
Fターム[4F202CK35]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 切断刃、面を有する成形面 (195)
Fターム[4F202CK35]に分類される特許
81 - 100 / 195
導光板の成形金型および導光板の成形方法

【課題】 比較的簡単な金型構造により、導光板の反射面にパターンが形成可能であって、なおかつ成形時にゲートカットが可能な導光板の成形金型および成形方法を提供する。
【解決手段】 一方の金型13と他方の金型12の間で形成されるキャビティ14に溶融樹脂を射出充填して導光板Pの成形を行う導光板の成形金型11において、一方の金型13にパターンが形成された反射面形成面42bが設けられ、他方の金型12には一方の金型13に向けて突出されるゲートカッタ24が設けられている。
(もっと読む)
導光板の射出圧縮成形金型および導光板の射出圧縮成形方法

【課題】 ブロックを交換することにより異なる導光板を、それぞれ良好に転写成形することができる導光板の射出圧縮成形金型および導光板の射出圧縮成形方法を提供する。
【解決手段】 固定金型13のキャビティ主面形成面42aに対する可動金型12のキャビティ主面形成面18aの距離が可変に形成された導光板の射出圧縮成形金型11において、内部またはコア基部ブロック17との間に冷却媒体流路24aが設けられ固定金型13と対向する面がキャビティ主面形成面18aを形成するキャビティ主面形成ブロック18と、該キャビティ主面形成ブロック18に対して少なくとも型開閉方向に相対位置変更可能に設けられたキャビティ側面形成ブロック29,30,31とが、いずれも固定金型13または可動金型12のいずれか一方に交換可能に設けられている。
(もっと読む)
射出成形機の突出し機構
【課題】 成形品の製品部とスプール部とを切断しながら突き出される成形型を使用して射出成形を行うときに、サイクルタイムが短くなるようにすることである。
【解決手段】 可動型9のゲート形成流路31を、可動型9のパーティングラインPLよりも内側に形成し、サブマリンゲート24とする。そして、可動型9に取り付けられる製品部突出しピン33とスプール部突出しピン34がそれぞれ独立して作動するように、別個の第1及び第2の油圧シリンダ35,37のピストンロッド35a,37aに連結する。第1油圧シリンダ35が製品部突出しピン33を突き出すタイミングと、第2油圧シリンダ37がスプール部突出しピン34を突き出すタイミングとを異ならせることにより、成形品200の製品部16とスプール部17とを別々に排出する。
(もっと読む)
射出成形機
【課題】一定品質の加飾成形品を安定して製造できるようにする。
【解決手段】成形凹部100の開口を覆って加飾フィルムFが張られた状態の下型30Yが、エアシリンダ45の駆動により半締め位置に上昇すると、上型30Xの環形切断刃111が加飾フィルムFを成形凹部100の開口縁に押し付けて密着し、供給口114から溶融樹脂Pが射出されたのち両型30X,30Yが本締めされることで加飾成形品が成形される。下ダイプレート31Yの対角の角部に被突当部70が設けられる一方、縦フレーム12の所定高さ位置に突当部73が設けられる。下型30Yが半締め位置に上昇する終盤で、被突当部70が突当部73に下方から当たることにより下型30Yが常に一定の上昇位置で停止し、このとき環形切断刃111の先端と、下型30Yの上面との間には、加飾フィルムFの厚さよりも若干小さい所定寸法sの間隔が取られる。
(もっと読む)
バリ除去構造を備えた中空体およびそのバリ除去方法
【課題】バリ切断部位に加わる切断刃の荷重による変形歪みが周辺に波及するのを防止し、開口部の寸法精度を大きく向上させることができるバリ除去構造およびそのバリ取り方法を提供する。
