
Fターム[4F202CK35]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 切断刃、面を有する成形面 (195)
Fターム[4F202CK35]に分類される特許
161 - 180 / 195
電池用封口体並びにその射出成形金型および射出成形方法
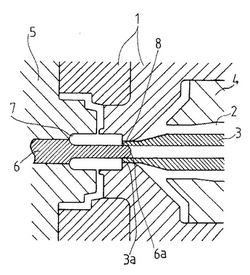
【課題】 中央に筒状部を有する蓋状の電池用封口体を成形するにあたり、余分な成形部分等を生じず、しかも筒状部を完全な貫通形状とする。
【解決手段】 ホットランナー方式の射出成形金型であって、可動側型板5の中心には筒状部12を形成するためのセンターピン6が配置され、固定側型板1のランナー2にはバルブスリーブ3が配置されており、バルブスリーブ3によるゲート閉止時にセンターピン6の先端部6aが前記バルブスリーブ3の先端部3a内に嵌め入れられるようになされている。
(もっと読む)
特殊な形状の成型品の表面に張設する樹脂薄膜フィルムと、その張設手段

【課題】 仮令えば携帯電話の表面パネルのように多数の凸凹がある部材に張設して雨水の浸入や塵埃や湿気や錆や臭気の発生を未然に防止する合成樹脂薄膜フィルムを張設した成型品の製造方法を提唱するもの
【解決手段】 装置本体に装備させた一対の金型間に合成樹脂薄膜フィルム本体フィルムを介在させ、該金型を閉じる行程と、該金型金型内に樹脂材料を射出し、合成樹脂薄膜フィルム本体フィルムが張設された製品を製造する行程と、当該製品から合成樹脂薄膜フィルム本体フィルムの不必要部分をカットする行程と、当該製品を金型から突出す行程よりなる。
(もっと読む)
成形型
【課題】 挿入部材によって形成される孔周辺の強度の向上を図る事ができ、割れの発生を防止する事ができる成形型を提供する。
【解決手段】 キャビティ21内にある生分解性樹脂が比較的高温状態で、且つ溶融状態で充填されているときに、前記キャビティ21内にネジ挿通孔形成用ピン17を挿入する。これにより、キャビティ21内にてネジ挿通孔形成用ピン17の後方で生分解性樹脂がぶつかり合い、融合面積の小さい、つまり強度的に弱いウエルドラインが形成されることを抑制する。
(もっと読む)
光ディスク基板とその成形用金型
【課題】 基板に転写されたピットを変形させること無く、スタンパ内周部のピット部から基板を離型させることができる光ディスク基板及びその成形用金型の提供。
【解決手段】 (1)ROM部とRAM部を有し、内周部にPMA部(プログラムメモリ領域)などのピット部を有するハイブリッドディスク用基板であって、該ピット部よりも内側にスタックリブを備え、該スタックリブの内周側の面に離型抵抗部が形成されている光ディスク基板。
(2)固定金型と該固定金型に対向する可動金型を備え、これらの金型の一方にはスタンパが取り付けられ、他方にはスタックリブを形成するための環状溝が設けられ、該環状溝の内周側の面には、光ディスク基板に離型抵抗部を形成するための構造を有する光ディスク基板の成形用金型。
(もっと読む)
燃料電池用セパレータの製造方法および製造装置
【課題】 ゲート部除去とセパレータ形状加工を1つの工程で行うことができる燃料電池用セパレータの製造方法および製造装置の提供。
【解決手段】 射出成形用金型を用いてセパレータ中間品18Mを成形する第1の工程と、ついでセパレータ中間品18Mからセパレータ非製品部分44を除去してセパレータを製造する第2の工程とを有する燃料電池用セパレータの製造方法であって、第1の工程で、射出成形用金型にセパレータ非製品部分44に対応する金型部位にゲート46を配置しておき該ゲート46から金型内成形用空間に成形材料を射出してセパレータ中間品を成形し、第2の工程で、セパレータ中間品18Mからセパレータ非製品部分44を除去する際に、セパレータ中間品のゲート対応部分をセパレータ非製品部分44とともに除去するようにした、燃料電池用セパレータの製造方法、および製造装置。
