
Fターム[4F202AR20]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | その他の調整制御量 (441)
Fターム[4F202AR20]に分類される特許
21 - 40 / 441
成形品の製造方法
【課題】 樹脂射出成形によって成形される成形品は、金型から取り出す瞬間の金型温度に依存し、それに応じた形状変化を生じることになる。前記、金型温度は室温等の雰囲気温度の対流によって、ショット間にバラツキをもたらす。その結果、成形品においても、その温度バラツキに応じ、形状のバラツキを発生させてしまう不具合があった。特に、光学素子のような高精度な成形品において、そのバラツキ量が許容できない場合があった。
【解決手段】 型開きした後、成形品が保持された第一の型部材のキャビティの温度を計測し、前記キャビティの温度が所定の温度に達した時に、前記キャビティから前記成形品を取り出すことを特徴とする。
(もっと読む)
成形体の製造方法

【課題】 強化繊維と熱可塑性樹脂を用いて、軽量性と高い剛性を有した成形体の製造方法を提供することを目的とする。
【解決手段】 熱可塑性樹脂と平均繊維長5mm超100mm以下の強化繊維とを含む成形用前駆体材料を、線膨張率が異なる中子と母型からなる金型を用いて、当該材料を中子に配するようにしてプレスし加熱した後、母型を冷却する。
(もっと読む)
トグル式型締装置の型厚調整方法
【課題】1ランク下の容量の小さい型厚調整用モータによっても、型厚調整ができるトグル式型締装置の型厚調整方法を提供する。
【解決手段】型厚調整用モータにより、型厚調整をするときは、タイバーナットを「型厚減」または「型厚増」の方向に駆動しなければならないが、「型厚減」の方向への初動回転抵抗は大きい。これに対し「型厚増」の方向への駆動抵抗は一般に小さい。そこで、型厚調整をするときは、タイバーナットを一旦「型厚増」の方へ設定時間あるいは設定角度だけ駆動して初動回転抵抗を取り去っておいてから、実際の調整を実施する。または、許容始動電流値と、計測される始動電流値とを比較して、始動電流値が小さいときはそのまま調整し、大きいときは逆方向に所定量駆動してから調整する。
(もっと読む)
空気入りタイヤ及び空気入りタイヤの製造方法
【課題】空気入りタイヤの転がり抵抗を低減する構造を提供すること。
【解決手段】空気入りタイヤ1は、円筒形状かつ金属であって、少なくとも径方向の外側面が粗面である環状構造体10と、環状構造体10の外側に、環状構造体10の周方向に向かって設けられてトレッド部となるトレッドゴム層11と、ゴムで被覆された繊維を有し、環状構造体10とトレッドゴム層11とを含む円筒形状の構造体2の中心軸(Y軸)と平行な方向における両側2Sに少なくとも設けられるカーカス部12と、を含む。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いるものであって、該空気入りタイヤは、インナーライナーを内面に備え、該インナーライナーは、スチレン−イソブチレン−スチレントリブロック共重合体を含む第1層を含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
液晶配向用基板とその製造方法、および工程シート原板
【課題】液晶配向用の基板として好適に利用できる表面微細凹凸体の製造方法を提供する。
【解決手段】熱収縮フィルム基材上に少なくとも一層以上の硬質層を備え、該硬質層の表面に形成された凹凸パターンの最頻ピッチが0.05μmを超え1μm以下で、凹凸パターンの深さが最頻ピッチを100%とした際の5%以上で、かつ配向度が0.25以下でピッチが略均等である液晶配向用のナノバックリング形状を有する表面微細凹凸体。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
三次元成形用加飾シート、該加飾シートの製造方法、加飾樹脂成形品及び加飾樹脂成形品の製造方法
【課題】耐候性、耐傷付き性及び加工性などに優れる三次元成形用加飾シート、及び該加飾シートを用いて、前記性状を有する加飾樹脂成形品を製造する方法を提供する。
【解決手段】ベースフィルム上に、少なくとも絵柄層、プライマー層(a)、プライマー層(b)及び表面保護層を順に有する加飾シートであって、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなる層であり、かつ前記プライマー層(b)が、反応性官能基Aを有するヒンダードアミン系光安定剤の重合物を含む層である三次元成形用加飾シート、及び該加飾シートを用いて、射出成形同時加飾法又はインサート成形法により、加飾樹脂成形品を製造する方法である。
(もっと読む)
テンプレート、テンプレートの表面処理方法、テンプレート表面処理装置及びパターン形成方法
【課題】生産性の高いパターン形成方法を実現するテンプレート、テンプレートの表面処理方法、テンプレートの表面処理装置及びパターン形成方法を提供する。
【解決手段】実施形態によれば、凹凸パターンが設けられた転写面を有し、前記凹凸パターンの凹部に、光によって硬化する前の状態の光硬化性樹脂液を充填し、前記光によって前記光硬化性樹脂液を硬化させて形成される樹脂の表面に前記凹凸パターンを反映した形状を形成するためのテンプレートが提供される。前記テンプレートは、基材と、表面層と、を備える。前記基材は、凹凸が設けられた主面を有し、前記光硬化性樹脂液が硬化する光に対して透過性である。前記表面層は、前記基材の前記凹凸を覆い、前記凹凸の形状を反映した前記凹凸パターンを形成する。前記表面層の、前記光によって硬化する前の状態の前記光硬化性樹脂液に対する接触角は30度以下である。
(もっと読む)
光コネクタ部材およびその製造方法
