
排水枡及びその製造方法

【課題】 胴部の外径を開口部の外径よりも小さくして軽量化を図った3層構造の排水枡およびその製造方法を提供する。
【解決手段】 排水枡1は、肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製であって、胴部3と、胴部3の側壁3bの上方に接続された開口部5と、胴部3の側壁3bの下部から側方に突き出す、筒状の出側排水管取付部7と、筒状の入側排水管取付部9とを備える。入側排水管取付部9は、出側排水管取付部7より上方の胴部側壁3bから、出側排水管取付部7と直交する方向に突き出している。胴部3の外径は、開口部5の外径よりも小さい。また、出側排水管取付部7の肉厚T出と、入側排水管取付部9と胴部側壁3bとの接続部9Xの肉厚T入との比は、T出:T入=1:1〜1:3である。
【解決手段】 排水枡1は、肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製であって、胴部3と、胴部3の側壁3bの上方に接続された開口部5と、胴部3の側壁3bの下部から側方に突き出す、筒状の出側排水管取付部7と、筒状の入側排水管取付部9とを備える。入側排水管取付部9は、出側排水管取付部7より上方の胴部側壁3bから、出側排水管取付部7と直交する方向に突き出している。胴部3の外径は、開口部5の外径よりも小さい。また、出側排水管取付部7の肉厚T出と、入側排水管取付部9と胴部側壁3bとの接続部9Xの肉厚T入との比は、T出:T入=1:1〜1:3である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、家庭などから排出される下水の排水管路に装備される排水枡及びその製造方法に関する。特には、再生原料などを原料の一部に使用した層構造の硬質塩化ビニル製排水枡に関する。
【背景技術】
【0002】
近年、樹脂製品のスクラップや、使用済み樹脂製品などの廃材の処理が大きな問題となっている。このようなスクラップは、樹脂製の家電製品筺体や管継ぎ手等の建材を射出成形する際などに発生する。特に、合成樹脂管を連続押出成形するプロセスにおいて、成形条件が安定するまでの初期段階では、多量のスクラップが発生する。また、耐用年数が経過して老朽化した合成樹脂管などの廃材も多量に発生している。
【0003】
このような樹脂スクラップや使用済み廃材は、従来は焼却や埋め立てにより廃棄処分されていた。埋め立て処分する場合は、処分場が少ないことはもちろん、合成樹脂は長期間分解・腐食しないため、環境破壊の問題が生じうるとされている。そこで、このような樹脂スクラップや樹脂廃材を粉砕して、再生原料として利用することが提案されている(例えば、特許文献1、2参照)。
【0004】
特許文献1には、再生原料を含有する硬質塩化ビニルを中間層として使用した三層管が提案されている。また、本出願人による特許文献2には、改質剤を含有した再生原料を中間層として使用した3層構造の排水枡が提案されている。
【0005】
このような排水枡の形状の一例を説明する。
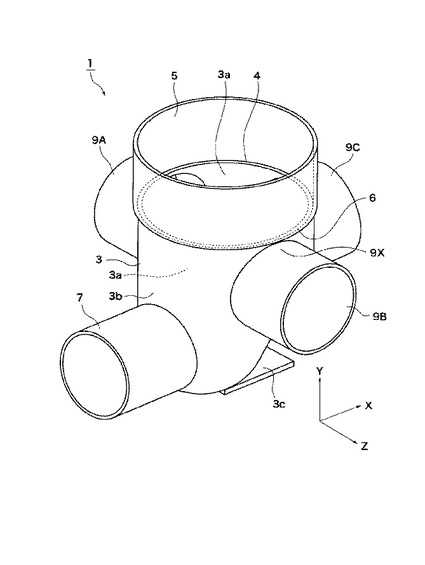
図1は、排水枡の形状の一例を示す斜視図である。
この例の排水枡1は、例えば、一般家庭から出る下水を集めて下水本管に送るために使用されるものである。この排水枡1は、胴部3と、胴部3の上方の開口部5と、胴部3の下部から側方に突き出す筒状の出側排水管取付部7を有する。また、この出側排水管取付部7の上方の位置において、胴部3から出側排水管取付部7と平面視交差(この場合は直交)するように側方に突き出す、2個の入側排水管取付部9A及び9Bを有する。さらに、出側排水管取付部7と反対方向に突き出す、1個の入側排水管取付部9Cと、を有する。
