
Fターム[4F202CK54]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | サイドコア、スライドコア (454)
Fターム[4F202CK54]の下位に属するFターム
アンギュラピン (85)
傾斜面のすり合わせ、カムによるもの (68)
Fターム[4F202CK54]に分類される特許
101 - 120 / 301
表皮付き発泡成形品の成形型およびこの成形型を使用した表皮付き発泡成形品の成形方法
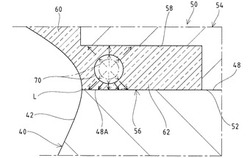
【課題】表皮成形面にスプレーした表皮原料がスライド型部とスライド支持面との間へ進入するのを防止する。
【解決手段】スプレー成形により表皮が成形される表皮成形面42を有する第1成形型40は、成形された表皮付き発泡成形品の脱型を可能にするスライド型部50を有する。スライド型部50は、第1成形型40に設けたスライド支持面48に沿ってスライドするスライド型本体54と、スライド型本体54のスライド支持面48側に配設した弾性体としてのシール部62とを備える。シール部62の内部に空洞部70が形成され、この空洞部70に空気を供給すると該空洞部70が膨張し、スライド支持面48と表皮成形面42との境界Lを閉塞するようにシール部62がスライド支持面48に当接する。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法

【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設された樹脂成形品、更に射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22と、固定型21内を型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、転写層34が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及び転写層34を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
樹脂成形体の成形金型
【課題】射出成形時における溶融樹脂材の射出圧でスライドコアが撓み変形するのを抑止できて、樹脂成形体に「ヒケ」を発生させることのない成形金型の提供を図る。
【解決手段】コア型11とキャビティ型12との型締めにより、コア型11の受圧部11Aがスライドコア13の型面に当接する。溶融した合成樹脂材の射出圧はスライドコア13のキャビティ型12に対向した型面に作用して、スライドコア13はコア型11に向けて押圧力を受けるが、この押圧力はコア型11の受圧部11Aで受止められてスライドコア13の撓み変形が抑止される。
 (もっと読む)
(もっと読む)
射出成形用金型
【課題】傾斜ロッドと傾斜長孔を設けること無く、エジェクタ部材とスライド部材の両者を連結することにより、スライド部材の傾斜角を任意に設定可能とし、スライド部材をアンダーカット部から抜くまでのエジェクタ部材のストロークを短くし、小型であって、動作時間を短縮した射出成形用金型を提供する。
【解決手段】本発明の射出成形用金型は、本体1に移動自在に設けたエジェクタ部材2に、スライド部材3を直結した。上記エジェクタ部材2の上面8には、該エジェクタ部材2の移動方向に直交する方向を向いた溝9又は突起7が設けられ、該溝9又は突起7には、スライド部材3の下面6に設けた対応突起7又は対応溝9が滑り結合している。
(もっと読む)
ダクトの製造方法
【課題】薄膜部の膜厚を非常に薄くして、より消音性能を向上し、且つ膜厚の異なる薄膜部および厚膜部を胴体部のダクト周方向に交互に配設して、薄くても変形し難い内側ダクトを容易に製造することができる方法を提供する。
【解決手段】合成樹脂を加熱して溶融し、この溶融樹脂をキャビティ63内に射出充填し、溶融樹脂の充填中または充填後に、固定型61に対して可動型62を移動させることで、キャビティ63における薄膜部44、45に対応した箇所に射出充填された溶融樹脂、およびキャビティ63における厚膜部54、55に対応した箇所に射出充填された溶融樹脂を加圧して圧縮する射出圧縮成形方法を採用している。よって、薄膜部44、45の膜厚が非常に薄い内側ダクト(薄膜中空成形体)5を容易に、しかも安価に製造できる。