(もっと読む)
加飾体貼着木目込み方法及びその装置
【課題】 加飾体の周縁部より内側を木目込みする場合においても、加飾体を容易に木目込むことができると共に加飾体を成形体に確実に貼着することができる加飾体貼着木目込み方法及びその装置を提供する。
【解決手段】 加飾体と該加飾体の周縁部より内側に木目込み溝が形成された成形体の少なくとも一方に接着剤を塗布する工程と、木目込み刃が貫通し、且つ、昇降可能にされた下型に前記加飾体を保持させる工程と、該下型に対向して配設され、且つ、昇降可能にされた上型に前記成形体を保持させる工程と、該上型を下降させて前記木目込み刃により前記成形体の木目込み溝に前記加飾体の一部を押し込んで木目込む工程と、該木目込み終了後、前記下型を上昇させて前記加飾体を前記成形体に押圧し、該成形体に加飾体を貼着する工程と、を有する。
(もっと読む)
エアバッグドア部を有する表皮材付き内装品の成形方法
【課題】表面に隆起や落ち込みがなくて見映えのよいエアバッグドア部を有する表皮材付き内装品を効率的に成形する。
【解決手段】先端部39aに電熱線39bが設けられた溝形成刃39を裏面成形型29内に後退させた状態で、キャビティ31内に溶融樹脂Rを射出充填する。その後、溝形成刃39の先端部39aをキャビティ31内に進出させる。そして、成形表皮4に達する直前に電熱線39bを加熱し、成形表皮4に押し付けて溶融させて、その表面に達しないように成形表皮4と基材2とにまたがる切り込み溝21を形成して破断予定部23を形成する。
(もっと読む)
樹脂プーリ用射出成形金型および射出成形方法
【課題】 本発明は、射出成形による樹脂プーリの強度および寸法精度を向上させ、かつ後加工となるゲート仕上げなしで樹脂プーリを得ることのできる射出成形用金型およびこれを用いた射出成形方法を提供するものである。
【解決手段】中央部に貫通孔を有する円筒状のインサート金具が埋設された樹脂プーリを成形するための射出成形金型であって、前記インサート金具5の外周部に樹脂が通過するリングゲート17を有し、かつこのリングゲートを遮断するためのゲートカットスリーブ18を有することを特徴とし、また、かかる射出成形金型を用いたプーリの射出成形方法において、射出された樹脂がプーリ成形キャビティ21に充填された後、ゲートカットスリーブ18にてリングゲート17を遮断することにより、キャビティに充填された樹脂とスプルーおよびランナー部の樹脂とを分離することを特徴とする。
(もっと読む)
エアバッグカバーの成形用金型及び成形方法並びにエアバッグカバー
【課題】テアライン付近が平滑に仕上げられたエアバッグカバーを成形することができる方法及び金型を提供する。
【解決手段】金型4は、コア型5とキャビティ型6とを有し、両者の間のキャビティ7に樹脂材料を供給し、コア型5にテアライン2を形成するための凸部として板状のブレードブロック8が設けられている。ブレードブロック8には、ブレードブロック8の一方の側から他方の側へ樹脂材料が流れることを許容する開口10が設けられている。この開口10の上縁側には、下方に向って尖っている刃部11が設けられている。ブレードブロック8はシャフトを介してシリンダ装置に連結されており、進退可能となっている。ブレードブロック8を前進限まで前進させた状態で樹脂材料の射出を開始する。樹脂材料の射出完了後、ブレードブロック8を後退させてテアライン2を形成した後、エアバッグカバー1を脱型する。
(もっと読む)
エアバッグドア部付き内装品及びその成形方法
【課題】 表面に隆起や落ち込みがなくて見映えのよいエアバッグドア部を有する内装品を容易に成形する。
【解決手段】 破断予定部23を形成するための溝形成刃39(切り込み溝形成手段)をキャビティ31内から後退させた状態で、キャビティ31に溶融樹脂を充填圧をかけながら充填した後、この充填圧を除去し、溝形成刃39をキャビティ31内に進出させて切り込み溝21を形成し、溝形成刃39を上記切り込み溝21から後退させた後、キャビティ31内に圧力をかけて保圧状態とし、切り込み溝21を構成する側面21a同士が接した破断予定部23を形成する。