【0006】
開口部5は受口であり、その内孔には、点検口から延びるパイプ(図示されず)が差し込まれて接続される。このため、開口部5の内面と胴部3の内面との境には、パイプの先端面が当たる内段部4が形成されており、開口部5の内径が胴部3の内径よりも大きくなっている。入側排水管取付部9も受口であり、各々、台所、風呂、トイレなどからの排水管が接続される。出側排水管取付部7は差口であり、その外周には、下水道本管に延びる排水管が接続される。
【0007】
また、開口部5の外周と胴部3の外周との境には、外段部6が形成されている。つまり、胴部3の外径が開口部5の外径よりも小さくなっており、開口部5の外周が胴部3の外周よりも外側に出っ張る形となっている。これにより、胴部3の径・肉厚を薄くできて、排水枡の重量を軽減できる。
【0008】
次に、図1に示した排水枡の製法の一例を説明する。
前述のように、開口部5の外周と胴部3の外周との境には、外段部6が存在する。この場合、開口部5が胴部3よりも外側に出っ張る形となり、胴部外周の成形型が上に抜けないため、金型は横割り構造となる。金型を横割り構造とした場合、入側排水管取付部9の外周成形用の金型には抜き勾配を付けなければならないため、入側排水管取付部9の胴部3との接続部分(根元部分9X、図2(B)も参照)の肉厚が厚くなる。一方、出側排水管取付部7が差口の場合は外径の寸法規制が厳しく、抜き勾配が小さくなる。また、流路を確保するため内径の寸法をできるだけ大きくする必要がある。このため、出側排水管取付部7は、通常は最も肉厚の薄い部位となっており、最後に樹脂が充填される部位となる。このような構造により、出側排水管取付部7は、成形時に樹脂が流れ込み難く、樹脂が冷却され始めてフローマークが発生しやすい。
【0009】
さらに、再生原料を使用した場合、以下のような問題がある。
再生原料を使用して成形する際は、まず、再生原料ではない樹脂(あるいは少量の再生原料を含む樹脂)を金型内に射出して、製品の表面(外面及び内面)全体をこの樹脂で覆うようにしてスキン層を形成する。次に、再生原料を金型内に射出してコア層を形成する。この際、再生原料が製品の表面に露出しないように、充填速度をある程度以上上げることができない。このため、最終充填部位であるとともに肉厚の薄い出側排水管取付部7は、さらにフローマークが発生しやすい。
【0010】
なお、この問題は、横割り構造の金型としたことにより特に発生するものであり、縦割り構造の金型で作製可能な排水枡においては、特に考慮する必要はない。また、交差する排水管接続部が存在しない排水枡も、管軸方向に抜き勾配をつけなければならない排水管取付部が存在しないため、前述の問題をあまり考慮する必要がない。
【0011】
【特許文献1】特開2001−41362
【特許文献2】特開2004−60158
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上記の問題点に鑑みてなされたものであって、胴部の外径を開口部の外径よりも小さくして軽量化を図った、肉厚方向に3層構造の硬質塩化ビニル樹脂製の排水枡およびその製造方法を提供することを目的とする。特には、再生原料を使用しても、出側排水管取付部に外観不良を生じにくい排水枡およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の排水枡は、 周状の側壁及び底を有する胴部と、 該胴部の内空部が上方に開口する、前記側壁の上方に接続された開口部と、 前記胴部側壁の下部から側方に突き出す、前記内空部と連通する筒状の出側排水管取付部と、 該出側排水管取付部より上方の位置において、前記出側排水管取付部と平面視交差する方向に前記側壁から突き出す、前記内空部と連通する筒状の入側排水管取付部と、を具備し、 肉厚方向に3層以上の硬質塩化ビニル製の排水枡であって、 前記胴部の外径よりも前記開口部の外径が大きく、 前記出側排水管取付部の肉厚T出と、前記入側排水管取付部と前記胴部側壁との接続部の肉厚T入との比が、T出:T入=1:1〜1:3であることを特徴とする。
