
Fターム[4F202AR20]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | その他の調整制御量 (441)
Fターム[4F202AR20]に分類される特許
61 - 80 / 441
熱成形用の成形型

【課題】熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形型を提供する。
【解決手段】熱成形用表面層2及びこれに隣接する背後層を有する熱成形用成形型1であって、該表面層は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式(1):Fα1/2×103>t>G・・・・・・(1)(式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、G;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層より大きい材料から構成されていることを特徴とする熱成形用成形型。
(もっと読む)
成形装置及び成形方法

【課題】メンテナンス性を向上させ、長期間にわたって高精度な成形を可能とすることができる成形装置及び成形方法を提供する。
【解決手段】転がり軸受23を介してレール12に沿って可動側金型20を案内することで、転写面11,12の光軸が精度良く整列するようになるので、高精度なレンズの成形を行うことができる。特に、転動体である球23bが常にレール12に接触しているので、安定した保持を行うことができる。又、レンズに回折構造が形成されているような場合、本実施の形態は特に有効である。更に、レール12と転がり軸受23とは、摺動ではなく転がり接触するので、部材の削れや摩耗を抑えることができ、変形を抑制すると共に金型や光学素子の汚染を抑制しつつ、長期間にわたって安定した成形を行うことができる。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
表面改質ゴム成形体の製造方法
【課題】加硫時における各種ゴム製品との離型性及び滑り性を向上し、かつそれら性能の持続性を向上するようにした表面改質ゴム成形体の製造方法を提供する。
【解決手段】ゴム成形体の表面に二官能性以上のラジカル重合性モノマーを塗布して加熱処理した後、その処理表面に(メタ)アクリロイル基を有するシロキサン化合物及びラジカル開始剤の混合物を塗布し、これを加熱処理するようにしたことを特徴とする。
(もっと読む)
二重モールド成形体及びその生産方法
【課題】機能ユニットを樹脂モールドで覆ってなるモールド成形体であって、用途及び使用形態などに応じて容易に所要外形のものを得ることができ、液密性に優れ、外部応力が機能ユニットに伝達されにくいものを提供する。
【解決手段】回路基板21に取り付けられた機能部品22〜25を備える機能ユニット2と、該機能ユニットに適合された第1モールド4と、該第1モールドに適合された第2モールド6とを有する二重モールド成形体であって、第1モールド4は第2モールド6より線膨張係数の高い樹脂からなる。第1モールド4の線膨張係数は180〜300ppm/Kであり、第2モールド6の線膨張係数は80〜170ppm/Kである。第1モールド4の線膨張係数に対する第2モールド6の線膨張係数の比率は、0.3〜0.9である。
(もっと読む)
レンズの成形型の製造方法
【課題】現実的かつ容易に高精度のレンズ用成形型を製造する方法を提供する。
【解決手段】所定のキャビティを形成する第1次成形型MAを用意する第1工程と、第1次成形型MAで第1次試作成形レンズ1Aを成形し、第1次試作成形レンズ1Aの少なくとも1つのレンズ面形状を測定し、xおよびy方向に関する第1次試作成形レンズ1Aの収縮率mx,myを決定する第2工程と、少なくとも1つのレンズ面形状と、第1次成形型MAにおける対応する成形面の形状との、z方向についての差分である離型量ei(x,y)を、ei(x,y)=Fi(x,y)-fi(mx*x,my*y)として算出し、第2次成形型のレンズ成形面形状Fi′(x,y)を、Fi′(x,y)=fi′(mx*x,my*y)+ei(x,y)として算出する第3工程と、第2次成形型のレンズ成形面形状Fi′(x,y)に基づいて、第1次成形型を修正加工し、第2次成形型を作成する第4工程とを備える。
(もっと読む)
ポリプロピレン系樹脂発泡成形体およびその製造方法
【課題】高発泡倍率の薄肉射出が可能であり、軽量性、剛性、表面平滑性に優れた箱形状の発泡成形体を容易に、安価に製造する方法の提供。
