
Fターム[4F202CB20]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 予め形成された挿入物等との一体化成形 (3,085) | 複数の挿入物等の一体化 (340)
Fターム[4F202CB20]に分類される特許
41 - 60 / 340
防振装置
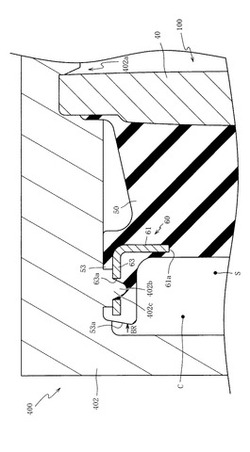
【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
合成樹脂製成形品

【課題】薄い板状に形成した合成樹脂製の成形品の強度を高め、破損を抑制することを目的とする。
【解決手段】環状の薄い板状の金属製又はセラミックス製の補強部材42,43が、環状の薄い板状の合成樹脂製の本体部21,31の全周に亘って、本体部21,31に完全に被覆され、埋設され、補強部材42,43の本体部21,31内での位置を決定するための位置決め部材5が、補強部材42,43と結合し、本体部21,31内に埋設されていることを特徴とする合成樹脂製の成形品。
(もっと読む)
中空樹脂成形体の成形方法
【課題】金型のキャビテイに射出される溶融樹脂の流動状態を適正に制御して、成形不良による歩留まり低下や、金型の劣化を防止して生産効率性やコスト性に優れた中空樹脂成形体の成形方法を提供する。
【解決手段】溶融樹脂が射出される接合部形成用キャビティ15の複数の射出ゲート19付近に圧力センサ18を取り付けるとともに、射出ゲートから射出される溶融樹脂が合流する接合部形成用キャビティ内の樹脂最終合流点に温度センサ17を取り付け、温度センサからのセンサ信号に基づいて樹脂最終合流点への樹脂充填を検知するとともに充填圧力を監視して樹脂充填の補圧状態を制御する。
(もっと読む)
樹脂製弾性体
【課題】ユーザのニーズによって弾性体の気圧を自由に調整可能な樹脂製弾性体を提供する。
【解決手段】二つのドッキング具と、一つの連結具と、を含む樹脂製弾性体において、二つのドッキング具は、裏面と、外面と、をそれぞれ有し、その周縁に連結縁が成形され、連結縁はドッキング具の外側に延び、二つのドッキング具のうちの一つの裏面により収容空間が形成され、二つのドッキング具は裏面が互いに対向するように設けられ、各連結縁が互いに当接し、各ドッキング具が樹脂射出成形されたものであり、二つのドッキング具のうちの一つに充気・気体漏れユニットが設けられ、充気・気体漏れユニットにより二つのドッキング具を充気し、又は気体を漏れることができ、連結具は、射出溶接の方式により二つのドッキング具の連結縁を連結し、連結具を射出成形すると同時に、気体が二つのドッキング具内に封入される。
(もっと読む)
樹脂成形充気用ノズル
【課題】構造に気体が漏れ出す欠陥がなく、作製の工程が簡単になり、快速で大量に生産することができる、樹脂成形充気用ノズルを提供する。
【解決手段】充気用ノズルを含み、充気用ノズルは、樹脂成形体と一体成形され、充気装置通過ユニットと、回復ユニットと、を含む樹脂成形充気用ノズルにおいて、樹脂成形体は、一面が裏面であり、他面が外面であり、充気装置通過ユニットは、樹脂成形体の裏面に延びるように成形され、中空な構成であり、樹脂成形体の外面へ開放する充気装置挿入空間を有し、充気装置通過ユニットに切り欠が設けられ、切り欠の延び方向を切り欠方向と定義し、回復ユニットは、充気装置通過ユニットと一体射出成形され、弾性回復力を有し、弾性回復力の回復方向を弾性回復力方向と定義し、弾性回復力方向が切り欠方向と垂直し、回復ユニットが切り欠の対向する両側から中央へ弾性回復力を加える。
(もっと読む)
埋設ストラップのセンタリング方法、それに用いる部材、それを使用するストラップ
【課題】断面ほぼ円形のストラップを断面ほぼ円形の合成樹脂に射出成型法等により埋設するとき、ストラップを中央に置いたまま合成樹脂で埋設する方法及びそれに使用する器具を提供する。
【解決手段】ストラップ11末端に合成樹脂末端部を射出成型法により形成する方法である。前記ストラップ11末端に射出成形金型にほぼ接する高さの支柱部32を少なくとも3個放射状に有するストラップ位置保持具3を取り付ける工程と、このストラップ位置保持具3付きストラップを金型に置く工程と、前記金型内に合成樹脂を射出する工程と、前記金型からストラップ11を取り出す工程を有する。
