
Fターム[4F202CB20]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 予め形成された挿入物等との一体化成形 (3,085) | 複数の挿入物等の一体化 (340)
Fターム[4F202CB20]に分類される特許
81 - 100 / 340
加飾装置
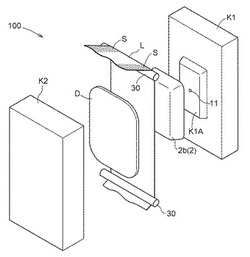
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
インサート部品を有する繊維強化樹脂部材の製造方法

【課題】インサート部品を有する繊維強化樹脂部材の成形において、成形後に追加加工を必要とせず、容易に精密な位置決めが可能な製造方法を提供する。
【解決手段】インサート部品4を有する繊維強化樹脂部材の製造方法であって、プリフォーム1の外表面に設けた突出部7を、成形型10に設けた凹部8に嵌入し、前記インサート部品4を成形型10によって位置決めすることを特徴とする。更に突出部7をスチールにし、成形型10の凹部8の底部に磁石9を配置すれば、突出部7を磁力で固定でき正確な位置決めができる。
(もっと読む)
インサート成形方法及びインサート成形品
【課題】モールド成形時におけるバスバーの変形を抑制することができるインサート成形方法を提供する。
【解決手段】複数のインサート部材の長さ方向の両端にそれぞれ臨んだ内壁面に、複数のインサート部材の離間間隔を設定間隔以上に維持する隙間維持用の突起7をそれぞれ形成すると共に、複数のインサート部材の幅方向の側部に臨んだ内壁面に、樹脂を充填するためのゲート8を形成し、成形金型5内に複数のインサート部材を、突起7を挟んで離間間隔が自在に変化するように且つ離間間隔が設定間隔より広くなるように中空保持し、中空保持した複数のインサート部材間の隙間にゲート8から樹脂を充填し、成形金型5の内周縁部に樹脂を回り込ませ、回り込ませた樹脂の樹脂圧力で複数のインサート部材の両端を突起7に押し付けてインサート成形品1を成形する方法である。
(もっと読む)
インサート成形方法、インサート部品及びインサート成形品
【課題】インサート部品の金型内セット作業が容易で、しかも、金型内にセットされた端子の保持・安定性が高いインサート成形方法等を提供する。
【解決手段】バスバー2と出力端子3がジョイント部4を介して一体に形成され、且つ、ジョイント部4が上型のコマからの押圧力を受けると押し曲げられて切断されるインサート部品5を、下型にセットし、下型と上型間を型締めし、この型締め過程で、上型がジョイント部4を押し曲げつつ切断し、型締めされた双方の下型及び上型内に溶融樹脂を充填することでインサート成形品を成形した。
(もっと読む)
窓構造体の製造方法
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
開放装置及び同装置を製造する方法、並びに開放装置を備えたパッケージング材料
パッケージング容器用の開放装置100が提供される。パッケージング容器は、パッケージング容器の外側を構成する上面及び容器の内側を構成する下面を有するパッケージング材料から形成され、開放装置100は、2つの動作部分であって、パッケージング材料の上面の上に配置される予備成形支持部104と、容器の下面の上に配置される薄膜部102とを含み、薄膜部102は、2つの部分を機械的に結合するように支持部104の開口部111内に延び、また薄膜部102の材料と支持部104の材料とは熱的に親和性がないポリマー材料である。 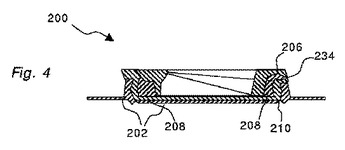 (もっと読む)
(もっと読む)
複合品の製造方法と複合品成形装置
【課題】金属体の裏面に樹脂部成形、表面が加飾される複合品に適合した製造方法である。
【解決手段】第一ヒータ53を設けた進退移動可能な保持ブロック50と加飾シート送り装置70からなり、伝熱面兼キャビティ補完面52を有する保持ブロック50は第一金型10に配置されている複合品成形装置を用いる。以下の工程を行う。イ.金型を型開きし、保持ブロックを進行位置に置く。ロ.第二キャビティ構成面33に加飾シート78を位置付ける。ハ.被加飾金属体1を保持ブロックに保持する。ニ.型閉めを行うとともに、保持ブロックを後退位置に位置付け、第一キャビティ構成面13、伝熱面兼キャビティ補完面と第二キャビティ構成面33に囲まれるキャビティ7を形成する。ホ.キャビティ内に溶融樹脂を射出し、被加飾金属体の裏面に樹脂部を成形すると同時に、被加飾金属体の表面に加飾シートによる加飾を行う。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
