
Fターム[4F202AR20]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | その他の調整制御量 (441)
Fターム[4F202AR20]に分類される特許
81 - 100 / 441
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
タイヤ成型金型の製造方法

【課題】タイヤ成型金型の各部曲率を制御して寸法精度を高めることのできるタイヤ成型金型の製造方法を提供する。
【解決手段】成型するタイヤの踏面及び側面を形成する踏面部1a及び側面部1bを有するタイヤ成型金型用鋳物1の側面部1bより外方の鋳型端面に冷し金2を配設し、この冷し金2の予熱温度及び鋳造するタイヤ成型金型用鋳物に対する接触面積率の一方又は双方を制御して、タイヤ成型金型の踏面部における周方向の曲率半径R1を制御する。
(もっと読む)
射出成形用金型
【課題】溶融樹脂による加飾層のインキ流れを抑制し良好な樹脂成形品の製造が可能な射出成形用金型を得る。
【解決手段】樹脂部の表面に加飾層を形成した樹脂成形品の製造に用いる射出成形用金型であって、樹脂形成用のキャビティ3に樹脂を注入する扁平状の樹脂流通路を有するゲート1を備え、当該ゲート1の両縁部のうち少なくともいずれか一方の縁部1Aに、キャビティ3の側に樹脂流通路の幅がさらに広がるよう第1屈曲部1bを設けると共に、当該第1屈曲部1bより下流に位置するゲート1の縁部1Aを、当該縁部1Aが接続するキャビティ3の内壁面3Aに対して所定の角度をもった状態に接続して当該位置に第2屈曲部1dを構成し、第1屈曲部1bと第2屈曲部1dとの間に位置する縁部1Aが、直線状の縁部Sを少なくとも一つ備えている。
(もっと読む)
サーモトロピック液晶ポリマーの成形及びそこから作製される物品
メソゲンを含むサーモトロピック液晶ポリマー(TLCP)を含む組成物を成形する方法であって、型凹部を有する型に微細特徴チャンバを備える特徴凹部(43)を提供する工程と、組成物を加熱して溶融組成物を形成する工程と、移動する溶融組成物の流れ方向に対して、微細特徴チャンバ(49)を充填する溶融TLCP中のメソゲンの少なくとも一部分の流れ整列をもたらす流量速度で移動する溶融組成物を、微細特徴チャンバに充填する工程と、微細特徴チャンバの少なくとも固化したTLCPのメソゲンが、それらの流れ整列を維持するように、溶融組成物を固化する工程と、を含む。成形品は、本体と、本体から突出する3次元構造特徴と、を備え、微小寸法を有する微細特徴要素を含み、微小寸法におけるTLCPメソゲンが流れ整列状態にある。 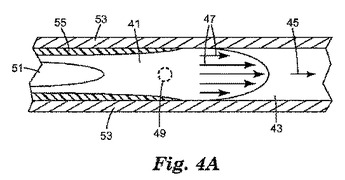 (もっと読む)
(もっと読む)
円筒状の磁気浮上ステージ及び露光装置
【課題】本発明は、大型サイズの円筒表面に、直接ナノメートル大きさのパターンを大面積で刻むための円筒状の磁気浮上ステージ及び露光装置に関する。
【解決手段】本発明は、磁気浮上原理で円筒を浮上し、非接触で回転及び軸方向に移送しながら円筒表面に直接ナノメートル大きさのパターンを刻むことができる新しい形態のステージと、円筒表面に光を照射する光源とを具現することにより、ナノメートル大きさの誤差で位置を能動制御できるなど、機械加工による誤差及び外乱を実時間的に補正することができて、結局、大型サイズの円筒表面にナノメートル大きさのパターンを効率的に加工できると共に、ステージと組み合わされ、光源と円筒表面との間を、部分的に真空環境が保持されるようにする差動真空手段を具現することにより、X線や電子ビーム、極紫外線(EUV)のような光源を適用することができる円筒状の磁気浮上ステージ及び露光装置を提供する。
(もっと読む)
不活性ガスの製造方法、およびタイヤの製造方法
【課題】可燃ガスの使用量を低減しても、不活性ガス中に含まれる酸素の濃度が高くなるのを抑制する。
【解決手段】酸素を含む混合ガス、および可燃ガスKからなる混合体Wに、脱酸・脱硝処理を施して不活性ガスAを製造する不活性ガスの製造方法であって、前記混合ガスはボイラー排ガスGとされるとともに、混合体Wは、複数の燃焼触媒部12〜15を通過して複数回脱酸・脱硝処理される。
