
Fターム[4F202AR20]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | その他の調整制御量 (441)
Fターム[4F202AR20]に分類される特許
41 - 60 / 441
遊星歯車装置用キャリアの射出成形用金型
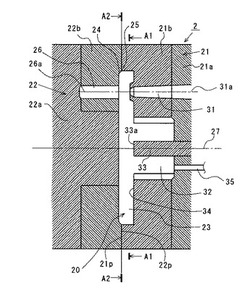
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)
が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができる
ようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】ピンポイントゲートから射出された溶融状態のプラスチックは、第2キャビ
ティ部に充填された後、第1キャビティ部内に充填される。この際、第2キャビティ部の
開口部から第1キャビティ部内に流出する溶融状態のプラスチックは、第2キャビティ部
の周囲に放射状に且つ均等に流出する。その結果、射出成形用金型2で射出成形された遊
星歯車装置用キャリアは、支持軸の倒れが抑えられる。そして、第2キャビティ部内に充
填された溶融状態のプラスチックは、第3キャビティ部内に流入する。
(もっと読む)
樹脂レンズの成形方法

【課題】樹脂転写型が吸湿によって変形する場合であっても、目的とする面形状を十分な精度で形成することができる樹脂レンズの成形方法を提供すること。
【解決手段】樹脂転写型であるサブサブマスタ型50の成形時における水分含有量がサブサブマスタ型50の作製直後における水分含有量と実質的に等しいので、成形時におけるサブサブマスタ型50の第3光学転写面53aの表面形状を第3光学転写面53aの作製直後の状態に略等しい状態とすることができ、第3光学転写面53aによって成形される樹脂レンズであるウェハレンズ100の形状精度を高めることができる。
(もっと読む)
バッテリトレイ
【課題】樹脂を用いて射出成形により形成されるバッテリトレイであって、ウェルド部による成形品の強度低下等の影響を抑制することができるようにする。
【解決手段】電気自動車に装備され、樹脂を用いた射出成形により形成され、駆動用のバッテリを搭載されるバッテリトレイ10であって、長方形状に形成された底面部11eと、底面部11eの外周に立設された周壁部11と、底面部11eの長手方向中間部に短手方向に延在するように立設された横リブ13F,13Rとを備え、射出成形の際に生じるウェルド部が、底面部11e及び周壁部11及び横リブ13F,13Rのうちの高応力部を除く箇所に形成される。
(もっと読む)
対物レンズの製造方法
【課題】従来の成形方法では、微細な回折構造を有する対物レンズを安定して成形することができなかった。
【解決手段】青色レーザを用いた光ピックアップ装置に搭載され、表面に微細構造を有する対物レンズの製造方法であって、二酸化炭素の含浸率が0.5〜1.5wt%の樹脂材料を射出成形装置に供給する供給工程と、前記供給された樹脂材料を金型内に射出し、レンズ形状に成形する成形工程と、を備える。このような構成により、微細構造を有する対物レンズを安定して成形することができる。
(もっと読む)
マスター型製造装置
【課題】型を複数回繰り返して使用することにより、平板状の基板の面に硬化した成型材料で構成された複数の凸部を設けてマスター型を製造するマスター型製造装置において、マスター型での不良の発生を防止する。
【解決手段】型M1を複数回繰り返して使用することにより、平板状の基板W1の面に硬化した成型材料で構成された複数の凸部W2を設けて、マスター型M2を製造するマスター型製造装置1において、凸部W2を形成するための型M1の凹部M3に供給された硬化前の成型材料を観察する硬化前観察カメラ17を有する。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いて、インナーライナーを内面に備える空気入りタイヤを製造する方法であって、インナーライナーは、0.05mm以上0.6mm以下の厚さのSIBS層を有し、該SIBS層は、炭素数4のモノマー単位を重合して得られる重合体を0.5質量%以上40質量%以下含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、前記タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
ポリアミド樹脂発泡成形体および自動車用樹脂成形品
【課題】耐熱性に優れかつ充分に軽量で高い耐荷重性を持ち、高い断熱性と耐振動性を発揮しうるポリアミド樹脂発泡成形体を提供する。