表示体およびその製造方法
【課題】小面積の表示部でも明るく照光させることができると共に、外表面での光反射を抑制して意匠性を高めた表示体を提供する。
【解決手段】表示体としての操作ノブ1は、導光体3の先部3aが樹脂ベース2を貫通して両者2,3が一体化されていると共に、樹脂ベース2の外面に被着されたインサートフィルム4の一部が導光体3の先端面を覆っており、フィルム4の第1および第2の表示部4a,4bが光源5,6の光で照光可能である。操作ノブ1を製造する際には、導光体3を装着した雄型7とインサートフィルム4を装着した雌型8とを型締めし、キャビティC内へ溶融樹脂10を射出充填することにより樹脂ベース2を成形する。その際、インサートフィルム4の外表面には、第1の表示部4aと対応する領域A1に導光体3を介して型締め力が付与されたことによるシボ加工が施され、かつ残余の領域A2,A3に溶融樹脂10の射出圧によるシボ加工が施される。
(もっと読む)
回転角検出装置の製造方法
【課題】両磁気検出部材44を樹脂(溶融樹脂)でインサート成形する際に、両磁気検出部材の演算部の厚さ方向に加わる樹脂(溶融樹脂)の流動によるストレスに起因する両磁気検出部材の位置精度の低下を防止する。
【解決手段】回転角検出装置40は、センシング部45と演算部47とを備え、センシング部45と演算部47とがL字形状をなしている磁気検出部材44を2個使用する。両磁気検出部材44がセンシング部45を互いに重ねた状態で向かい合わせに配置された状態で、両磁気検出部材44が樹脂でモールドされる。両磁気検出部材44の演算部47の厚さ方向の少なくとも一側面を金型60の支持型88で支持した状態で、両磁気検出部材44を樹脂でインサート成形を行う。
(もっと読む)
射出成形方法及び射出成形装置
【課題】部品点数を低減して、製造及び組付作業を容易に行い、装置コスト及びランニングコストを低減できる回転子積層鉄心への永久磁石の樹脂封止装置を提供する。
【解決手段】ベット11の上面に支持された載置台13の上面に取り付けられた下型17の上面に支持された鉄心18の内側に複数の鉄心拘束部材23を載置する。鉄心拘束部材23を退避位置復帰機構24によって、常には鉄心拘束部材23の押圧面23bが鉄心18の軸孔18bの内周面18cから離隔した位置に保持する。上型ユニット31の第3昇降板35に取り付けられた上型把持体42に対し、上型45及び押圧ピン47を装着する。第3昇降板35を下方に移動して、鉄心18の上端面に上型45の下面を接触させる行程で、押圧ピン47のテーパ面47aを鉄心拘束部材23の傾斜面23cに押圧して、各鉄心拘束部材23を鉄心18の内周面18cに押圧し、鉄心18を所定位置に拘束する。
(もっと読む)
成形体及びその成形方法
【課題】簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行い、二つの層の間にICタグなどの情報記録媒体を封入した、2層構造を有する中空形状の成形体と、その成形方法を提供する。
【解決手段】開口部を有する中空形状の部品4の外側に、情報記録媒体3を取り付けた後、前記部品4を金型のキャビティ2内に設置して、前記部品4の中空部に液体を封入し、前記開口部を密封した状態で、前記部品4外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
透明性インサート材を備えた樹脂成形品及びその製造に用いる金型及び樹脂成形品の製造方法
【課題】透明性のインサート材の外周に形成された樹脂部の強度を向上させた樹脂成形品、及びその製造のための金型、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品Pは、透明性のインサート材3と、インサート材3の外周に配置された金属製のフレーム材4と、インサート材3とフレーム材4とに亘って裏面側から接着される粘着シート5とを備え、インサート材3を囲繞するとともに、フレーム材4の周縁部4Aの少なくとも一部に係合した状態に樹脂部7を形成した。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリ
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に溶融結合される周辺封止部アセンブリ(42)(弾性封止部(44)及び封止部支持部材(46))を備える封入型ガラスアセンブリ(60)を提供する。封止部支持部材は少なくとも90のショアーA硬度を有する材料から形成され、弾性封止部は封止部支持部材よりも低い硬度を示す可撓性材料から形成される。