(もっと読む)
パターン形成方法、パターン形成装置、ナノインプリントモールド及びナノインプリントモールドの製造方法
【課題】本発明は、ナノインプリントモールドを光硬化樹脂からなる樹脂層から離型する時の樹脂層やモールドの破損を防止するパターン形成方法等を提供する。
【解決手段】本発明に係るナノインプリントによるパターン形成方法は、基材上に光硬化樹脂からなる樹脂層を形成し、凹凸パターン部を有するモールドを前記樹脂層に押し当て、前記モールドの外周に向かって光の照射量が大きくなるように、前記樹脂層に光を照射し、前記樹脂層に光を照射した後、前記樹脂層から前記モールドを離型することを特徴とするナノインプリントによるパターン形成方法。
(もっと読む)
表面実装用の電気・電子部品の製造方法
【課題】特殊な金型や金属部品の表面処理が必ずしも必要でなく、作業工程が簡易であり、金属部品と液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂との密着性に優れる、「フラックス上がり」の抑制された表面実装用の電気・電子部品の製造方法を提供すること。
【解決手段】射出成形により液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂と金属部品とを複合化して表面実装用の電気・電子部品を製造する際に、金型内表面の少なくとも金属部品と金型内表面とが接触する部分全面に断熱層が形成された金型を用いる。
(もっと読む)
離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルム
【課題】離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムを提供すること。
【解決手段】本発明は、離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムに関する。本発明においては、幅方向に2m間の配向角差が3°以内であり、複屈折率が0.05以上である離型フィルム用2軸延伸ポリエステルフィルムを提供する。本発明に係る離型フィルム用2軸延伸ポリエステルフィルムは、複屈折率が大きく、且つ、延伸によるボーイング現象の減少により配向角に優れていることから、偏光板を用いた欠点検査時に光漏れ現象や光沢現象を制御することができる。
(もっと読む)
インプリントリソグラフィ
【課題】インプリントテンプレートアライメントマークを改善する。
【解決手段】アライメントマークを備えたインプリントリソグラフィテンプレートが提供される。アライメントマークは、インプリントリソグラフィテンプレートの屈折率とは異なる屈折率を有する誘電体材料から形成され、誘電体材料は、誘電体材料を通過したアライメント放射と誘電体材料を通過しなかったアライメント放射との間に位相差を生じるような厚さを有する。
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 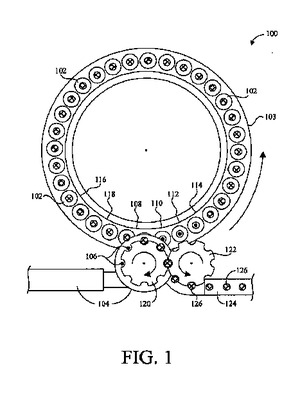 (もっと読む)
(もっと読む)
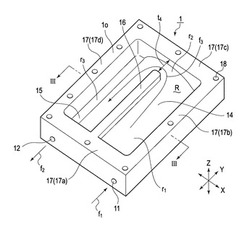
ブロー成形用金型およびプラスチック容器
【課題】容器本体の凸凹による文字や図形などの立体表記を所望の形状に明瞭に成形することを可能とするブロー成形用金型およびプラスチック容器を提供する。
【解決手段】一対の分割金型は入れ駒9を備え、入れ駒9は、文字や図形などの立体表記を形成するための凹部と、凹部上に、分割金型とパリソンとの間の空気を除去するためのφ0.5mm以下のエアベント12とを備える。プラスチック容器1は、ブロー成型用金型を用いてポリエチレン樹脂製のパリソンでブロー成形してなり、立体表記の肉厚は0.1mm以上である。
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
離型剤、樹脂組成物、及び樹脂成形体
【課題】成形時の離型性に優れた樹脂組成物及び樹脂成形体を提供する。