【0014】
排水枡において、胴部の外径を開口部の外径よりも小さくすると、胴部の体積を減らすことができ、排水枡の重量を軽減できる。この場合、開口部が胴部よりも外側に出っ張る形となり、胴部外周の成形型が上に抜けないため、金型は横割り構造となる。金型を横割り構造とした場合、入側排水管取付部の外金型には管軸方向に抜き勾配を付けなければならないため、胴部と入側排水管取付部との接続部分(根元部分)の肉厚が厚くなる。一方、出側排水管取付部7が差口の場合は外径の寸法規制が厳しく、抜き勾配が小さくなる。また、流路を確保するため内径の寸法をできるだけ大きくする必要がある。このため、出側排水管取付部7は、通常は最も肉厚の薄い部位となっており、最後に樹脂が充填される部位となる。このような構造により、出側排水管取付部7は、成形時に樹脂が流れ込み難く、樹脂が冷却され始めてフローマークが発生しやすい。さらに、再生原料を使用した場合には、再生原料が表面に露出しないようにするために、樹脂の充填速度をさらに低速とするため、原料の最終充填部位である出側排水管取付部にフローマークがより発生しやすくなる。
【0015】
そこで、出側排水管取付部の肉厚T出と、入側排水管取付部の胴部との接続部の肉厚T入との比を、T出:T入=1:1〜1:3と設定することにより、充填速度が遅い場合でも、入側排水管取付部及び出側排水管取付部へ、量的及び時間的にバランスよく樹脂が充填されるため、最終充填部位である出側排水管取付部にフローマークが発生しにくくなる。そのため、再生原料を使用した場合にも、出側排水管取付部にフローマークが発生しにくく、スキン層(外面及び内面)に再生原料が露出しない排水枡を提供できる。
【0016】
なお、前述の特許文献2の排水枡は、胴部の外径が開口部の外径と同じタイプのものであって、金型の割構造が縦割りとなるため、そもそも本件発明の前提となる問題は生じない。
【0017】
本発明においては、前記出側排水管取付部が差口である場合に、より大きい効果が得られる。ここで、差口とは、取付部が、取り付けられる排水管の内孔内に差し込まれるタイプの接続口のことである。出側排水管取付部を差口とすると、接続される排水管の内径寸法との関連で取付部の外径の寸法規制が厳しい。また、取付部の内径については、流路断面積を確保するため内径の寸法をできるだけ大きくする必要がある。このため、差口の出側排水管取付部は、肉厚が薄く、抜き勾配が小さくなる。このような事情により、出側排水管取付部の成形時にフローマークが発生しやすくなるが、前述のように、出側排水管取付部の肉厚と、入側排水管取付部と胴部との接続部の肉厚との比を所定の値に設定することにより、そのような問題を防ぐことができる。なお、出側排水管取付部を差口とする方が、一般的に施工しやすい。なお、施工現場周辺の配管上、施工しずらい場合は受口が用いられる場合もある。
【0018】
本発明においては、前記出側排水管接続部の呼び径と前記入側排水管接続部の呼び径が同じである場合に、より大きい効果が得られる。