(もっと読む)
中空成形品
【課題】小型化を図る上で有利な中空成形品を提供すること。
【解決手段】中空成形品10は冷却水循環用の管体であり、合成樹脂製で、DSI成形で形成されている。中空成形品10は、高さHよりも十分に大きい寸法の幅Wを有する扁平な断面形状を呈している。中空成形品10は、幅W方向において分割され開口縁に接合部14を有する一対の半中空体12で構成されている。接合部14には、相手の接合部14に合わされる接合面が形成され、また、接合面には溶融樹脂20を射出させるための凹部14Aが形成されている。中空成形品10は、一対の半中空体12の接合部14の凹部14Aに射出された溶融樹脂20により接合部14相互が一体化されることで成形されている。接合部14は、中空成形品10の幅W方向の1/4の箇所に位置している。
(もっと読む)
回路基板がインサートされた成形品の製造方法
【課題】線幅の狭い回路がインサートされた成型品を高い生産効率で生産する。
【解決手段】ロール版に導電性ペーストを塗布して印刷用パターンを形成し、ロール版に形成された印刷用パターンをフィルム3に転写して回路パターン4を形成する第1工程と、相対的に接近離間する一対の成形型14a,14bの内部に、回路パターン4が可動型14bの成形面に対面するように、回路パターン4が形成されたフィルム3をセットする第2工程と、成形型14a,14bによって形成されるキャビティC内部に溶融樹脂を射出する第3工程と、を有する製造方法。
(もっと読む)
合成樹脂製の中空成形品の製造方法
【課題】接合ムラの発生を防止し、接合部の長手方向の全長にわたって均一に確実に接合する上で有利な合成樹脂製の中空成形品の製造方法を提供すること。
【解決手段】1次成形において、開口縁に接合部14を有する一対の半中空体12を射出成形する。一対の半中空体12の各接合部14は、内部空間16寄りに位置する内壁30と、内壁30に対向して内部空間16と反対側に位置する外壁32と、内壁30の基部と外壁32の基部とを接続する接続壁34とを有している。凹部18はそれら内壁30と外壁32と接続壁34とにより形成されている。2次成形において、一対の半中空体12の接合部14を合わせ、それら接合部14の凹部18で形成された接合用通路20に溶融樹脂を射出して接合部14相互を接合する。より詳細に説明すると、溶融樹脂の接合用通路20への充填完了と同時に、接合用通路20に充填された溶融樹脂の圧力を高める。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 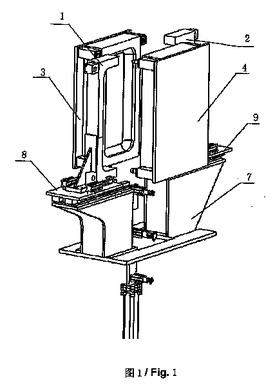 (もっと読む)
(もっと読む)
窓部材
【課題】取付用ブラケットの少なくとも一部が埋め込まれた窓部材において、取付用ブラケットが窓部材の本体部の表面側から見えにくくして外観見栄えを良好にすると共に、取付用ブラケットを狙い通りの位置に固定できるようにする。
【解決手段】窓部材1は、光透過性を有する樹脂材で構成された板状の本体部10と、本体部10裏面における所定部分に、本体部10よりも光透過度の低い樹脂材を射出成形することによって本体部10と一体化された枠部20と、枠部20よりも高剛性な材料で構成され、枠部20に少なくとも一部が埋め込まれた取付用ブラケット30とを備えている。本体部10の裏面には、取付用ブラケット30に当接するように突出して取付用ブラケット30の位置決めを行う突出部12が設けられている。取付用ブラケット30には、枠部20の成形時における成形型に当接して取付用ブラケット30の位置決めを行う位置決め面34が設けられている。
(もっと読む)
射出成形方法
【課題】 複数のインサート部品が互いに当接した状態で樹脂と一体化されるインサート射出成形において、インサート部品の位置精度を高めながら、複数のインサート部品の当接状態を確実なものとし、インサート部品の間に射出した樹脂が侵入しないようにする。
【解決手段】 複数のインサート部品が樹脂の射出成形により一体化されたインサート成形方法において、インサート部品1,2が並ぶ方向にインサート部品を押圧挟持できるように、成形金型に対しスライド可能に設けられた一対の挟持部材31,41により、複数のインサート部品1,2を互いに当接状態となるように挟持する挟持工程を設け、挟持工程において、前記一対の挟持部材31,41が、インサート部品を挟持した状態を維持しながらそれぞれスライド可能とされつつ、それぞれの挟持部材31、41が弾性部材33、43によってインサート部品1,2に向けて付勢されるように押圧挟持する。
(もっと読む)
81 - 100 / 340
[ Back to top ]