【解決手段】ダクト1は、ブロー成形された樹脂製の中空体の不要部分であるバリ2をブロー成形後に切断するバリ除去構造を備えた中空体である。ダクト1のバリ切断部位4には、それに沿って少なくともバリ2側または製品側(本体部分側)に撓み抑制構造5を備えている。ダクト1のバリ切断部位4に沿ってバリ2側に備える撓み抑制構造5は、補強リブを構成する1つまたは2つ以上の凹部6で構成されている。
(もっと読む)
プラスチック薄膜の製造方法
【課題】貫通孔を成形すると同時に残膜を材料薄膜から分離除去することができるとともに、遊離した残膜を同時に処理できるプラスチック薄膜の製造方法を提供する。
【解決手段】厚み方向に貫通する複数の貫通孔を備えるプラスチック薄膜の製造方法であって、材料薄膜を、少なくとも塑性変形可能温度まで加熱する加熱工程S1と、加熱した材料薄膜を、貫通孔を形成する押し型と対向型部との間で加圧して、上記押し型を上記材料薄膜に押し入れる1次加圧工程S2と、上記押し型を押し入れた材料薄膜を、上記押し型による塑性変形が制限される温度以下まで冷却する冷却工程S3と、上記押し型を押し入れた材料薄膜を上記対向型部から離間させる中間脱型工程S4と、上記材料薄膜を、上記押し型と変形可能な対向基材との間で再加圧することにより、上記押し型の先端部と上記対向基材との間に残留する残膜を上記材料薄膜から分離させる2次加圧工程S6とを含んで構成される。
(もっと読む)
金型装置
【解決手段】各固定型6,7に対し各可動型4,5が回動していずれかの固定型6,7に対しいずれかの可動型4,5を組み合わせた複数組の金型8,9で、固定型6,7に対し可動型4,5を型締めした際に、固定型6,7と可動型4,5との間で形成したキャビティに溶湯を供給する。各可動型4,5には、キャビティに挿入されるとともにそのキャビティから離脱される中子12と、固定型6,7に対する可動型4,5の開閉動を中子12の挿脱として変換することができる挿脱機構14とを設けている。
【効果】複数組の金型により一つの成形物を複数回の成形により製造することができるとともに複数個の成形物を同時に成形することができる金型装置において、この挿脱機構14を採用したので、可動型4,5の挿脱機構14で中子12を挿脱させる駆動源を簡略化することができる。
(もっと読む)
樹脂ケースの製造方法及び電子制御装置
【課題】孔、凹部、及びインサート部材を有する樹脂ケースを製造する場合に、樹脂内部にウエルドの残留がなく樹脂強度を確保しうるようにする。
【解決手段】
孔3やインサート部材4を有する樹脂ケースを、金型を用いて成形する場合に、まず、金型に溶融樹脂を充填する。また、前記孔3を形成するためのピン30とインサート部材4を、前記金型に樹脂注入後、金型内の樹脂充填の完了直前に、金型内の溶融樹脂2a中に押し込む。
(もっと読む)
電子部品およびその製造方法
【課題】電子部品の製造工程に大幅な変更を加えることなく、また既存のフローはんだ付け装置をそのまま利用しつつ、電子部品の位置決めピンおよびフックの先端にはんだが付着することを防止すること。
【解決手段】プリント基板の貫通穴を通してフローはんだ付けされる金属製端子と、端子と同一方向にプリント基板の貫通穴より突出するピンもしくはフックをもった樹脂部を備る電子部品において、樹脂成型後にピンもしくはフックの先端に樹脂の充填密度が低いピン切除部もしくはフック切除部を備え、樹脂の充填密度が低い領域を削除することを可能とする。これにより、フローはんだ付けの際の高温でも、位置決めピンおよびフック先端に凹凸が発生せず、はんだの付着を防止することができる。
(もっと読む)
薄板成形品の成形金型
【課題】 射出圧縮成形により一方の金型と他方の金型の間で形成されるキャビティ内で薄板成形品の成形を行う薄板成形品の成形金型において、簡単な金型構造によりゲートカットが可能であり、カジリが極めて発生しにくくすることが可能な薄板成形品の成形金型を提供する。
