初期乾燥工程の際に、金型内表面に風速2m/秒以上の送風を行なうことを特徴とする。
(もっと読む)
射出成形方法及び射出成形装置
【課題】 キャビティの末端部での製品の変形が少ない射出成形方法を提供する。
【解決手段】 キャビティの末端部に到達する溶融樹脂の温度が固化しない範囲で出来るだけ低くなるように、射出開始時のスクリューフィーダによる射出率(cm3/sec)が最も大きく、射出終了に向かって段階的にまたは連続的に射出率(cm3/sec)が小さくなるようにする。
(もっと読む)
車両用助手席エアバッグ及びその製造方法
【課題】室内に回転作動するエアバッグドアがスムーズに作動できる車両用助手席エアバッグ及びその製造方法を提供する。
【解決手段】本発明は、車両の助手席に乗る搭乗者を保護するために作動するエアバッグによって外側に回動するエアバッグドアが備えられ、エアバッグドアは下側面上にエアバッグの展開圧力によって破断するように形成された切開溝、エアバッグドアの両側端部が外側に傾いた傾斜部、エアバッグドアボディーの下側中央を基準として幅方向に厚さが変る可変部を含み、エアバッグドアの下側に後方に向いて一体で延設されて装着孔が形成されたシュート部と、エアバッグドアと一体成形されてエアバッグドアの傾斜部と一体に面接合され、エアバッグドアが外側方向に回動するときにこれを支持する挿入部が備えられたクラッシュパッドと、を含めて構成されることを特徴とする。
(もっと読む)
構造物の加工方法及び装置
【課題】X軸、Y軸、Z軸、C回転軸を備えた四軸旋盤型切削加工装置1を用いて、金型材料(被削材)2を切削工具4で切削加工してフレネルレンズ等の光学部品を成形する金型(分割型19)を加工する場合に、光学部品成形用金型(構造物)の生産性を効率良く向上させる。
【解決手段】まず、切削加工装置1における金型材料装着部7に金型材料2を装着して当該金型材料2をC軸を回転中心8として回転させると共に、切削工具4をX方向とY方向とに駆動して移動させ、次に、金型材料2の所要位置20に相対的に形成される所要の切削速度で金型材料2を切削工具4にて切削し、且つ、切削工具4にて楕円振動切削加工して、所要形状の開口部と所要形状の加工面(例えば、凹曲面)とを備えたフレネルレンズ成形用キャビティ凹部17を形成する光学部品成形用金型(構造物)の加工方法。
(もっと読む)
61 - 80 / 137
[ Back to top ]