【解決手段】金型が固定型と前進および後退が可能な可動型とから構成され、最終製品の形状位置に相当する金型キャビティ・クリアランスt2よりも小さいクリアランスt0を有する金型キャビティ中に溶融混合物を射出充填する射出工程、その直後にt2よりも小さく、t0よりも大きいクリアランスt1まで可動型を後退させる第一段発泡工程、次いでt1のクリアランスを所定の設定時間保持した後に、さらにt2まで可動型を後退させる第二段発泡工程を含むことを特徴とする射出発泡成形体の製造方法であって、t0、t1、t2の関係がt1/t0が1.2以上で3未満,かつ(t2−t1)/(t1−t0)は0.5以上で3未満(ここで、t0は0.5mm以上3mm未満である。)であることを特徴とする。
(もっと読む)
離型用フィルム
【課題】 モールド金型への追従性、及び、モールド金型やモールド樹脂を成形加工して得られる成形品との剥離性に優れ、180℃前後の使用温度における耐熱強度を有する離型用フィルムを提供する。
【解決手段】 熱可塑性エラストマーを1種類もしくは2種類以上組み合わせてなる樹脂組成物を成形して得られる単層フィルムもしくは2層以上の多層フィルムをベースフィルムとし、このベースフィルムの少なくとも一方の表面に、加水分解性部位を含むシリル基を分子内に有するフルオロシリコーン化合物を含有してなる離型組成物によってフルオロシリコーン化合物層が形成され、前記ベースフィルムと前記フルオロシリコーン化合物層との間にバインダー層が形成されてなり、少なくとも3層以上の層構造を有することを特徴とする。
(もっと読む)
微細凹凸金型に付着したアクリル系光硬化樹脂の除去方法
【課題】微細凹凸構造が形成された金型の一部表面に付着したアクリル系光硬化樹脂を除去する方法を提供する。
【解決手段】メタノール、ベンジルアルコール、ギ酸、ギ酸メチルのうち少なくとも1種以上を主成分とする液体中に、アクリル系光硬化樹脂が表面の一部に付着した金型を浸漬し、該微細凹凸金型から付着物を除去する。
(もっと読む)
樹脂成形品、樹脂成形品の成形方法および成形用金型
【課題】材着用と塗装用の樹脂成形品の成形用金型を共通させ、無塗装の場合でも樹脂成形品の耐傷付き性が低下せず、塗装した場合でも樹脂成形品の外観品質が低下しないようにすることを目的とする。
【解決手段】本発明は、表面にシボが成形された樹脂成形品であって、前記シボの深さを3μm以上5μm以下とし、前記シボのピッチを550μm以上750μm以下とし、前記シボのシボ表面の60°グロスを28以上35以下としたことを特徴とする。
(もっと読む)
改良型の共射出成形
積層成形体の製造方法及び硬化皮膜転写フィルム
【課題】硬化皮膜転写フィルムを用いて、耐擦傷性、耐候性に優れた硬化皮膜を、高い生産性のもとに効率的かつ経済的に射出成形体の表面に形成する。
【解決手段】基材フィルム2a上に、硬化皮膜を形成するための活性エネルギー線硬化性組成物により成形された第1転写層2bと、成形体に接して硬化皮膜と成形体との接着層を形成するための第2転写層2cを有する硬化皮膜転写フィルム2の第1転写層2bを、活性エネルギー線照射により半硬化状態とし、この硬化皮膜転写フィルム2を金型内に配設して熱可塑性樹脂3を射出充填し、充填樹脂の熱量により第1転写層2bの硬化反応を行う積層成形体の製造方法。
(もっと読む)
未加硫タイヤの保管装置
【課題】一時保管中の未加硫タイヤの変形量が予測不能又は予測よりも大きい又は不明であっても、製品タイヤのセンターずれを抑制できるようにする。
【解決手段】保管装置の受け皿は、横置きされた未加硫タイヤGTのトレッド部からサイドウォール部迄を支持する第1の受け皿1と、第1の受け皿1上に配置され、未加硫タイヤGTのハンプ部を支持する第2の受け皿2からなる。第1の受け皿1は矢印a1に示すように昇降する。第2の受け皿2は矢印a2に示すように傾斜が変化する。第1の受け皿1の高さ、第2の受け皿2の傾斜を調整することで、未加硫タイヤGTのセンターの高さと目標高さとの差異を予め定められた値以下にする。
(もっと読む)
樹脂型、成形体、及び成形体の製造方法
【課題】樹脂製のナノインプリント用の型であり、容易に離型可能でその表面が親水化処理された場合にも表面の微細形状の精度が良好な樹脂型を提供する。
【解決手段】樹脂成分(a)を含む材料からなる樹脂型であって、樹脂成分(a)を、平滑面を有する基材の前記平滑面上に塗布して、乾燥などにより平滑面を有する樹脂層(A)を形成した後、形成した樹脂層(A)の平滑面上に3μLの水を配置して、JISR3257に準拠して測定される静的接触角(X1)が、下記条件(1)を満たす樹脂型。条件(1):転写対象を構成する材料のうちの樹脂成分(b)を、平滑面を有する基材の平滑面上に塗布して、乾燥などにより平滑面を有する樹脂層11を形成した後、形成した樹脂層11の平滑面上に3μLの水13を配置して、JISR3257に準拠して測定される静的接触角(Y1)と静的接触角(X1)との差の絶対値Θが20°〜60°である。