【解決手段】 射出圧縮成形により一方の金型13と他方の金型12の間で形成されるキャビティ14内で薄板成形品Pの成形を行う薄板成形品の成形金型11において、
一方の金型13に設けられキャビティ形成ブロック42に隣接して固定的に設けられる固定ゲートカッタ45と、他方の金型12に設けられ前記固定ゲートカッタ45との間でゲートP3を切断状態となすよう進退される可動ゲートカッタ24が設けられ、
前記可動ゲートカッタ24の硬度は、固定ゲートカッタ45の硬度よりも高く設けられている。
(もっと読む)
窓付き容器とその成形方法
【課題】 窓部を、容器の全高さ範囲ではなく、所望する高さ位置に設けることにより、目新しい外観体裁を呈する窓付き容器を提供することを目的とする。
【解決手段】 壁に、外部から内容液を観察できる透明または半透明な窓部7を設けた、合成樹脂製ブロー成形容器であって、胴部4の一部に、パリソン軸心に対して傾斜する傾斜壁部6を設け、この傾斜壁部6により、窓部7を、パーティングラインPL近傍内に位置させて設け、新規で好ましい外観体裁を現出する。
(もっと読む)
成形金型
【課題】 成形品の外観品質を向上させる為にゲートを小さくすると、ゲートカットピンの変形や破損が発生する。また該ゲートカットピンの先端部分の磨耗による隙間によってゲートカットの不具合とともにゲート切断部周囲にバリが発生する。
【解決手段】 固定側金型と、この固定側金型と接離可能に設けられた可動側金型との間に形成されたキャビティと、該キャビティ内に樹脂を注入充填するためのサイドゲートとを有する成形金型において、前記サイドゲートを含む前記可動側金型の内側面を構成する部分に該サイドゲートの開口部を有するゲートブロックを設け、該ゲートブロックが前記固定側金型に係合するように延長され、該ゲートブロックの側面と前記固定側金型および前記可動側金型双方との側面を接触状態で摺動させて前記サイドゲートを切断する。
(もっと読む)
導光板の成形金型および導光板の成形方法
【課題】 射出成形により固定金型と可動金型の間に形成されるキャビティ内で導光板の成形を行う際に、金型から導光板の取出しを容易にすることができ、取出時に導光板に跡が残りにくくすることができる導光板の成形金型および成形方法を提供する。
【解決手段】 射出成形により固定金型13と可動金型12の間に形成されるキャビティ14内で導光板Pの成形を行う導光板Pの成形金型11において、導光板Pにおける有効面以外の部分P4b,P5、または有効面以外の部分P4b,P5と有効面P4aとの境界部分P6に対して力C2,Fを及ぼし導光板Pの離型を行う。
(もっと読む)
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルによる切りくずの発生を防止できないという点である。
【解決手段】
分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することにより前記課題を解決した。
(もっと読む)
射出成形用金型および樹脂成形品
【課題】 ゲートカットピンを収納する入子の角部には円弧状の湾曲があるため、ゲートカットピンは、この円弧状の湾曲に対応した位置(4隅)に面取りを施す必要がある。しかし、ゲートカットピンに施した面取りが原因で樹脂成形品のゲートカット部にバリが発生するという問題がある。
【解決手段】
ゲートを遮断する方向に固定型内または可動型内に出没可能に設けられた断面が矩形形状のゲートカットピンを有する射出成形用金型において、ゲートカットピンは、貫通したピン通孔を有する入子に摺動自在に組み込まれ、ゲートカットピンがゲートを遮断した場合に、ゲートカットピンの一部をキャビティに突出させるようにした。