通常の排水枡は、出側排水管取付部の呼び径が入側排水管取付部の呼び径よりも大きい。しかし、特に、出側排水管が接続される下水管の口径が小さい場合、両方の径が同じものが必要とされる。この場合、一般的な排水枡よりも出側排水管取付部の肉厚が薄くなるが、前述と同様に、出側排水管取付部の肉厚と、入側排水管取付部と胴部との接続部の肉厚との比を所定の値に設定することにより、出側排水管取付部におけるフローマーク発生を防ぐことができる。
【0019】
本発明の排水枡の製造方法は、 周状の側壁及び底を有する胴部と、 該胴部の内空部が上方に開口する、前記側壁の上方に接続された開口部と、 前記胴部の下部から側方に突き出す、前記内空部と連通する筒状の出側排水管取付部と、 該出側排水管取付部より上方の位置において、前記出側排水管取付部と平面視交差する方向に前記側壁から突き出す、前記内空部と連通する筒状の入側排水管取付部と、を具備し、 肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製の排水枡を製造する方法であって、 前記排水枡の外形を成形する横割り構造の外金型と、前記排水枡の胴部内空部及び前記排水管取付部の内孔を成形する内金型と、を型締めして成形キャビティを形成し、 前記出側排水管取付部の肉厚T出と、前記入側排水管取付部と前記胴部側壁との接続部の肉厚T入との比を、T出:T入=1:1〜1:3となるように設定し、 前記外金型のゲートから前記成形キャビティ内に第1の樹脂原料を射出してスキン層を形成し、 次に、第2の樹脂原料を射出して、前記スキン層に覆われたコア層を形成することを特徴とする。
【発明の効果】
【0020】
以上の説明から明らかなように、本発明によれば、樹脂スクラップや樹脂廃材を再生した原料をコア層として使用していながら、外観が良好な(コア層がスキン層に露出していない)排水枡を提供できる。特には、胴部が開口部よりも小径化されて軽量化されているとともに、肉薄の出側排水管取付部を有する排水枡において、出側排水管取付部にフローマークの発生し難い排水枡およびその製造方法を提供できる。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態について、図面を参照しながら詳細に説明する。
図1は、本発明の実施の形態に係る排水枡の構造を示す斜視図である。
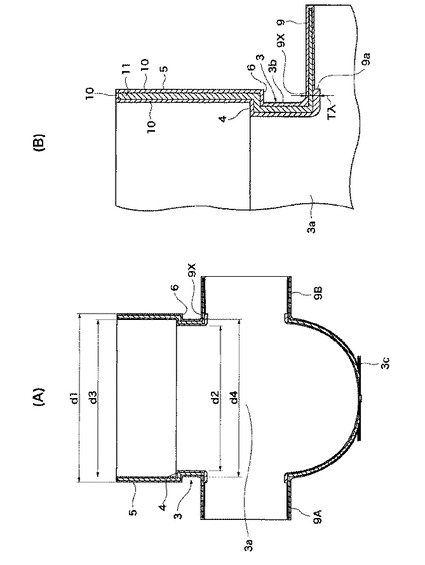
図2(A)は、図1のZ方向断面図であり、図2(B)は、図2(A)の一部を拡大して示す図である。
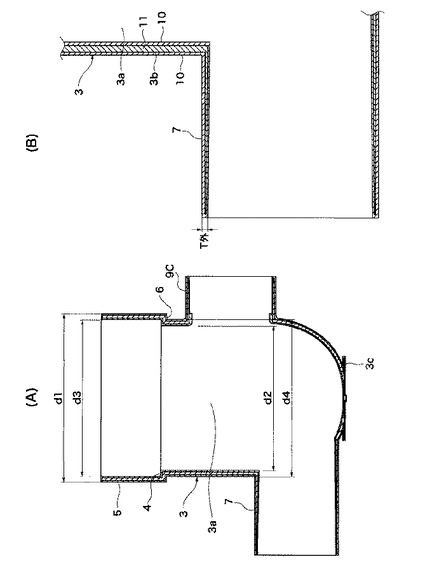
図3(A)は、図1のX方向断面図であり、図3(B)は、図3(A)の一部を拡大して示す図である。
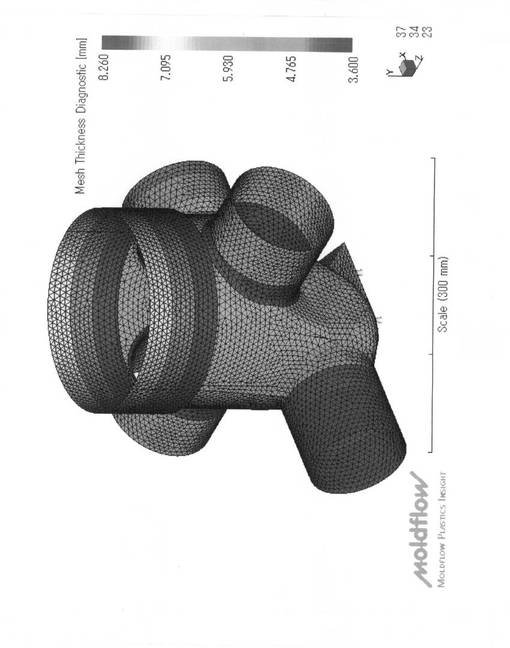
図4は、図1の排水枡の肉厚を色分けして示す斜視図である。赤色が肉厚が厚い部分を、紫色が肉厚が薄い部分を表示する。
【0022】
図1を参照して排水枡1の構造を再度詳細に説明する。この排水枡1は、内側に内空部3aを画する周状の側壁3b、及び、底3cを有する胴部3と、内空部3aが上方に開口する、側壁3bの上方に接続された開口部5と、を有する。側壁3bの下部には、側方に突き出す、内空部3aと連通する筒状の出側排水管取付部7が設けられている。さらに、この出側排水管取付部7より上方の位置には、胴部側壁3bから、出側排水管取付部7と平面視交差(直交する側方に突き出す、筒状の入側排水管取付部9A及び9Bと、出側排水管取付部7と反対方向に突き出す、筒状の入側排水管取付部9Cが設けられている。
【0023】