【解決手段】ポリアミド樹脂組成物を溶融状態とし、型締めされた複数の金型で形成されるキャビティ内に化学発泡剤および/または超臨界状態の不活性ガスとともに射出充填し、表層に厚み100〜800μmの非発泡スキン層が形成された段階で少なくとも一つの金型を型開き方向へ移動してキャビティの容積を拡大させることにより得られる発泡成形体であり、ポリアミド樹脂組成物が、結晶性ポリアミド樹脂(A)と、非結晶性ポリアミド樹脂(B)と、グリシジル基を1分子あたり2個以上含有し、重量平均分子量4000〜25000であり、かつエポキシ価が400〜2500当量/1×106gであるグリシジル基含有スチレン系共重合体(C)と、無機強化材(D)とを所定の割合で含有する。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】成形品に残留応力や組織の乱れ等の成形不良が残らず、また脱型操作も簡易にできるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品の提供。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含む成形材料をポット15に収容し、前記成形材料を加熱・溶融して該ポットの底部とキャビティとの間を連通させる連通路17を介してキャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う。該連通路は、その内径が該ポットの底部側から前記キャビティ側に向って徐々に縮径しており、該連通路の途中で通路径が最小となる最小径部19が形成され、該最小径部から前記キャビティ側に向って拡径して前記キャビティに至るように形成され、該最小径部に相当する部位で硬化物を破断させることにより、硬化物のポット側とキャビティ側を分離させた後、成形品47を脱型させる。
(もっと読む)
中空樹脂成形体の成形方法
【課題】金型のキャビテイに射出される溶融樹脂の流動状態を適正に制御して、成形不良による歩留まり低下や、金型の劣化を防止して生産効率性やコスト性に優れた中空樹脂成形体の成形方法を提供する。
【解決手段】溶融樹脂が射出される接合部形成用キャビティ15の複数の射出ゲート19付近に圧力センサ18を取り付けるとともに、射出ゲートから射出される溶融樹脂が合流する接合部形成用キャビティ内の樹脂最終合流点に温度センサ17を取り付け、温度センサからのセンサ信号に基づいて樹脂最終合流点への樹脂充填を検知するとともに充填圧力を監視して樹脂充填の補圧状態を制御する。
(もっと読む)
非平面上単粒子膜の製造方法、該単粒子膜エッチングマスクを用いた微細構造体の製造方法および該製造方法で得られた微細構造体。
【課題】 本発明は、単粒子膜を構成する各粒子が2次元に最密充填し、高精度に配列した曲面上の単粒子膜エッチングマスクとその製造方法、該単粒子膜エッチングマスクを用いた曲面上の微細構造体の製造方法および該製造方法で得られた高精度な曲面上の微細構造体を提供する。
【解決手段】曲面、傾斜および段差など非平面である部分で面方向のピッチまたは大きさが0.1μm〜10000μmである表面が一部若しくは全部である基板上に形成する、粒子が2次元に最密充填した単粒子膜であって、
下記式(1)で定義される粒子の配列のずれD(%)が10%以下であることを特徴とする単粒子膜。
D(%)=|B−A|×100/A・・・(1)
(式(1)中、Aは前記粒子の平均粒径、Bは前記単粒子膜における前記粒子間の平均ピッチを示す。)
(もっと読む)
光学素子の製造方法及び成形金型
【課題】個別に比較的簡易に非点収差量の調整が可能な光学素子の製造方法及び成形金型を提供すること。
【解決手段】可動金型42の外周部材32に溝32aを設けることにより、固定金型41と可動金型42との型締めの際に、外周部材32に対向する外周部22において、光学面形成面56aを所望の方向に変形させることができる。これにより、光学面形成面56aに非点収差を発生させることができる。また、溝32aを設けた外周部材32を回転させることに伴う溝32aの方向変化によって光学面形成面56aに加わる力の方向を変えることができる。これにより、光学面形成面56aの輪郭の変形方向を簡易に調整することができる。以上のことから、多数個取りのレンズOLを製造する場合でも、個別に非点収差を調整してレンズOLを製造することができる。
(もっと読む)
更生タイヤ製造方法
【課題】タイヤサイドに乱流発生用凹凸部を有する更生グリーンタイヤを、乱流発生用凹凸部の変形を抑制しつつ更生して更生タイヤを製造する更生タイヤ製造方法を提供する。