【解決手段】重合体の片末端または両末端及び内部の少なくともいずれかに二重結合を有する三種の特定なポリオレフィン重合体における前期二重結合を80%以上の高い変性率で変性し、ついで、加水分解を行うことにより得られる極性基含有ポレオレフィン重合体を含む離型剤と、樹脂とを含んでなる樹脂組成物。
(もっと読む)
射出成形品の製造方法
【課題】成形品作製の際のバリの発生量を抑制し、高結晶化度の成形品を得ることが可能な射出成形品の製造方法を提供する。
【解決手段】ポリアリーレンサルファイド系樹脂組成物の射出成形において、金型内表面に断熱層が形成された金型を用い、100℃以下の金型温度で射出成形する。断熱層は、熱伝導率が5W/m・K以下であるものが好ましい。また、好ましい断熱層としてはポリイミド樹脂を含むものが挙げられる。断熱層は、ポリイミド樹脂を含むものが好ましい。
(もっと読む)
洗浄剤組成物及びナノインプリント用モールドの洗浄方法
【課題】ナノインプリント用モールドに付着残存した樹脂汚れに対する洗浄力が高く、かつ、モールドを傷めずに洗浄できる洗浄剤組成物、及びナノインプリント用モールドの簡便な洗浄方法の提供。
【解決手段】ナノインプリント用モールドの洗浄に用いる洗浄剤組成物において、遷移金属を含む水溶性塩(A)とキレート剤(B)と過酸化物(C)とを含有し、(B)/(A)で表されるモル比が0.5以上であり、かつ、pHが8未満であることを特徴とする洗浄剤組成物。
(もっと読む)
板状成形品の型締力増幅機構付金型
【課題】板状成形品の成形においては、例えば3インチ40mm×70mmの導光板の成形において、射出成形機では射出速度1000mm/sec,型締め力100tonのハイスペックな射出成形機が必要となっていた。ハイスペックの射出成形機はその設備費用を高くしていた。型締め力100tonに満たない射出成形機では、例えば、射出速度300mm/sec,型締め力30〜50tonでは射出圧縮成形方法を利用して成形することが必要であった。射出圧縮成形方法用の金型は金型構造上、金型の摺動部にかじりが発生したり成形品にバリが発生したりして保守費用を高くしていた。
【解決手段】
本発明は、ハイスペックな成形機や射出圧縮成形用の金型構造を不要とするために、キャビティーの厚さ方向を型締め方向と垂直に配置しクサビ状部品で型締め荷重を置換増幅する金型構造を用いたものである。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】加硫の際にブラダーへの硫黄の移行を防止してブラダーの劣化を抑えるとともに、ブラダーとグリーンタイヤとの間でのエアの滞留による加硫故障を防止することができる空気入りタイヤの製造方法および空気入りタイヤを提供する。
【解決手段】グリーンタイヤ11のビード部2の内側表面における硫黄架橋ゴム5aが露出している部分に貼り付けた不織布または織布からなる保護部材10が、膨張したブラダー14を、硫黄架橋ゴム5aに直接接触させないようにして、未加硫の硫黄架橋ゴム5aからブラダー14への硫黄の移行を遮断し、膨張したブラダー14とグリーンタイヤ11の内側表面との間のエアは、保護部材10を通じてグリーンタイヤ11の外部に排出される。
(もっと読む)
タイヤの製造方法
【課題】タイヤの加硫成型において生タイヤの内面にブラダーから均等に圧力を与えるための簡便な方途について提案する。
【解決手段】生タイヤを成型金型内に配置し、該生タイヤの内側からタイヤ径方向外側へブラダーを押し付けて加硫成型を行うに当たり、前記生タイヤのショルダー部内側に中子を固定し、該中子を介してブラダーの押し付けを行う。
(もっと読む)
金型洗浄剤組成物および金型洗浄材、ならびにそれを用いた金型のクリーニング方法
【課題】成形作業の繰り返しにより汚染された金型に対して優れた洗浄効果を発揮する金型洗浄剤組成物を提供する。
【解決手段】成形材料を用い繰り返し成形を行う加熱成形用金型の洗浄剤組成物である。そして、上記洗浄剤組成物は、母材となる合成ゴムおよび合成樹脂の少なくとも一方と、アルカリ金属塩およびアルカリ金属水酸化物の少なくとも一方と、水を含有する。
(もっと読む)
81 - 100 / 441
[ Back to top ]