(もっと読む)
発泡体コアの製造方法
【課題】発泡体コアの寸法精度を向上する。
【解決手段】複数のインサート部材を型にセットすると共に、位置合わせ基準となるインサート部材の間を仕切って仕切部材を発泡成形型のキャビティに設置したもとで、発泡成形型内で発泡体原料を発泡および硬化することで、発泡体コアの外形に合わせて成形された一次成形体を得る。一次成形体を仕切部材で分割することで、基準となるインサート部材を含むブロックを得る。基準となるインサート部材に基づいて各ブロックを位置合わせし、該ブロック同士を接合することで、発泡体コアを得る。
(もっと読む)
成形用金型及び該成形用金型を備えた成形装置
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、各キャビティ内に発生する加硫ガス等に起因した剥離や膨れといったゴム材料の成形不良を防止する。
【解決手段】外側キャビティ17に連通するエア排出流路を備えるとともに、ゴム注入流路を、内側及び外側キャビティ16,17にそれぞれゴム材料を導く内側及び外側注入流路部36,37に分岐させて、各注入流路部36,37の流路断面積を、外側キャビティ17へのゴム材料の充填速度が、内側キャビティ16へのゴム材料の充填速度以下になるように設定した。
(もっと読む)
成形用金型
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、中間筒体の内周面及び外周面に作用するゴム材料の圧力差に起因して中間筒体が変形するのを防止する。
【解決手段】ゴム注入流路34を、導入流路部35と、該導入流路部35からそれぞれ分岐して内側キャビティ16及び外側キャビティ17へとゴム材料を導く内側注入流路部36及び外側注入流路部37とで構成して、各注入流路部36,37からの各キャビティ16,17へのゴム材料の充填速度の比率が上記変形を生じない比率範囲内に収まるように、該各注入流路部36,37の流路断面積をそれぞれ設定する。
(もっと読む)
ラグ付きタイヤの製造方法及びタイヤ
【課題】加硫によって、タイヤ表面に現れる凹凸やカーカスプライ等のウエーブを効果的に軽減する、新規なラグ付きタイヤの製造方法を提供する。
【解決手段】本発明のラグ付きタイヤを製造する方法は、タイヤのトレッドに、タイヤの回転する向きに沿って間隔をおいて形成した複数のラグ3を備えるラグ付きタイヤ1を製造するに当たり、ラグ3に相当する加硫済みラグ部材3´をあらかじめ加硫金型4に配置し、次いでタイヤ本体部2となる生ケース2´を加硫金型4に装填し、引き続きラグ部材3´と生ケース2´とをともに加硫して相互に結合させることを特徴とする。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
防振ゴムの製造方法
【課題】防振ゴムの製造方法において、外筒体の筒軸方向両端面へのゴムの侵入を抑え、且つ、ゴム弾性体の耐久性を向上させる。
【解決手段】第1パイプ部材23及び第1外筒体13と、これらの間に成形された第1ゴム弾性体33とを備えたトルクロッド1の製造方法である。第1ゴム弾性体33を加硫成形する際、下型71及び上型81に形成された、第1外筒体13の筒軸方向の端面13cと非平行な押圧部81aを、当該第1外筒体13の開口部の内周エッジに押し当てて、当該内周エッジを面取りすることにより、当該第1外筒体13の筒軸方向の端面13cへのゴムの侵入を抑え、且つ、第1外筒体13の筒軸方向の端面13cと第1ゴム弾性体33の外周縁における筒軸方向端53bとの間に段差を設ける。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。
(もっと読む)
注形品の製造方法、金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の生産性を高める。