(もっと読む)
押出ブロー成形による熱可塑性プラスチック製容器の製造方法及び該方法に使用する連結エレメント
押出ブロー成形による熱可塑性プラスチック製容器の製造方法。分割金型(1)内で容器をブロー成形する間に容器壁(4)を貫通する少なくとも一つの連結エレメント(3)を容器に備え付ける。本発明による連結エレメント(3)は二部品からなり、そのうちの一部品は着脱可能な切断エレメント(11)として構成される。切断エレメント(11)は、依然として可塑状態にある容器壁を穿孔する貫入穿刺端部として機能する。 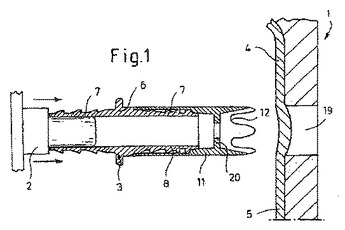 (もっと読む)
(もっと読む)
スタンパーホルダ、光ディスク基板用成形金型、光ディスク基板
【課題】光ディスク基板用成形金型の一構成部材であるスタンパーホルダであって、フローマークなどの成形不良のない、面振れの低い安定した光ディスク基板の成形に寄与するスタンパーホルダを提供すること。
【解決手段】キャビティC側の環状端面の外周縁部に、スタンパーの中心穴2aの縁部に掛止可能なフランジ状の爪部1gが径方向外方へ向かって突出形成すると共に、その環状端面の筒穴1bの縁近傍から立ち上がる緩斜面状の樹脂通路面1cを備え、さらに、少なくとも樹脂通路面1cに高離型性材料からなるコーティング層を設けてスタンパーホルダを構成する。このように緩斜面状の樹脂通路面1cを形成することにより、キャビティの中央から射出した溶融樹脂の流動性の確保と、良好な離型性を同時に確保して、フローマークなどの成形不良のない、面振れの低い安定した光ディスク基板の製造可能になる。
(もっと読む)
ブロー成形ボトル、ブロー成形用金型及びダイレクトブロー成形法
【課題】ガラス小瓶の様な質感を呈し、底部の肉厚に偏りのない小型ボトルを、ダイレクトブローにより、安価に提供する。
【解決手段】割金型10,20は、ボトルの角部をピンチオフラインとする様に二分割され、キャビティ12,22には、二等辺直角三角形断面のボトル側面形成面14,24、ボトル側面形成面14,24に内接する半円を軸方向に2mm延長した窪みとして形成されたボトル底面形成面15,25、ボトル側面形成面14,24の角部16,26及び分割面11,21とボトル底面形成面15,25との間を面取り角度45度でつないだ面取り部17,27が形成されている。
(もっと読む)
導光板の成形金型および導光板の成形方法
【課題】 導光板とスプルとを別個に取出すことができる導光板の成形金型および成形方法であって、なおかつ金型から導光板の取出しを容易にすることができる導光板の成形金型および成形方法を提供する。
【解決手段】 射出成形により固定金型13と可動金型12の間に形成されるキャビティ14内で導光板Pの成形を行う導光板Pの成形金型11において、キャビティにおける主面形成面16aの周囲に気体流通路34,34aの開口部34bおよびゲートカッタ部材24が形成されている。
(もっと読む)
プレス成形体の製造方法及びバリ除去装置
【課題】成形材料をプレス成形してプレス成形体を得るにあたり、発生したバリを容易に除去することができるプレス成形体の製造方法を提供する。
【解決手段】成形材料2をプレス成形することによりプレス成形体Aを製造するプレス成形体Aの製造方法に関する。成形材料2をプレス成形して成形体1を形成すると同時にこのプレス成形によって前記成形体1に溝4を、この成形体1に生じるバリ3の基端部の近傍に形成する工程と、得られた成形体1に生じたバリ3に応力をかけることにより前記溝4の形成位置で成形体1からバリ3を分離して除去する工程とを含む。バリ3に応力をかけて押し割るだけで、バリ3の跡が突出することなくバリ3をきれいに除去することができる。
(もっと読む)
81 - 100 / 195
[ Back to top ]