【解決手段】本発明に係る更生タイヤ製造方法は、タイヤサイドに乱流発生用凹凸部を有し、かつ突部の高さをHa、ピッチをPa、幅をWaとしたときに、1.0≦Pa/Ha≦50.0、且つ1.0≦(Pa−Wa)/Wa≦100.0の関係を満足する更生グリーンタイヤを、突部が挿入される凹み部を備える更生用モールドを使用して更生タイヤを製造する方法であって、更生用モールドの凹み部の深さをHb、ピッチをPb、幅をWbとしたときに、Hb>=1.3Ha、Wb>=1.3Wa、Pb=Paの関係を満足する更生用モールドを使用する加硫工程を含む。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】厚みが薄く、耐空気透過性に優れたポリマー積層体をインナーライナーに用いた空気入りタイヤの製造方法であって、インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法、および空気入りタイヤの提供。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さ0.05mm〜0.6mmの第1層ならびに、スチレン−イソプレン−スチレントリブロック共重合体からなる第2a層およびスチレン−イソブチレンジブロック共重合体からなる第2b層の少なくともいずれかからなる第2層を含み、第2層の厚さが0.01mm〜0.3mmであるポリマー積層体をインナーライナー9に用いた生タイヤを準備する。生タイヤを金型に装着し、ブラダーにより加圧しつつ加硫して加硫タイヤを得る。加硫タイヤを50〜120℃で10〜300秒間冷却する。
(もっと読む)
スタッダブルタイヤの製造方法及びタイヤモールド
【課題】スタッド保持性能を確保しつつ穴割れを抑制することのできるスタッダブルタイヤの製造方法とスタッダブルタイヤの加硫処理に用いられるタイヤモールドを提供する。
【解決手段】タイヤトレッドにスタッド穴が形成されたスタッダブルタイヤを製造する際に、タイヤモールド10として、周方向端部側に径が一定の円柱状のモールドピンであるストレート型のモールドピン14Aが配置され、中心側に胴部14aの先端側に設けられる径が胴部14aの径よりも大きなフランジ部14bを有するフラスコ型のモールドピン14Bが配置された複数のセクターモールド12を備えたタイヤモールド10を用いて生タイヤ20を加硫成形した。
(もっと読む)
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】下端がノズルになっており、スティック状成形材料Sが一列に上側から順次供給され、下方側が保熱性の良い材料で構成された縦型射出筒61と、射出筒61の下部を加熱するヒーター65と、スティック状成形材料Sを下方に向かって押し込む押込シャフト75とを備え、押込シャフト75により最上段のスティック状成形材料が押し込まれると、最下段の既に完全溶解した成形材料がキャビティ21に射出されると共に、ヒーター65からの熱がノズルタッチを介して金型9側に伝達される。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
プラスチック成形金型用鋼
【課題】 従来のプラスチック成形用の金型用鋼より粒界炭化物が少ない靭性に優れたプラスチック成形用の金型用鋼を提供することである。
【解決手段】 プラスチック成型用に使用するための金型用鋼で、質量% で、C:0.05〜0.2%、Si:0.3〜2.0%、Mn:0.5〜2.5%、Cu:0.5〜2.0%、Ni:2.0〜4.0%、Cr:0.5〜3.0%、Mo:0.01〜2.0%、Al:0.5〜2.0%、S:0.030%以下、N:0.015%以下、O:0.01%以下を含有し、かつ、F(C、Si、Mn、Ni、Cr、Mo、Cu)=0.5C+0.7Si+5.1Mn+0.4Ni+2.2Cr+3Mo+0.4Cuの値がF≧12を満たし、残部Fe及び不可避不純物からなり、時効硬化熱処理したプラスチック成型用に使用する金型用鋼。
(もっと読む)
高撥水構造の形成方法
【課題】撥水剤の塗布や混練することなく、かつ特殊な加工設備・金型を必要とせず、簡単な工程で加硫ゴムの表面に高撥水構造を形成する方法を提供する。
【解決手段】ゴムの加硫成形工程において、メッシュシート2の構造をゴム組成物3の表面へ転写し、加硫ゴム表面に高撥水構造を形成する。メッシュシートのメッシュ数が150〜508メッシュである。メッシュシートのオープニングが20〜120μmである。メッシュシートのオープニングエリアが20〜50%である。
(もっと読む)
成形装置及び成形方法
【課題】メンテナンス性を向上させ、長期間にわたって高精度な成形を可能とすることができる成形装置及び成形方法を提供する。
【解決手段】型締め時に転がり軸受23が精度良く円凸部12を案内することで、転写面11,12の光軸が精度良く整列するようになるので、高精度なレンズの成形を行うことができる。又、円凸部12と転がり軸受23とは、摺動ではなく転がり接触するので、部材の削れや摩耗を抑えることができ、変形を抑制すると共に金型や光学素子の汚染を抑制しつつ、長期間にわたって安定した成形を行うことができる。
(もっと読む)
41 - 60 / 441
[ Back to top ]