図2(A)、図3(A)に示すように、開口部5の内径d3は胴部3の内径d2よりも大きく、開口部5の内面と胴部3の内面との間には、排水管などの端面が当たる内段部4が形成される。また、開口部5の外径d1は胴部3の外径d4よりも大きく、開口部5の外面と胴部3の外面との間には、外段部6が形成される。このような構造とすることにより、前述のように胴部3の体積を減らして軽量化できる。胴部3の側壁3aの肉厚は、サイズが150〜350(管呼び径)の排水枡の場合、5〜20mm程度である。
【0024】
各入側排水管取付部9は同じ径であり、その内面には取り付けられる排水管の端部が当たる段部9aが形成されている。また、入側排水管取付部9は受口であり、成形用金型に管軸方向の抜き勾配が設けられているため、胴部3と同取付部9との接続部9X(段部9aの根元の部分)の肉厚は厚い。図4では赤く着色されており、最も肉厚が厚くなっている。
【0025】
この例の場合、出側排水管取付部7の呼び径は、入側排水管取付部9の呼び径と同じである。また、出側排水管取付部7は差口であり、接続される排水管の寸法との関連で外径の寸法規制が厳しく、流路を確保するため内径の寸法をできるだけ大きくする必要があるため、抜き勾配が小さく、根元部の肉厚が薄くなっている。図4では紫に着色されており、最も肉厚が薄くなっている。
ここで、出側排水管取付部7の肉厚T出(図3(B)参照)と、胴部3と入側排水管取付部9との接続部9Xの肉厚T入(図2(B)参照)との比は、T出:T入=1:1〜1:3である。この数値設定の根拠及び実験例については後述する。
【0026】
この排水枡1は、図2(B)、図3(B)に示すように、第1の樹脂からなる表裏スキン層10と、第2の樹脂からなるコア層11とが肉厚方向に3層積層された構造を有する。つまり、コア層11の表面(内面及び外面)が表裏のスキン層10で覆われている。第1の樹脂としては、硬質塩化ビニル樹脂原料を使用できる。第2の樹脂としては、樹脂スクラップや樹脂廃材を粉砕して得た再生原料を使用できる。特には、塩化ビニル樹脂からなる廃材やスクラップが大量に発生している現状や、排水枡に接続する排水管として硬質塩化ビニル樹脂が使用されていることを考慮すると、硬質塩化ビニル樹脂の再生原料を使用することが好ましい。
【0027】
なお、再生原料には、添加剤として、鉛安定剤、スズ安定剤、熱安定剤、滑剤、加工助剤、顔料、可塑剤、充填剤、帯電防止剤、紫外線吸収剤、難燃剤などを添加することもできる。
【0028】
また、第2の樹脂として、改質剤が含有された硬質塩化ビニル樹脂を使用することもできる。配合例としては、ポリ塩化ビニル100重量部に対し、改質剤8〜15重量部、安定剤0.5〜3重量部、滑剤0.1〜1.0重量部、加工助剤0.1〜1.0重量部、顔料0.1〜1.0重量部である。
【0029】
次に、この排水枡1の製造方法を説明する。
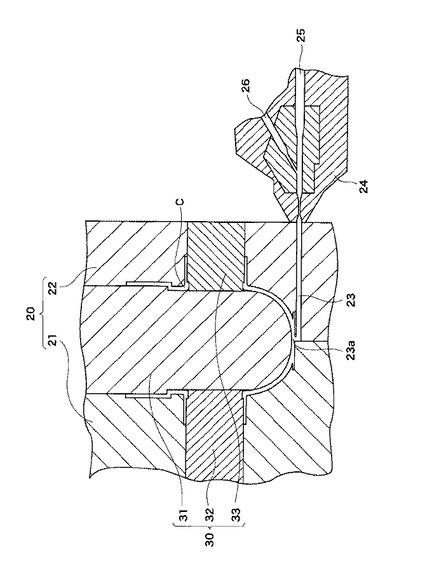
図5は、排水枡の製造に使用される金型を説明する図である。
この排水枡1は、排水枡1の外形を成形する横割り構造の外金型20と、排水枡1の内形を成形する内金型(コア)30とで成形される。外金型20と内金型30を型締めすることにより成形キャビティCが形成される。
【0030】
外金型20は、図5の左側に示す可動外金型21と、図5の右側に示す固定外金型22とを有する。固定外金型22には、樹脂原料を射出するゲート23が設けられている。ゲート23の射出口23aは、枡1の底部3cの中央(胴部3の中央)に位置する。このように胴部3の中央に射出口23aを設けることにより、成形キャビティC内に原料をほぼ万遍なく行き渡らせることができる。また、射出口23aが底部3cの下面となり、外観を損ねないという利点もある。ゲート23には、射出成形機のノズル24が接続する。ノズル24には、第1の樹脂用の流路25と、第2の樹脂用の流路26とが形成されている。
