
Fターム[4F202AR14]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 流量、容積 (131)
Fターム[4F202AR14]に分類される特許
1 - 20 / 131
タイヤ加硫機
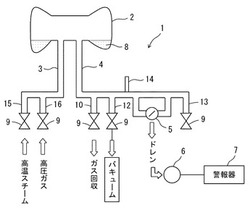
【課題】エネルギーロスを少なくして加硫時間が短縮化することにより生産性を向上させることができるタイヤ加硫機を提供する。
【解決手段】金型とブラダーとを備え、ブラダー内部に熱圧媒体を供給することにより、ブラダーをタイヤの内面全体に密着させて加硫を行うタイヤ加硫機であって、ブラダーに熱圧媒体を供給する供給管と、ブラダーから熱圧媒体を排出する排出管と、排出管に設けられて熱圧媒体に含まれるドレンを熱圧媒体から分離するドレントラップとを備えており、ブラダーから排出された熱圧媒体は、ドレントラップでドレンと分離された後、供給管に戻される一方、ドレンは、外部に排出されるタイヤ加硫機。
(もっと読む)
射出成形方法及びこれに用いる射出成形用金型

【課題】金型内のエア・ガスに基づく成形不良を低減できる射出成形方法を提供する。
【解決手段】固定側金型30と可動側金型40とに板状の樹脂成形品3を成形するキャビティ21を形成し、そのキャビティ21に溶融樹脂を注入するゲート28を設け、そのゲート28から溶融樹脂を注入すると共に、その溶融樹脂をゲート28と対向したキャビティ21の末端部分21Pに流して板状の樹脂成形品3を成形する射出成形方法において、キャビティのゲートから末端部分21Pの途中の可動側金型40側のキャビティ21に、エア・ガス逃がし手段12を設け、エア・ガス逃がし手段12で、キャビティ21内を流れる溶融樹脂からエア・ガスを排出するものである。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
櫛型構造を有する構造体の製造方法、樹脂構造体成形用金型の製造方法および樹脂成形体
【課題】大面積かつ表面に微細な櫛型の形状を有する構造体の製造方法、その構造体によって作製される樹脂成形用金型の製造方法を提供することを課題とする。
【解決手段】本発明は、少なくとも2つの溶融樹脂を縦方向に配列して隣接させた積層流を上下に2分割した後左右に配列させる工程を、左右を替えながら交互に繰り返して積層構造体を形成する工程(1)と、前記積層構造体の主面に、前記2種類以上の異なる熱可塑性樹脂が配列して露出した表面を形成する工程(2)と、前記表面から前記積層構造体を構成する熱可塑性樹脂の内の少なくとも1種類の樹脂を優先的に除去することで前記表面上に櫛型の凹凸構造を形成する工程(3)とを、含むことを特徴とする櫛型構造を有する樹脂構造体の製造方法である。
(もっと読む)
型締装置及び型締制御方法
【課題】電磁石を用いて作用させる型締力を適切に制御することのできる型締装置を提供する。
【解決手段】電磁石によって型締力を作用させる型締装置であって、目標型締力に応じた前記電磁石への電流指令を生成する第一の電流指令生成部と、前記電磁石による前記型締力を検出する型締力検出部と、前記型締力検出部によって検出される型締力の検出値に基づいて前記電流指令を補正する補正指令を生成する第二の電流指令生成部とを有する。
(もっと読む)
金型および射出成形方法
【課題】外観が良好な樹脂成形物を成形できる金型及び射出成形方法を提供する。
【解決手段】固定金型10と、可動金型20とを備える金型である。金型は、第1のゲートと、固定金型10および可動金型20の間に亘って、成形空間30を貫通する状態に設けられた第1の突起部15および第2の突起部21と、第1の突起部15および第2の突起部21における成形空間30に臨む外周から、第1のゲートで射出され第1の突起部15および第2の突起部21により分流された溶融樹脂40が互いに会合する樹脂流会合位置72に溶融樹脂40を射出する第2のゲート60とを備え、第2のゲート60は、第1の突起部15および第2の突起部21の外面に周方向に沿ったスリット状に開口するフィルムゲート62を有する。
(もっと読む)
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
遊星歯車装置用キャリアの射出成形用金型
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)
が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができる
ようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】ピンポイントゲートから射出された溶融状態のプラスチックは、第2キャビ
ティ部に充填された後、第1キャビティ部内に充填される。この際、第2キャビティ部の
開口部から第1キャビティ部内に流出する溶融状態のプラスチックは、第2キャビティ部
の周囲に放射状に且つ均等に流出する。その結果、射出成形用金型2で射出成形された遊
星歯車装置用キャリアは、支持軸の倒れが抑えられる。そして、第2キャビティ部内に充
填された溶融状態のプラスチックは、第3キャビティ部内に流入する。
(もっと読む)
有孔コールシートを使用した複合パーツの樹脂注入
【課題】繊維構成要素の領域全体の樹脂の供給の最適化を可能にすることにより、構成要素の特定領域への樹脂の供給量を制御すると同時に、剥離層の必要を除去できる、樹脂注入の方法及び装置が必要である。また、パーツに跡を残すことなく、注入される構成要素の上に直接樹脂供給のハードウェアを位置づけすることにより、工具の適応性を向上させると同時に滑らかに仕上がった硬化パーツを提供する樹脂注入装置も必要である。
【解決手段】樹脂が注入された複合パーツは、パーツ全体の樹脂の流れを最適化し、複雑なパーツに対して簡素化された工具及び消耗品の構成を可能にすると同時に、滑らかな空気力学的コール側面又はバッグ側面仕上がりを達成するために、孔を有するコールシートを使用して製造される。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】ウエルド部の強度低下が少ない成形体を得ることができ、かつ、成形時の成形圧力を低くすることが可能な熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】キャビティを形成する第一の型及び第二の型を有し、この第一の型又は第二の型に、開閉機構を有するゲートが、複数個設けられている成形用金型を用いる熱可塑性樹脂成形体の製造方法であって、前記成形用金型を開放状態とし、複数のゲートを開放して前記キャビティ内へ溶融状の熱可塑性樹脂を供給する供給工程と、前記溶融状の熱可塑性樹脂を供給しながら前記成形用金型の型締めを行う型締め工程と、前記供給工程において、開放されている前記複数のゲートを、それぞれ異なるタイミングで閉じ、最後に閉じるゲートの閉鎖を、前記型締め工程完了後に行うゲート閉鎖工程とを有する熱可塑性樹脂成形体の製造方法。
(もっと読む)
表面シートを用いたインサート成形用金型及び成形物の製造方法
【課題】表面シートを用いた成形物表面の高い意匠性を保持することができる成形物、特に加飾成形物の製造に用いるインサート成形金型および成形物の製造方法を提供する。
【解決手段】金型の雌型1と雄型2の接触面に垂直な向きに、製品部に対置して施されたゲート5先端の樹脂注入口6からキャビティ10に続く樹脂流路である肉盛部用樹脂流路7の断面積が、ゲート5近傍から製品部にかけて漸増する形状を有し、前記樹脂流路7の体積と、該樹脂流路7の製品部側断面を底面として製品部厚みを高さとした柱の体積との和が、製品部13の全体積の4%以上となるようにしたインサート成形用金型及びその金型を使用して射出成形する加飾成形物の製造方法。
(もっと読む)
成形用金型及び該成形用金型を備えた成形装置
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、各キャビティ内に発生する加硫ガス等に起因した剥離や膨れといったゴム材料の成形不良を防止する。
【解決手段】外側キャビティ17に連通するエア排出流路を備えるとともに、ゴム注入流路を、内側及び外側キャビティ16,17にそれぞれゴム材料を導く内側及び外側注入流路部36,37に分岐させて、各注入流路部36,37の流路断面積を、外側キャビティ17へのゴム材料の充填速度が、内側キャビティ16へのゴム材料の充填速度以下になるように設定した。
(もっと読む)
中空成形機
【課題】本発明は、成形終了後の自重による肉調シリンダ用ロッド、スピンドル及びコアの降下を防止し、樹脂の焼けを防止することを目的とする。
【解決手段】本発明による中空成形機は、ナット(3)に設けられ出入自在なエアシリンダ用ロッド(25)を有するエアシリンダ(23)を有し、エアシリンダ用ロッド(25)が肉調シリンダ(2)の上面(2a)に当接することにより、肉調シリンダ(2)の油圧ユニットの電源オフ後におけるコア(5)及びスピンドル(4)の自重落下を防止する構成である。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