(もっと読む)
打ち抜き部、プラスチックシート成形装置
【課題】
プラスチック成形製品製造の際の打ち抜き工程において、成形品とスケルトンとの接続部分の形状を、高品質化、最小化できる打ち抜き部を提供すること。
【解決手段】
真空成形若しくは圧空成形された熱可塑性プラスチックシート1の切断刃であるトムソン刃2と、前記トムソン刃2を受けるカウンタープレート3とを備えた打ち抜き部A4であって、前記カウンタープレート3に所定の溝33を設けることにより、前記プラスチックシート1を一部切り残した状態で打ち抜くことができるようにした打ち抜き部A4を提供する。これにより、プラスチック成形製品製造の際の打ち抜き工程において、成形品とスケルトンとの接続部分の形状を、高品質化、最小化できる。また、本発明により、いわゆるバリの発生を有効に防止でき、プラスチック製品製造の際の外観不良品の発生を有効に抑制できる。
(もっと読む)
ディスク基板の成形金型およびディスク基板の成形方法
【課題】 ディスク基板の成形時にディスク基板の中央エリア面よりも高さの高いバリがディスク基板の内周孔端部に発生し、そのバリが後工程において粉砕されディスク基板の転写面に落下して不良品発生の原因となったり、他のディスク基板との貼り合わせの際にバリ同士が当接して邪魔になるという問題を解決することを目的とする。
【解決手段】 型合せされた際に協働してキャビティ14を形成する固定金型12および可動金型13と、可動金型13に配設され突出可能なオスカッタ28と、固定金型12に配設されオスカッタ28が挿入される内周孔19aを有するメスカッタ19と、メスカッタ19の内周孔19aに配設または一体に形成され溶融樹脂が供給されるスプルブッシュ20と、を備えたディスク基板の成形金型11において、メスカッタ19の先端面に、内周孔19aに隣接して、高さ30μmないし80μmの環状突起部30を形成する。
(もっと読む)
ブロー成形用金型
【課題】
解決しようとする課題は、従来のブロー成形用金型の食切り刃が、型締めされたパリソンの成形品部とバリ部との境部分を薄く押し潰すだけで該成形品部と該バリ部を該食切り刃が切り離すわけではなく、成形後に該成形品部と該バリ部を分離するための工程を欠かすことができないという点である。
【解決手段】
ブロー成形用金型のキャビティー面とバリ逃がし面との連絡部にハサミの刃のように互いにずらして位置づけられた少なくとも1組以上の食切り剪断刃を設けることにより前記課題を解決した。
(もっと読む)
光学素子、光学素子成形用金型及び光学素子の成形方法
【課題】 製造を煩雑化することなく、光学素子の光学面の変形を低減して良好な光学性能が得られる光学素子、光学素子の成形金型及び光学素子の成形方法を得ることを目的とする。
【解決手段】 光学面18を有する光学面部と光学面部の周囲に光学面部を保持する光学面保持部17とを有する光学素子において、光学面保持部17の外周に、光学面保持部17の平面から切り欠いた直線状の切り欠き部11aが2箇所形成し、一方の切り欠き部11aにキャビティ流入路部5aがつながり、他方の切り欠き部11aにキャビティ流出路部15aがつながる成型品16の構成とし、ゲートカッタでキャビティ流入路部5a及びキャビティ流出路部15aを切断する。
(もっと読む)
ニッパ及び当該ニッパを用いたゲートランナ切断装置
【課題】軟質プラスチック製成形品のゲートランナ部を出来る限り付け根部に近いところで切断することができるようにする。
【解決手段】2枚の刃体11、12が、O1点を支点にしてX状に組付けられたニッパ1と、ニッパ1を形成する刃体11側に設けられるものであってプラスチック製成形品本体部9への押圧動作をするプレッシャプレート5と、当該プレッシャプレート5の押圧操作、並びにプラスチック製成形品本体部9側に設けられたゲートランナ部99のニッパ1による切断操作を担うアクチュエータ2と、からなる。ニッパ1は、一方の端部側に片刃状の刃部111、121を有するとともに、X状に組付けられた2本の刃体11、12からなるものである。