【0031】
内金型30は、開口部5及び胴部3の内形を成形する可動金型31、各入側排水管取付部9の内径を成形する可動金型32、33、出側排水管取付部7の内形を成形する可動金型(図示されず)とを有する。
【0032】
成形作業の一例を説明する。
まず、外金型20と内金型30とを型締めして成形キャビティCを形成する。そして、ノズル24の第1樹脂流路25からゲート23を通して成形キャビティC内に所定量の第1の樹脂を射出する。次に、ノズル24の第2樹脂流路26からゲート23を通して所定量の第2の樹脂を射出し、成形キャビティCを樹脂でほぼ充満させる。この際、先に射出された第1の樹脂原料のスキン層の間に第2の樹脂原料が入り込み、両方の樹脂原料がキャビティの末端まで満遍なく行き渡る。すなわち、第2の樹脂原料が第1の樹脂原料で覆われた状態でキャビティC内に行き渡るため、第2の樹脂原料が第1の樹脂原料の表面に露出することがない。これにより、第1の樹脂原料からなる表裏のスキン層10と第2の樹脂原料からなるコア層11とが形成される。
【0033】
最後に、第1樹脂流路25からゲートを通して、少量の第1の樹脂原料をキャビティC内に射出する。これにより、ゲート23の射出口23aを第1の樹脂原料で覆うことができる。さらに、次のショットのために、ノズル24の先端部に滞留している第2の樹脂原料を、第1の樹脂原料に置換することもできる。その後、内金型20及び外金型30を型開きする。
【0034】
次に、出側排水管取付部7の肉厚T出(図3(B)参照)と、胴部3と入側排水管取付部9との接続部9Xの肉厚T入(図2(B)参照)との比を可変した場合に、成形した排水枡1の出側排水管取付部7にフローマークが発生するかどうかを調べた。金型内に肉厚調整用スペーサをインサートし、出側排水管取付部7の肉厚T出と、胴部3と入側排水管取付部9との接続部の肉厚T入との比を、T出:T入=1:1、1:2、1:3及び1:4となるように設定した。前述と同様の成形方法により排水枡を作製し、出側排水管取付部7にフローマークが発生しているかどうかを目視により観察した。なお、実験した排水枡の具体的な寸法は、入出側管呼び径100A、T出=3.6mm、出側排水管取付部7の長さ110mm、入側排水管取付部9の長さ60mmであった。
【0035】
表1は、目視観察結果を示す表である。
【表1】

この表からわかるように、T出:T入が、1:1、1:2及び1:3の場合、フローマークは観察されなかった。しかし、1:4の場合はフローマークが観察された。したがって、出側排水管取付部7の肉厚T出と、胴部3と入側排水管取付部9との接続部の肉厚T入との適切な比は、T出:T入=1:1〜1:3である。なお、この例の排水枡の構造上、出側排水管取付部7のT出が最も薄くなるため、T出よりT入が薄い構造(T出:T入=1:0.5など)は存在しない。
【図面の簡単な説明】
【0036】
【図1】本発明の実施の形態に係る排水枡の構造を示す斜視図である。
【図2】図2(A)は、図1のZ方向断面図であり、図2(B)は、図2(A)の一部を拡大して示す図である。
【図3】図3(A)は、図1のX方向断面図であり、図3(B)は、図3(A)の一部を拡大して示す図である。
【図4】図1の排水枡の肉厚を色分けして示す斜視図である。
【図5】排水枡の製造に使用される金型を説明する図である。
【符号の説明】
【0037】
1 排水枡 3 胴部
5 開口部 4 内段部
6 外段部 7 出側排水管取付部
9 入側排水管取付部
10 スキン層 11 コア層
【技術分野】
【0001】
