
Fターム[4F202CC05]の内容
プラスチック等の成形用の型 (108,678) | 型の全体的装置構成 (555) | 移動するもの(←成形ステーションへの) (394) | 循環系において移動するもの (69)
Fターム[4F202CC05]に分類される特許
1 - 20 / 69
インサート成形方法、および射出成形機
【課題】簡単な構成で、寸法精度が良好な製品を成形することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】射出成形機は、インサート部品Wがセットされる金型1と、型閉じされた金型1のキャビティ3内に成形材料を射出充填する射出装置2とを備えてなるものであって、インサート部品Wがセットされてから成形材料pを射出充填するまでの間に金型1をインサート部品Wとともに所定温度に加熱する加熱手段4と、成形材料pが射出充填されてからインサート成形された成形品Pを取り出すまでの間に、金型1を所定温度に冷却する冷却手段5とが設けられている。金型1は、インサート部品Wがセットされこのインサート部品Wとともに加熱される入子型10と、この入子型10を保持する母型11とにより構成されている。
(もっと読む)
射出成形装置及び射出成形方法

【課題】簡易な構成で射出成形装置の圧力を調整する。
【解決手段】射出成形装置1は、第1の端部241への圧力により節243の屈折状態が変化し、第2の端部242がスライドする射出リンク24と、第2の端部242の動作に基づいて移動するスプリング23と、スプリング23の移動に基づいて発生した圧力により樹脂33を射出する射出用シリンダー31と、射出された樹脂33の型取りを行う型22と、を備える。射出リンク24は、外部から与えられた圧力により、節243が屈折状態から伸長状態となった後、加圧前とは逆方向の屈折状態となり固定される。スプリング23は、節243の屈折状態が伸長状態となる前に射出用シリンダー31が型22内のストローク一杯となった場合に、スプリング23のアウターチューブをスライドさせ、節243が逆方向に屈折した状態で固定された場合に、射出用シリンダー31に与える圧力を固定する。
(もっと読む)
着脱式のブロー成形ステーションを備えるブロー成形装置
【課題】クリーンルームでの無菌のブロー成形装置へのアクセスを容易する装置及びその方法を提供する。
【解決手段】クリーンルームにおいてプラスチック予備成形物を容器へと形成するために、複数のブロー成形ステーションが配置される可動のキャリア2を備えており、ブロー成形ステーションでは、ブロー金型部分4a、4bを保持するためのブロー金型キャリア部分6a、6bを備え、ブロー金型キャリア部分の少なくとも一方が、ブロー金型を開閉すべく他方のブロー金型キャリア部分に対して可動であり、少なくとも1つのブロー金型キャリア部分を保持するためのキャリア要素82を備えたユニット80が、キャリアへの取り付けまたは取り外しができる。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
成形同時加飾用金型、成形同時加飾品の製造方法、及び成形同時加飾装置
【課題】枚葉加飾シートの金型に対する位置決め精度を向上させる。
【解決手段】成形同時加飾用金型2は、溶融樹脂から射出成形品を形成すると同時に射出成形品の表面に枚葉加飾シートを固着する成形同時加飾に用いられる成形同時加飾用金型である。成形同時加飾用金型2は、第2可動型15と、第2固定型9と、複数のクランプ33(33a)とを備えている。第2可動型15には、枚葉加飾シート41が配置される。第2固定型9は、第2可動型15に対して相対的に接近及び離反可能であり、第2可動型15との間に第1部分キャビティ30を形成できる。複数のクランプ33は、枚葉加飾シート41を第2可動型15に押し付けるための部材であり、互いに分離しており、枚葉加飾シート41が第2可動型15に配置されるときに枚葉加飾シート41への抵抗を減らすクランプ開放位置に少なくとも1個が移動する。