(もっと読む)
突き合わせバリを抑制しアンダーカット処理する成形方法
【課題】油圧及び空圧シリンダー等を用いずに、型開閉動作を利用した2段階でのアンダーカット処理及びバリを発生しにくくする。
【解決手段】金型を型締めしたキャビティに樹脂を射出して成形品1を形成し、またスライドピン3は固定側入子4に密着して当接し、穴部2を形成する。金型(固定側型板7)が動き、ショルダーボルト10のスプリング9で、ストリッパー板19と固定側型板7間にランナー取り出しスペースが開く。同時に、シャフト31がスプリング32により、ストリッパー板19側へ押し付けられて、スライドピン3から離れる。シャフト31から開放されたスライドピン3は、スプリング30により固定側入子4に密着した当接を解除する。この時、スライドピン3は固定側入子4から離れるのみで、穴部2から完全に抜けていない。さらに、製品取り出しスペースが開き、同時にスライドコア21の移動によりスライドピン3は穴部2から完全に抜ける。
(もっと読む)
車両用内装装置
【課題】装置本体に取付けられる取付け部材を所定の向きとは反対の向きで装置本体に取付けてしまうことを防止できる車両用内装装置の提供。
【解決手段】装置本体20と、装置本体20に所定の向きで取付けられる樹脂製の取付け部材30と、を有し、取付け部材30は、車室側面31aが意匠面を構成する意匠部31と、意匠部31から反車室側に突出して設けられ装置本体20に所定の向きとは反対の向きで取付けられるときに装置本体20と干渉する誤組付け防止リブ35と、を備えている、車両用内装装置10。
(もっと読む)
成形金型
【課題】アンダーカット部を有する成形品を容易に製造可能な成形金型を提供する。
【解決手段】射出成形機に組み込まれる成形金型は、カセット装着孔を有する固定金型および可動金型と、これらのカセット装着孔211,221に装着されるカセット金型100を具備した。また、カセット金型100は、固定側カセット装着孔211に装着されて、第一歯車に対応する第一キャビティを有する固定側カセット金型300と、可動側カセット装着孔221に装着されて、第二歯車に対応する第二キャビティを有する可動側カセット金型400と、可動側カセット金型400に設けられるとともに、固定側カセット金型300および可動側カセット金型400の間で、可動部の進退方向と略直交する方向にスライド移動可能に設けられ、アンダーカット部に対応する第三キャビティを構成する一対のスライドコア500と、を備えた。
(もっと読む)
ガラスランの製造方法
【課題】中子の安定性を高め、ひいては適正形状の型成形部を成形することのできるガラスランの製造方法を提供する。
【解決手段】ガラスランは押出成形部2,3と型成形部とからなり、断面略コ字状の本体部と一対のシールリップとを有している。型成形部を形成するための金型装置5は、本体部及びシールリップの内周面を画定するための中子18と、本体部及びシールリップの外周面を画定するための複数の型とからなる。そして、中子18の両端にそれぞれ押出成形部2,3の端部を嵌め込んだ状態で、キャビティ19内に型成形材料を充填することで型成形部が成形される。中子18のうち各押出成形部2,3が嵌め込まれる各部分には、それぞれ当該中子18を保持するための保持板21が設けられ、キャビティ19内においては、中子18を支持するサポートピン25が突出形成されている。
(もっと読む)
排水枡及びその製造方法
【課題】 胴部の外径を開口部の外径よりも小さくして軽量化を図った3層構造の排水枡およびその製造方法を提供する。
【解決手段】 排水枡1は、肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製であって、胴部3と、胴部3の側壁3bの上方に接続された開口部5と、胴部3の側壁3bの下部から側方に突き出す、筒状の出側排水管取付部7と、筒状の入側排水管取付部9とを備える。入側排水管取付部9は、出側排水管取付部7より上方の胴部側壁3bから、出側排水管取付部7と直交する方向に突き出している。胴部3の外径は、開口部5の外径よりも小さい。また、出側排水管取付部7の肉厚T出と、入側排水管取付部9と胴部側壁3bとの接続部9Xの肉厚T入との比は、T出:T入=1:1〜1:3である。
(もっと読む)