本発明は、家庭などから排出される下水の排水管路に装備される排水枡及びその製造方法に関する。特には、再生原料などを原料の一部に使用した層構造の硬質塩化ビニル製排水枡に関する。
【背景技術】
【0002】
近年、樹脂製品のスクラップや、使用済み樹脂製品などの廃材の処理が大きな問題となっている。このようなスクラップは、樹脂製の家電製品筺体や管継ぎ手等の建材を射出成形する際などに発生する。特に、合成樹脂管を連続押出成形するプロセスにおいて、成形条件が安定するまでの初期段階では、多量のスクラップが発生する。また、耐用年数が経過して老朽化した合成樹脂管などの廃材も多量に発生している。
【0003】
このような樹脂スクラップや使用済み廃材は、従来は焼却や埋め立てにより廃棄処分されていた。埋め立て処分する場合は、処分場が少ないことはもちろん、合成樹脂は長期間分解・腐食しないため、環境破壊の問題が生じうるとされている。そこで、このような樹脂スクラップや樹脂廃材を粉砕して、再生原料として利用することが提案されている(例えば、特許文献1、2参照)。
【0004】
特許文献1には、再生原料を含有する硬質塩化ビニルを中間層として使用した三層管が提案されている。また、本出願人による特許文献2には、改質剤を含有した再生原料を中間層として使用した3層構造の排水枡が提案されている。
【0005】
このような排水枡の形状の一例を説明する。
図1は、排水枡の形状の一例を示す斜視図である。
この例の排水枡1は、例えば、一般家庭から出る下水を集めて下水本管に送るために使用されるものである。この排水枡1は、胴部3と、胴部3の上方の開口部5と、胴部3の下部から側方に突き出す筒状の出側排水管取付部7を有する。また、この出側排水管取付部7の上方の位置において、胴部3から出側排水管取付部7と平面視交差(この場合は直交)するように側方に突き出す、2個の入側排水管取付部9A及び9Bを有する。さらに、出側排水管取付部7と反対方向に突き出す、1個の入側排水管取付部9Cと、を有する。
【0006】
開口部5は受口であり、その内孔には、点検口から延びるパイプ(図示されず)が差し込まれて接続される。このため、開口部5の内面と胴部3の内面との境には、パイプの先端面が当たる内段部4が形成されており、開口部5の内径が胴部3の内径よりも大きくなっている。入側排水管取付部9も受口であり、各々、台所、風呂、トイレなどからの排水管が接続される。出側排水管取付部7は差口であり、その外周には、下水道本管に延びる排水管が接続される。
【0007】
また、開口部5の外周と胴部3の外周との境には、外段部6が形成されている。つまり、胴部3の外径が開口部5の外径よりも小さくなっており、開口部5の外周が胴部3の外周よりも外側に出っ張る形となっている。これにより、胴部3の径・肉厚を薄くできて、排水枡の重量を軽減できる。
【0008】
次に、図1に示した排水枡の製法の一例を説明する。
前述のように、開口部5の外周と胴部3の外周との境には、外段部6が存在する。この場合、開口部5が胴部3よりも外側に出っ張る形となり、胴部外周の成形型が上に抜けないため、金型は横割り構造となる。金型を横割り構造とした場合、入側排水管取付部9の外周成形用の金型には抜き勾配を付けなければならないため、入側排水管取付部9の胴部3との接続部分(根元部分9X、図2(B)も参照)の肉厚が厚くなる。一方、出側排水管取付部7が差口の場合は外径の寸法規制が厳しく、抜き勾配が小さくなる。また、流路を確保するため内径の寸法をできるだけ大きくする必要がある。このため、出側排水管取付部7は、通常は最も肉厚の薄い部位となっており、最後に樹脂が充填される部位となる。このような構造により、出側排水管取付部7は、成形時に樹脂が流れ込み難く、樹脂が冷却され始めてフローマークが発生しやすい。