合成樹脂成形用金型およびその成形方法
【課題】高品位外観の樹脂成形品を得る短い成形サイクルでしかも反り変形も小さい合成樹脂成形用金型およびその成形方法を提供する。
【解決手段】入れ子101のおも型204の間に樹脂断熱層205を塗布し、入れ子101の製品面側に電気ヒーター202を配置し、入れ子101のおも型204側に冷却回路102を配置し、また製品側入れ子表面103と電気ヒーター202の間もしくは電気ヒーター202間に複数の温度センサー203を配置して合成樹脂射出成形金型を構成する。入れ子101の熱収縮により、おも型204と樹脂断熱層205との間に隙間が形成されて空気断熱層となり、入れ子101の熱容量を小さくでき、入れ子101の加熱・冷却を早くすることが可能となって、成形サイクルを短できる。また、入れ子101の熱容量が小さくできることから、入れ子101の複数部位の冷却速度差も小さくなり、樹脂成形品201の反り変形も小さくできる。
(もっと読む)
二色成形品及びその製造方法
【課題】二色成形品及びその製造方法に関し、二次側成形時に発生するガス焼けやウエルドラインの発生を防止する。
【解決手段】一次側成形品30は、一次側ベース部50、一次側装飾用凸部60、立上面61,62、交差面63〜66、該立上面及び該交差面とで少なくとも囲まれ、該一次側装飾用凸部の外側に位置する該一次側ベース部上の袋小路部70,71、該袋小路部に形成され、該一次側ベース部の意匠面側から裏面側に貫通する二次側樹脂流動路80,81、一次側ベースの裏面側から突出し、該二次側樹脂流動路の周囲を囲む防護壁90を有する。二次側成形品40は、意匠面側成形部100、裏面側成形部110、該二次側樹脂流動路を意匠面側から裏面側に流動し、該防護壁をはさんで該裏面側成形部と離れて点在する点在成形部120を有する。
(もっと読む)
射出成形用金型および射出成形方法
【課題】 成形体を構成する樹脂の性質に応じてウェルドラインが生じることを抑制するように金型内の樹脂流を制御できる射出成形用金型および射出成形方法を提供すること。
【解決手段】 射出成形用金型10は、端部において互いに接続される少なくとも2つの流路を有する空洞21と、流路に樹脂を注入する樹脂注入手段31,51と、流路内を流れる樹脂が会合し始まってから樹脂が固化するまでの間に樹脂が会合する部位近傍において樹脂が流路を画成する壁面に沿って流動することができるように、流路内を流れる樹脂が会合し始まるときの一方の流路内を流れる樹脂の先頭部分の先端面の形状と他方の流路内を流れる樹脂の先頭部分の先端面の形状との少なくとも一方を、これら流路内を流れる樹脂の性質に応じて制御する樹脂流制御手段32,33,41,52,53と、備える。
(もっと読む)
多孔質体に充填された樹脂中に発生するボイド体積変化の予測方法及び多孔質体内の樹脂材料の流動解析方法
【課題】解析を用いたボイドを防止できる条件の選定により絶縁破壊を防止する。
【解決手段】固体部材を加熱した場合のガス発生量またはモル数の時間変化についてのデータベースを予め実験的に構築し、部材からのガス発生量,ガスの比熱比を解析の入力として用いて、固体の部材を加熱した場合の樹脂中のボイド発生を解析で予測することにより、ボイドを防止できる条件の選定を行う。
(もっと読む)
射出成形方法
【課題】 型締め力の低減が可能な射出成形方法を提供する。
【解決手段】 第2射出ゲート2から射出開始した後も、第1射出ゲート1から低い射出圧で射出し、品質を確保できる圧力まで昇圧する。その後、保圧工程では第1射出ゲート1は逆流を防ぐ程度の低い圧力で保圧し、第2射出ゲート2は品質を確保できる圧力まで昇圧させ、面品質を確保するタイミングをずらし成形する。
(もっと読む)
注型成形方法
【課題】成形時における金型内の樹脂の収縮量に応じて樹脂を追加注入する際に、金型の注入口が詰まることなく注入可能であり、成形品の表面側の形状を安定させ、且つかすれ不良なく、金型内に樹脂を充填可能であり、また、脱型時に樹脂が未硬化になりにくく、未硬化の樹脂が注入口や成形品に付着することをより確実に回避可能である注型成形方法の提供。
【解決手段】金型内部にある樹脂注入口近傍であって、周囲より容積の大きな空間に樹脂を充填する工程と、金型を形成する部位に温度差を設ける工程と、追加樹脂の注入中に金型の前記空間近傍を冷却する工程と、追加樹脂の注入後に金型の前記空間近傍を加熱する工程を含むことを特徴とする注型成形方法を提供する。
(もっと読む)
1 - 20 / 131
[ Back to top ]