(もっと読む)
筐体、筐体の成形方法、筐体の成形装置、及び筐体の成形金型
【課題】内蔵する電子部品への悪影響や放熱性の低下を生じさせることなく機械的強度を低下させることができる筐体、筐体の成形方法、筐体の成形装置、及び筐体の成形金型を提供する。
【解決手段】成形装置は、金型10、突部12、押し棒13、スリーブ14、プランジャ15、キャビティ16などを備える。金型10は、固定型と可動型とからなり、この固定型と可動型とを閉じたときに成形品を形作る空間であるキャビティ16を形成する。また、金型10は、溝を形成するためのものであり、金型10の側壁からその側壁に対向する側壁に通じる直線状の突部12を備える。さらに、金型10は、アルミニウムの溶湯(以下、単に溶湯とも称する)をキャビティ16内に射出するための射出口であるゲート11a、11bを備える。このゲート11a、11bは、突部12に対して対象性をもって設けられる。
(もっと読む)
樹脂成形金型
【課題】トンネルゲートを用いた樹脂成形金型で、薄肉成形品を成形する場合、ゲートカット時に成形品のゲート付近が浮き上がり、ゲートの一部が切れ残るゲートカット不良を防止できるものである。
【解決手段】固定側金型1に成形品押さえピン2を設けスプリングにより可動できる金型構造とし、それにより、ゲートカット時に、成形品4の浮き上がりを阻止し、ランナー6だけを突き出すため、ゲートの一部が切れ残るゲートカット不良を防止できるものである。
(もっと読む)
真空成形方法および真空成形型
【課題】 表皮材の厚みの減少を抑制し、かつ表皮材の基材への密着性を向上させて表皮材を深絞り形状に成形できる真空成形方法および真空成形型を提供する。
【解決手段】 雌型20は型面を有し、該型面に凹み部21が形成されている。雄型30には突出部31が形成され、型閉めにより凹み部21に挿入される。突出部31の突出面31aにはカット刃34を設ける。雌型20の型面に基材44を載置すると共に、雌型20と雄型30との間に表皮材43を配置する。その後雌型20と雄型30との間隔を狭めると、カット刃34で表皮材43に切り口43aが形成される。更に、雄型30を雄型20側に移動させ、切り口43a周辺の表皮材43の端部43b,43cを拡開して凹み部21に入り込ませて型閉めを行う。その際、雌型20の真空吸引孔を経由して吸引して、表皮材43を基材44上に隙間なく密着させて表皮材43の成形を行える。
(もっと読む)
車両用内装パネルおよびその製造方法
【課題】 表皮シート末端の過度な引き延ばしによるシワ、破れ等が生じることなく強固に固着され、外観の良好な車両用内装パネルおよびその製造方法を提供する。
【解決手段】 車両用内装パネル1は、裏壁3の一部を表壁2に向けて突出させて表壁2の裏面に一体に溶着された中空部4を隔離する直線状のヒンジ部7を有する。表壁2と裏壁3を繋ぐ周囲壁5にはパーティングライン8が形成される。パーティングライン8は、略直線状の部分8aとヒンジ部7の近傍において表壁2側へ近接した部分8bからなる。表壁2には、樹脂シートに目付重量が250g/m2以下の不織布を接着した表皮シート9が一体に貼着されている。表皮シート9はその末端が周囲壁5に形成されるパーティングライン8に沿って固着される。樹脂シートの表面には立体模様10が現出されている。
(もっと読む)
ゲート処理成形品
【課題】 樹脂成形品のゲート部を成形品毎に一定の位置で切断することが可能となって、ゲート残り部を有効利用することができるゲート処理成形品を得ることにある。
【解決手段】 樹脂成形品1の成形時に当該樹脂成形品1に形成されたゲート部5を切断処理してなるゲート処理成形品において、前記ゲート部5にはゲートカット用の誘い込み部4が成形されているものである。
(もっと読む)
161 - 180 / 195
[ Back to top ]