【解決手段】ポスト型の絶縁スペーサの製造方法は、熱硬化性の注形材料51を加熱された金型25内に加圧補給しながら、この金型25内における注形材料51の外周部分52を熱硬化させて半硬化物53を得る工程と、金型25内で得られた半硬化物53についての熱硬化がその中心部54側へ進行するときに生じる反応熱によって半硬化物53を中心部54から内部発熱させる工程と、金型25内で内部発熱した半硬化物53の熱膨張の発生に応じて、注形材料51の加圧補給を停止させる工程と、加圧補給を停止させた金型25内から半硬化物53を取り出し、この半硬化物53の内部発熱を継続させることによって、中心部54を含む半硬化物53全体を熱硬化させて絶縁スペーサを得る工程と、を有している。
(もっと読む)
モール成形用金型および該金型を用いた装飾モール付きガラスの製造方法
【課題】磁力発生装置を用いて金属モールを金型に固定する場合、金型表面に段差が生じ、金型と金属モールとの接触部分に歪みが発生する問題があった。
【解決手段】ガラス板の周縁部に金属モールを被着させるモール成形用金型において、ガラス板を支持すると共にガラス板の周縁部に形成する樹脂モールの上部面、下部面をそれぞれ形成させる上部金型、下部金型を含む成形金型と、前記下部金型の凹状面内の金属モールの当接面に設けた複数の各穿孔部に内接する非磁性の筒状の介装部材内に設け、金属モールをモール固定部材の頂部の磁力で保持するモール固定手段と、該モール固定手段に磁力を付与する磁力発生装置と、からなり、前記磁力発生装置の熱膨張により前記モール固定部材の頂部上端が、前記下部金型の凹状面から突出しないように、モール固定部材の鍔部の外径を穿孔部の内径より大径としたことを特徴とするモール成形用金型。
(もっと読む)
防振ゴムの成形用金型
【課題】防振ゴムの成形用金型において、既存の成形用金型の形状等を大幅に代えることなく、金型の分割面に形成されるバリに、貫通孔を確実に形成する。
【解決手段】第1パイプ部材23及び第1外筒体13と、すぐり孔が形成された第1ゴム弾性体とを備えるトルクロッドの成形用金型61である。筒軸方向と垂直な分割面61aを構成する下型71及び上型81を備えている。下型71及び上型81には、第1ゴム弾性体を成形するためのと、すぐり孔を形成するための空間形成部とが形成されている。第1及び第2下側空間形成部の先端部には、樹脂ネジ93が螺合挿入される挿入孔が形成されている。空間形成部は、型締め状態では、先端面同士が接近して樹脂ネジ93を膨張させる。
(もっと読む)
シートクッション用成形型、及びその成形型を用いたシートクッションの製造方法
【課題】裏面材の外側に発泡材料が漏れ出すことを抑制できるシートクッション用成形型を提供する。
【解決手段】裏面材10が一体化されたシートクッションを製造するためのシートクッション用成形型のキャビティを形成する型内面には、裏面材10を型内面に取り付けるための複数の取付部3が設けられている。取付部3は型内面から突出するセットピン4と、セットピン4の基端部4aを囲む環状の磁気吸着領域を型内面に形成する磁性部5、6とを備える。
(もっと読む)
燃料電池用ガスケット成形金型
【課題】燃料電池の構成部材と燃料電池用ガスケットとを一体成形する際に、金型内におけるガスケット材料の望ましくない浸入を抑制する。
【解決手段】燃料電池構成部材に対してガスケットを一体で成形するための燃料電池用ガスケット成形金型であって、ガスケットに対応する形状であって、ガスケットの成形材料を投入可能なキャビティ80と、キャビティ80と連通して設けられ、キャビティに対して過剰に投入された成形材料をキャビティ外に導く通路であるベント部82と、が形成されており、金型内に配置された燃料電池構成部材と金型の内壁面との間に生じる空隙81に対する、ベント部82からの成形材料の流入を抑制するように、金型の内壁面に設けられた流入抑制部75を備える。
(もっと読む)
導電回路一体化成形品及びその製造方法
【課題】部品点数及び製造工程を増加させることなく、リードの剥がれや破断、導電回路の腐食を防止することができる導電回路一体化成形品を提供する。
【解決手段】樹脂成形体と、樹脂成形体内に樹脂成形体の一面に対して面一になるように埋め込まれたベースフィルムと、樹脂成形体とベースフィルムとの間に配置された導電回路と、導電回路を外部装置に電気的に接続するためのリードとを有し、リードの一端部は樹脂成形体内に埋め込まれた状態で導電回路の一部と電気的に接続され、リードの他端部は樹脂成形体の外部に露出している。
(もっと読む)
41 - 60 / 340
[ Back to top ]