射出成形品の取出し方法及びその装置
【課題】表面側に突出して湾曲する形状の本体と、この本体の縁部で本体の裏面側に曲折するアンダーカット部とを有する成形品を射出成形して型から取り出す場合に、コア型の内部に比較的大きな空間を設けることを回避して、型剛性低下ないしバリ発生の不具合を抑制する。
【解決手段】成形品本体の表面を成形する第1の型と、成形品本体の裏面及び裏面と連続するアンダーカット部の内面を成形する第2の型と、成形品本体の表面と連続するアンダーカット部の外面及び端面を成形する第3の型とを用い、これらの型で形成されるキャビティに樹脂を射出した後、第1の型を第2の型及び第3の型から離反させて型開きし、第3の型を第2の型の外方へ移動させて成形品のアンダーカット部を端面を介して第2の型の外へ変位させ、第2の型の内部を通過して第2の型のキャビティ形成面に至る気体通路に気体を供給して成形品を第2の型及び第3の型から離型させる。
(もっと読む)
成形金型およびその脱型方法
【課題】従来の成形金型では、アンダーカット部の押し出し部材と他の金型部材の開く動作が同期せずに成形品の品質低下などが生じ、また前記押し出し部材をスライドコア内へ確実に収納することが困難な場合があった。
【解決手段】成形金型1の固定型20は樹脂バンパー60の側面部62外面を成形する固定型本体21と、側面部62外面とフランジ部64a外面との境界部を成形する脱型コア22とを備え、前記可動型10には、圧縮ばね15の付勢力によりフランジ部64aを脱型方向へ押し出す跳ね出しコア本体13aが設けられ、跳ね出しコア本体13aには、固定型20と可動型10との型閉じ動作により脱型コア22に当接し、跳ね出しコア本体13aを可動型10側に摺動させるガイドロッド13cが設けられ、可動型10に設けられるスライドコア12には、スライドコア12とガイドロッド13cとの干渉を防止する逃がし部12bが形成される。
(もっと読む)
射出成形装置及び射出成形品の成形方法
【課題】可動型と固定型とスライド型とを備える射出成形装置に対して、スライド型を移動させる新たな構成の採用によってスライド型の動きを円滑にして型閉じ速度を上げることができる簡単な構造の射出成形装置を提供する。
【解決手段】型閉じ位置と型開き位置との間を移動し得る可動型3と、前記可動型3と対向する位置に配置される固定型4と、前記可動型に対してスライド自在に設けられ、型開き状態ではキャビティから退避した後退位置をとり、型閉じ状態ではキャビティ内に進入した前進位置をとるスライド型5とを備え、前記可動型には前記スライド型を前記後退位置及び前進位置に移動させる電磁石6,7が設けられている。
(もっと読む)
樹脂成形体
【課題】上面部を可及的にフラット面としながらも比較的安価な金型を用いて成形可能となる画期的な樹脂成形体を提供すること。
【解決手段】成形体Aの対向両側縁部に補強用筒部1を片側二列ずつ並設状態に形成し、この片側二列の補強用筒部1の一方は、筒長さ方向の中央部所定範囲に成形体Aの裏面側に向かって開放する中央側開放部2を形成し、この片側二列の補強用筒部1の他方は、筒長さ方向の両端側部所定範囲に成形体Aの裏面側に向かって開放する端側開放部3を形成し、この中央側開放部2と端側開放部3とを連設配設することなく、この中央側開放部2の両端側に隣接する一方の補強用筒部1の端側閉塞部分4と、前記各端側開放部3間に隣接する他方の補強用筒部1の中央側閉塞部分5とが連設配設する形状に一体成形する。
(もっと読む)
空気入りタイヤの加硫装置および方法
【課題】上型と下型のそれぞれに周方向に分割された複数のセクターから加硫済みタイヤを円滑に離型させることができ、金型に対する負荷を軽減させることが可能な空気入りタイヤの加硫装置および方法を提供する。
【解決手段】複数のセクター4を常時縮径移動させるように付勢するスプリング11に加えて、これらセクター4を拡径および縮径移動させる押出しピン9を駆動シリンダ8のシリンダロッド8aで作動させることにより、それぞれのセクター4の拡径および縮径移動を制御し、加硫済みタイヤが、拡径移動した状態のセクター4から離型して、スプリング11の付勢力により急激に縮径移動しようとするセクター4の縮径移動速度を、押出しピン9の後端に当接させたシリンダロッド8aによって制御する。
(もっと読む)