(もっと読む)
枢動およびロックの運動を連動させた、プラスチック予備成形物をプラスチック容器へと変換するための装置および方法
【課題】ブロー成形ステーションとして、ブロー金型キャリアとブロー金型を開閉すべく前記第1のブロー金型キャリア部分に対して所定の第1の枢支軸に関して枢動可能である第2のブロー金型キャリア部分とを提供する。
【解決手段】前記ブロー成形ステーション8が、ロック機構80が、少なくとも間接的に前記第1のブロー金型キャリア部分6aに配置された第1のロック要素82と、少なくとも間接的に前記第2のブロー金型キャリア部分に配置された第2のロック要素84とを備える。第1のロック要素82の運動が、少なくとも前記第2の所定の軸Xに関する前記第1のロック要素82の運動の最中に、前記第2の所定の軸Xが該第2の軸Xに対して垂直な方向に前記キャリア2に対して移動するようなやり方で、連結装置によって互いに連結されている。
(もっと読む)
多層成形釦、多層成形釦の製造方法、多層成形釦用金型、および射出成形装置
【課題】本発明は、操作機能を示す文字や記号等に対する照明ムラを防止することが可能な多層成形釦を提供することを目的とする。
【解決手段】本発明による多層成形釦は、両端が開口した筒状を有し、非透過性の成形材料で成形された遮光部4と、遮光部4の一端に嵌合され、かつ、当該一端における開口を覆うように透過性の成形材料で成形された光導部3と、光導部3を覆うように半透過性の成形材料で成形され、遮光部4の他端側からの光を外部から視認可能に表示する表示部2とを備える。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置の性能を向上する。
【解決手段】樹脂成形装置10は、樹脂供給装置50と、樹脂供給装置50を中心として周囲に配置された複数のプレス装置30a、30bとを備え、樹脂供給装置50から供給された液状樹脂を成形するものである。樹脂供給装置50が、液状樹脂を滴下する滴下機構59と、滴下機構59を複数のプレス装置30a、30bのそれぞれに対する位置に移動する回転機構52と、滴下機構59をプレス装置30a、30bの内部と外部との間で進退動させる進退駆動機構とを有する。
(もっと読む)
封止装置及び封止方法
【課題】使用する金型の台数に応じた生産性の向上が可能となる。
【解決手段】金型132、及び機構部として、基板供給部110A、基板検査部120、予備加熱部124、樹脂供給部140、反り矯正部122、そして基板収納部110Bを有する封止装置100において、基板102の1枚当たりにおける、金型132への基板102の搬入から次の基板102の搬入が可能となるまでの金型サイクルタイムTmに対して、供給サイクルタイムTp、検査サイクルタイムTi、予備加熱サイクルタイムTh、樹脂供給サイクルタイムTr、反り矯正サイクルタイムTf、そして収納サイクルタイムTsの全ての機構部のサイクルタイムが短くされている。
(もっと読む)
ディゲート装置及びそれを備えた樹脂モールド装置
【課題】パッケージ部の両側に接続する不要樹脂を効率よく分離できるディゲート装置を提供する。
【解決手段】ディゲートパレット27に載置された成形品18に対してディゲートハンド28の1回目の上下動で第1不要樹脂18dを切断刃44dにより分離し、2回目の上下動とディゲートパレット27の回動軸31を中心とする回転との組み合わせで第2不要樹脂18cを分離する。
(もっと読む)
射出成形機
【課題】 低粘度で流動性を有する液状樹脂の成形材料を射出成形により成形する場合に、安定して金型内に成形材料を充填することができる射出成形機を提供する。