(もっと読む)
樹脂モールド構造及び樹脂モールド方法
【課題】センサ素子等の電子部品とケーブルとを樹脂モールドで一体化する際にモールド樹脂とケーブルとの収縮・膨張量の差から生じる熱応力の低減を図り、高気密化に寄与できる樹脂モールド構造及び樹脂モールド方法を提供する。
【解決手段】電子部品とケーブルとがモールド樹脂により一体にモールドされた樹脂モールド構造において、モールド樹脂11が成形された樹脂モールド体10は、ケーブル12の長手方向の線膨張係数とケーブル12の長手方向に対して垂直となる径方向の線膨張係数とが異なっており、前記ケーブルの径方向の線膨張係数よりも前記ケーブルの長手方向の線膨張係数の方が前記ケーブルの最外層の線膨脹係数に近い値であるものである。
(もっと読む)
立壁を有するポリカーボネート樹脂成形品の製造方法、およびそれにより得られた成形品
【課題】立壁を有するポリカーボネート樹脂成形品の、効率的で、樹脂原料の多様化に対応可能であり、かつ歪みの大幅な低減を可能とする製造方法を提供する。
【解決手段】成形品厚みをT(mm)、立壁の高さをH(mm)、成形品と立壁部がなす角度をθ(°)としたときに、下記式(1)、(2)、(3)、(4)および(5)
H≦141T−422 (8mm<T≦10mm) (1)
H≦121T−262 (6mm<T≦8mm) (2)
H≦101T−143 (4mm<T≦6mm) (3)
H≦76T−46 (T≦4mm) (4)
90°≦θ≦180° (5)
を満足する形状を有する、立壁を有するポリカーボネート樹脂成形品の製造方法であって、(i)可動側金型が圧縮ストローク分だけ余分に開かれた中間型締め状態において金型キャビティ内へ溶融した粘度平均分子量が17,000〜29,000のポリカーボネート樹脂を射出する工程(工程−i)、(ii)射出後に樹脂を圧縮して最終型締めを行う工程(工程−ii)、(iii)最終型締め後更に樹脂を圧縮する工程(工程−iii)、および(iv)樹脂を金型キャビティ内より取り出し可能となる温度まで冷却させ成形品を取り出す工程(工程−iv)からなり、シリンダー温度が280℃以上、金型温度が80℃以上であることを特徴とする立壁を有するポリカーボネート樹脂成形品の製造方法。
(もっと読む)
燃料電池用高分子電解質膜の製造方法
燃料電池の発電効率を向上させるために、本発明は、以下の工程(A)〜(E)を包含する、3μm以上12μm以下の高さおよび0.4以上2.0以下のアスペクト比を有する複数の微細凸部の配列を有する表面を具備する高分子電解質膜を製造する方法を提供する:複数の微細凹部(103)の配列を有する表面を具備する鋳型を準備する工程(A)、ここで、各微細凹部は底面および側壁を具備し、各底面および各側壁は親水性を有し、各側壁は平滑であり、各複数の微細凹部は3μm以上12μm以下の深さおよび0.4以上2.0以下のアスペクト比を有し、前記表面に親水性の高分子電解質溶液を供給する工程(B)、前記高分子電解質溶液を固化して高分子電解質膜を形成する工程(C)、前記高分子電解質膜を親水性液体に浸漬する工程(D)、および前記親水性溶液中で前記鋳型から前記高分子電解質膜を剥離して、3μm以上12μm以下の高さおよび0.4以上2.0以下のアスペクト比を有する複数の微細凸部を有する配列を具備する高分子電解質膜を形成する工程(E)。 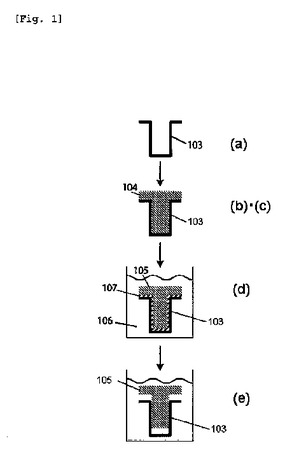 (もっと読む)
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(4)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、加熱処理によるヘイズ変化が少なく、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(5)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°、(5)170℃、20分間の熱処理後のヘイズ変化量が0.1%以下
(もっと読む)
光学部品の製造方法
【課題】成形型の型面に離型剤を塗布することなく、離型性を向上させ、また、感光性樹脂自体の樹脂組成を変えることなく、同じ照度・照射時間でありながら感光性樹脂の硬化性を向上させて結果として離型性を向上させ、欠陥のない光学部品を得ることができる光学部品の製造方法を提供する。
【解決手段】光透過性基板2上に供給された感光性樹脂1Aに成形型3を型押しした状態で、上記光透過性基板2を透して光照射し光学部品1を製造するに際し、上記成形型3として、型面3aでの、波長365nmの光の反射率が、46%以上に設定されているものを用いる。
(もっと読む)
61 - 80 / 441
[ Back to top ]