アンギュラーピン駆動式スライド型のロック装置
【課題】 アンギュラーピン駆動式スライド型において、機械の振動、衝撃によってもロックが外れることのないロック装置を提供する。
【解決手段】 アンギュラーピンの駆動により往復スライドする成型型において、
上記成型型のアンギュラー孔の入口近くにおいて該アンギュラー孔内に突出する受動部を一端に、他端に連動部を有する従動部材を、上記アンギュラー孔内に挿入されるアンギュラーピンにより該受動部を押されて連動する位置におき、
上記成型型に、一端に柱状ロック係止部を、他端に解除受動部をそれぞれ有するロック部材を、上記スライド面がわへ上記ロック係止部を常時弾発する状態に設けると共に、上記ロック係止部のスライド軌道上に、凹状ロック係止穴を凹設し、上記従動部材の連動を上記連動部から上記ロック解除部に伝達して上記ロック係止部のロック係止穴への弾発係止を解除するようにした、
アンギュラーピン駆動式スライド型のロック装置。
(もっと読む)
成形装置および成形方法
【課題】アンダーカット部が形成される筒状体を有する成形品を効率的に成形することができる成形装置、および成形方法を提供する。
【解決手段】筒状体12を有する成形品11を成形する成形装置10であって、筒状体12は傾斜部分17を有し、サブスライド型20の内部空間における退避軌跡L1は、一方の開口部15から他方の開口部16に向かう直線状であり、メインスライド型21の内部空間における退避軌跡L2は、一方の開口部15から他方の開口部16に向かう円弧状であって、サブスライド型20が配置されていた内部空間を通過する。
(もっと読む)
成形用金型の円弧スライド構造及び成形用金型を用いた円弧形状部の成形方法
【課題】
従来、湾曲した円弧形状を形成する回転可能なコアを回転軸を中心に回転動作させていたため、動作構造が大きくなり、コンパクト化に課題があった。
【解決手段】
湾曲コアピン9にサポートピン13を設け、固定ガイドコア10にサポートピン13をガイドする第1の湾曲摺動面10aを設け、サポートピン13にスライド動力を伝達する第2の湾曲摺動面11aをスライドコア11に設け、サポートピン13を第1の湾曲摺動面10aと第2の湾曲摺動面11aとの両方に摺動するように配置し、スライドコア11を往復動させることにより、湾曲コアピン9が成形品を形成するキャビティへ円弧状に出入りするようにしたものである。
(もっと読む)
成形型及び樹脂成形品の製造方法
【課題】一層目の樹脂層と二層目の樹脂を一つの成形型内で成形することができ、且つ部分的に二層目の樹脂層が欠落した樹脂成形品を成形することができる成形型を提供することを課題とする。
【解決手段】成形型1は、固定側型片5と、移動側型片6が一体化されて成る。固定側型片5と移動側型片6とが型締めされた状態の時に内部に第一の成形空間15が形成される。成形型1は、内部を密閉した状態で、移動側型片6を後退させることができる。成形型1は、特有の構成としてコア部材2,3を備えている。コア部材2,3は、いずれもコア部材2,3の突出位置を位置決めする位置決め手段を有し、移動側型片6を後退させたとき、コア部材2,3は、移動側型片6との相対位置関係を保ち、コア部材2,3は、固定側型片5から移動側型片6の成形面側に向かって突出状態となる。
(もっと読む)
樹脂成形品の成形装置、および樹脂成形品の成形方法
【課題】装飾が施された装飾部を有する金属製部品をインサート成形する場合に、成形型に対する金属製部品の位置ずれを抑え、樹脂成形品において装飾部の位置のばらつきや、バリの発生を防止し得る、樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置は、装飾が施された装飾部21と、装飾部に連続し樹脂材料と一体化されるインサート部22とを備える金属製部品20をインサート成形する。成形装置は、金属製部品のインサート部を配置するとともに溶融樹脂材料60を注入するキャビティ51が形成された成形型と、金属製部品の装飾部が配置される凹所52と、キャビティに注入される溶融樹脂材料の一部を凹所に導く凹所用流路53と、を有している。そして、凹所に導いた溶融樹脂材料が有する圧力Pによって、金属製部品を、装飾部からインサート部に向かう方向に沿って押圧する。
(もっと読む)
101 - 120 / 301
[ Back to top ]