【解決手段】 射出位置に位置している金型2に対して、上下方向に昇降自在に射出装置4を設ける。金型2の下金型2bに下側が開口しているスプルー2dを形成し、射出装置4の上昇により該射出装置4に装填したシリンジ7のノズル部7bがスプルー2dに接続されてノズルタッチするようにする。シリンジ7のプランジャ7aを上昇させて該シリンジ7内の成形材料を金型2内に射出すれば、成形材料は金型2内を徐々に上昇して充填される。
(もっと読む)
プラスチック成形品の成形方法、プラスチック成形システム、プラスチック成形システムによる光学素子
【課題】屈折率分布や複屈折の少ない光学特性を有する高精度な形状の成形品を、面精度の高い高精度な型を多数用いることなく得ることが可能となるプラスチック成形品の成形方法等を提供する。
【解決手段】プラスチック成形品の成形方法であって、
面精度の高い面を有する型を少なくとも1つ用意し、面精度の高い面より面精度の低い型を、面精度の高い面を有する型1つに対して複数用意する工程と、
複数の面精度の低い型に対して、溶融樹脂を供給する工程と、
溶融樹脂を供給した型に対してそれぞれ、圧力をかけながら所定時間冷却する工程と、
冷却した型から、成形部材を取り出し、取り出した成形部材を、面精度の高い面を有する型に設置して、設置された成形部材の表面のみを溶融し、面精度の高い面を表面に押し当てる工程と、を有する。
(もっと読む)
成形用金型
【課題】部品点数を削減でき、金型の小型軽量化及びコストダウンが可能な、型締め機構を備えた成形用金型を得ることである。
【解決手段】本発明は、上型2と下型1との型閉じ時に、両者が開かないように型締め保持すると共に、該型締め保持を解除する型締め機構を備えている成形用金型において、該型締め機構が、上型に固定されたガイドピン3と、下型内に回転可能に組み込まれているクランプブロック4と、下型の下方から挿入され、該クランプブロックと係合してこれを回転させるブロック回転部品5との3つの構成部品からなる。型閉じ時に、該ガイドピンの先端が該クランプブロック内に挿入され、該ブロック回転部品によって該クランプブロックを回転することによって、該ガイドピンと該クランプブロックとが係合して、型締めが行われる。
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 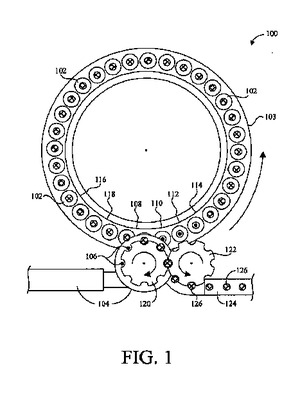 (もっと読む)
(もっと読む)
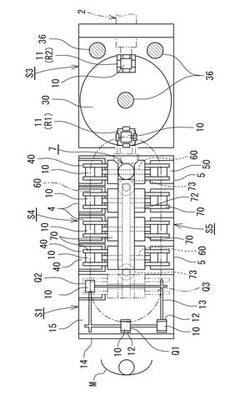
射出成形体の製造方法および製造装置
【課題】一次射出されたハウジング3とレンズ部4とを二次射出により一体化してサイドターンランプ1を製造する作業をより効率化する。
【解決手段】第一射出装置6で射出したハウジング3を金型6−2ともどもターンテーブル13に移送し、該テーブル13の旋回途中で光源2を組み込んだ後、ハウジング付き金型6−2を、レンズ部4が射出成形されている第二射出装置7に移送させて該第二射出装置7で二次射出をし、該製造されたサイドターンランプ1を、金型6−2ともどもターンテーブル13に移送し、テーブル13の旋回途中で取り出すようにした。
(もっと読む)
物体を搬送するための装置
物体(2)、特にカプセル(2)を、当該カプセル(2)が成形される成形カルーセル(3)から、排出装置(6)に搬送するための装置であって、回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適している支持要素(11)と、前記回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適しているシート手段(16)を有するアーム手段(13)と、を備え、前記アーム手段(13)は、前記回転軸(X1)からの当該アーム手段(13)の距離を変えるように可動であり、特に、前記アーム手段(13)は、前記支持要素(11)上に前記物体(2)をスライドさせるべく前記回転軸(X1)に対して半径方向に可動である、装置。 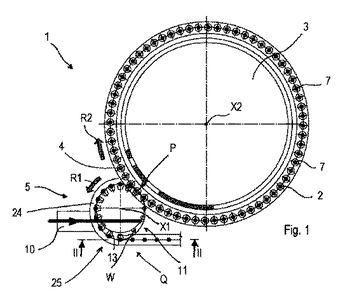 (もっと読む)