【課題】樹脂製として軽量化などを図りながら、広い温度領域(−40℃〜125℃程度)で使用する場合でも光通信の伝達損失を低減できる光コネクタ部材、および、この光コネクタ部材の製造方法を提供する。
【解決手段】光コネクタ部材1は、異なる光ファイバケーブルの端部にそれぞれ設けられるフェルール2を2つと、これらのフェルール2を円筒内周面3cで同軸に突き合わせて嵌合保持する円筒状のスリーブ3とからなり、フェルール2およびスリーブ3は、それぞれ、充填材を配合した樹脂組成物の成形体であり、少なくともフェルール2とスリーブ3との嵌合保持部分において、フェルール2における充填材Aの配向およびスリーブ3における充填材Bの配向がいずれも軸方向であり、フェルール2とスリーブ3との線膨張係数(−40℃〜125℃における平均線膨張係数)の差が、±5×10-6 /℃以内である。
(もっと読む)
成形型の製造方法
【課題】成形面を構成する樹脂層の形状精度が高い成形型の製造方法を提供すること。
【解決手段】この成形型は、基部10と、基部10の表面上に形成された樹脂層20とを備える。基部10は樹脂層20と比べて剛性が高い。基部10の表面上に、厚さ(Tb)が1mm以上の樹脂層20がライニング等によって形成される。次いで、形成された樹脂層20のうち成形面に対応する部分の厚さがTbからTaになるまで、その部分の表面部がエンドミル加工等の切削加工によって仕上げられる。これにより、成形面P1が完成する。成形面P1の形状精度として、切削加工によって得られる形状精度と同等の高い精度が得られる。また、樹脂層が形成される基部の剛性が高いので、樹脂層のみから構成される成形型と比べて、樹脂層が変形し難くなり、成形面の形状精度がより一層高められる。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13は、テープ状基材上に粘着剤層が形成された構造を有し、テープ状基材のテープ面に垂直方向の弾性率勾配が、10N/mm以下である。
(もっと読む)
射出成形品の製造方法及び射出成形品
【課題】バリの発生量を抑制しつつ、高結晶化度の成形品を得ることが可能であり、生産性に優れる射出成形品の製造方法を提供する。
【解決手段】金型内表面に、多孔質ジルコニアから構成される断熱層が形成された金型を用い、100℃以下の金型温度で、ポリアリーレンサルファイド系樹脂組成物を射出成形する。断熱層は、溶射法で形成されたものであることが好ましい。また、断熱層の好ましい熱伝導率は、2W/m・K以下である。また、断熱層の好ましい厚みは200μm以上である。
(もっと読む)
射出成形品の製造方法
【課題】結晶性熱可塑性樹脂から構成される樹脂成形品に対して、予め熱処理を施さなくても、使用環境下での寸法変化を充分に抑える技術を提供する。
【解決手段】金型内表面に断熱層が形成された金型を用い、結晶性熱可塑性樹脂から構成される樹脂組成物を、射出成形する。本発明においては、溶射法で形成された多孔質ジルコニアから構成され、熱伝導率が2W/m・K以下であり、厚みが200μm以上である断熱層が形成された金型の使用が好ましい。本発明の製造方法で得られる射出成形品は、射出成形時の金型温度が、結晶性熱可塑性樹脂のガラス転移温度(Tg)+30℃以上、Tg+80℃以下であり、射出成形時の金型温度+20℃の環境で2時間放置した際の成形品の寸法変化率が0.2%以下になる。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
プレキュアトレッドの製造方法
【課題】生産性を犠牲にすることなく、プレキュアトレッドのタイヤ踏面垂直方向でのヒステリシスロス(tanδ)の差が小さく、プレキュアトレッド全域で均一に加硫されたプレキュアトレッドの製造方法を提供する。
【解決手段】未加硫トレッドを加硫プレス装置により加硫する際に、前記加硫プレス装置と前記未加硫トレッドの間に非加硫性シートを配置して加硫することを特徴とするプレキュアトレッドの製造方法。
(もっと読む)
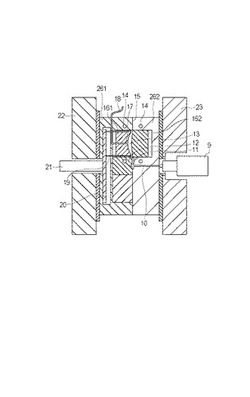
型締装置
【課題】比較的簡単な構造により型締時に固定盤と可動盤との間の平行度を維持することができる型締装置を提供する。
【解決手段】ベース12と、固定金型19が取付けられる固定盤15と、前記固定盤15に対して複数のタイバ20により連結される受圧盤18と、固定盤15と受圧盤18の間に設けられ可動金型22が取付けられる可動盤21と、前記固定金型19と可動金型22を型締する型締機構37とが配設された型締装置において、少なくとも両側下面15fがベース12に対して摺動可能であって側面15bが案内部材23に対して摺動可能または所定のクリアランスを有して取付けられた固定盤15と、リニアガイド機構57によりベース12に対して移動自在であって前記タイバ20に対して無負荷状態に配設された可動盤21と、が設けられている。
(もっと読む)
射出成形システム
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
タイヤ用水系白色離型剤
【課題】 タイヤ製造時に周囲を黒く汚染せず、良好な平滑性および離型性を有し、加硫成型後に透明となり適度な光沢を付与するタイヤ用水系白色離型剤を提供することである。
【解決手段】 タイヤ用水系白色離型剤は、二酸化ケイ素を構成成分に含む無機成分と、ゴムと、ワックスと、水とを含有する。そして、無機成分、ゴムおよびワックスの合計量に対して、無機成分の重量割合が5〜45重量%、ゴムの重量割合が10〜85重量%、ワックスの重量割合が10〜85重量%であるとよい。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
21 - 40 / 441
[ Back to top ]