(もっと読む)
成形品の射出成形機用キット
本発明は、成形品の射出成形機用キット(1100)に関し、成形機は第1の金型取付盤および第2の金型取付盤を備え、キットは、
−上記第1の金型取付盤に固定することを意図した第1の支持板(1104)と、
−上記第2の金型取付盤に固定することを意図した第2の支持板(1154)であって、2つの金型取付盤は、開放位置と閉鎖位置とを次々に選択するようにスライドすることによって互いに対して移動できるように設計される、第2の支持板(1154)と、
−第1の支持板(1104)に対して、上記第1の支持板(1104)の平面に垂直な軸(1110)を中心として上記第1の支持板(1104)上で回転して移動できるように取り付けられ、少なくとも2つのキャビティ(1114a、1114d)を支持する第1のタイプの少なくとも1つのバレル(1106)と、
−第2の支持板(1154)に対して、上記第2の支持板(1154)の平面に垂直な軸(1160)を中心として上記第2の支持板(1154)上で回転して移動できるように取り付けられ、少なくとも2つのキャビティ(1164a−c)を支持する第2のタイプの少なくとも1つのバレル(1156)と、
を備える。
(もっと読む)
型内塗装品形成金型
【課題】 裏面形成金型と塗膜形成金型との型締めの際に潰されるシール材が裏面形成金型と塗膜形成金型との間のわずかな隙間を埋めて塗料が漏れるのを防ぎ、型内塗装品外周のバリ発生防止ができる。
【解決手段】 型内塗装品形成金型が、裏面形成金型および/または塗膜形成金型のパーティング面にシール材が配置されたものである。
(もっと読む)
成形装置および成形方法
【課題】循環して反復使用される成形型の劣化を早めることなく、成形型の保守管理費用を抑制しつつ、成形品の歩留まりを向上させる。
【解決手段】成形用素材134が実装された成形型131が投入され、光学素子135に成形する成形部1と、成形型131に対する成形用素材134と光学素子135の入れ替えを行う型脱着部5との間を出口コンベア2、正面レール3、入口コンベア4でループ状に接続し、複数の成形型131を循環させて成形を行う構成の成形装置101Aにおいて、入れ替え時に光学素子135の良否を判別する検査部8と、不良品と判定された光学素子135の成形に用いられた成形型131を循環経路から排除するための型排出ステージ11を設け、型脱着部5における入れ替え毎に光学素子135の良否を判別して、当該光学素子135の成形に用いられた成形型131の劣化を早期に検知し、保守管理の負担を軽減する。
(もっと読む)
ロータリ型ブロー成形装置
【課題】 ワニ口式のブロー型を採用しながら、可動キャビティ型を型開きさせる外力に対する抗力を高めて、成形品質を向上させること。
【解決手段】 垂直なパーティング面201を有する固定キャビティ型200に対して、固定水平軸を第1支点O1として可動キャビティ型210が開閉駆動される。この可動キャビティ型を開閉駆動する型開閉駆動機構220は、可動キャビティ型に設けられた第2支点O2に第1端部222Aが回動自在に連結された第1リンク222と、第1リンクの第2端部222Bに設けられた第3支点O3に第3端部224Aが回動自在に連結された第2リンク224と、第2リンクの第3端部と第4端部との間に設けられた第4支点O4に第5端部226Aが回動自在に連結され、固定の第5支点O5に第6端部226Bが回動自在に連結され、第5支点を中心に回動する第3リンク226と、第2リンクの第4端部に設けられた第6支点O6を、5支点O5を通る垂直線の両側に往復移動させる移動部材230と、を含む。
(もっと読む)
1 - 20 / 69
[ Back to top ]