【0009】
さらに、再生原料を使用した場合、以下のような問題がある。
再生原料を使用して成形する際は、まず、再生原料ではない樹脂(あるいは少量の再生原料を含む樹脂)を金型内に射出して、製品の表面(外面及び内面)全体をこの樹脂で覆うようにしてスキン層を形成する。次に、再生原料を金型内に射出してコア層を形成する。この際、再生原料が製品の表面に露出しないように、充填速度をある程度以上上げることができない。このため、最終充填部位であるとともに肉厚の薄い出側排水管取付部7は、さらにフローマークが発生しやすい。
【0010】
なお、この問題は、横割り構造の金型としたことにより特に発生するものであり、縦割り構造の金型で作製可能な排水枡においては、特に考慮する必要はない。また、交差する排水管接続部が存在しない排水枡も、管軸方向に抜き勾配をつけなければならない排水管取付部が存在しないため、前述の問題をあまり考慮する必要がない。
【0011】
【特許文献1】特開2001−41362
【特許文献2】特開2004−60158
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上記の問題点に鑑みてなされたものであって、胴部の外径を開口部の外径よりも小さくして軽量化を図った、肉厚方向に3層構造の硬質塩化ビニル樹脂製の排水枡およびその製造方法を提供することを目的とする。特には、再生原料を使用しても、出側排水管取付部に外観不良を生じにくい排水枡およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の排水枡は、 周状の側壁及び底を有する胴部と、 該胴部の内空部が上方に開口する、前記側壁の上方に接続された開口部と、 前記胴部側壁の下部から側方に突き出す、前記内空部と連通する筒状の出側排水管取付部と、 該出側排水管取付部より上方の位置において、前記出側排水管取付部と平面視交差する方向に前記側壁から突き出す、前記内空部と連通する筒状の入側排水管取付部と、を具備し、 肉厚方向に3層以上の硬質塩化ビニル製の排水枡であって、 前記胴部の外径よりも前記開口部の外径が大きく、 前記出側排水管取付部の肉厚T出と、前記入側排水管取付部と前記胴部側壁との接続部の肉厚T入との比が、T出:T入=1:1〜1:3であることを特徴とする。
【0014】
排水枡において、胴部の外径を開口部の外径よりも小さくすると、胴部の体積を減らすことができ、排水枡の重量を軽減できる。この場合、開口部が胴部よりも外側に出っ張る形となり、胴部外周の成形型が上に抜けないため、金型は横割り構造となる。金型を横割り構造とした場合、入側排水管取付部の外金型には管軸方向に抜き勾配を付けなければならないため、胴部と入側排水管取付部との接続部分(根元部分)の肉厚が厚くなる。一方、出側排水管取付部7が差口の場合は外径の寸法規制が厳しく、抜き勾配が小さくなる。また、流路を確保するため内径の寸法をできるだけ大きくする必要がある。このため、出側排水管取付部7は、通常は最も肉厚の薄い部位となっており、最後に樹脂が充填される部位となる。このような構造により、出側排水管取付部7は、成形時に樹脂が流れ込み難く、樹脂が冷却され始めてフローマークが発生しやすい。さらに、再生原料を使用した場合には、再生原料が表面に露出しないようにするために、樹脂の充填速度をさらに低速とするため、原料の最終充填部位である出側排水管取付部にフローマークがより発生しやすくなる。
【0015】
そこで、出側排水管取付部の肉厚T出と、入側排水管取付部の胴部との接続部の肉厚T入との比を、T出:T入=1:1〜1:3と設定することにより、充填速度が遅い場合でも、入側排水管取付部及び出側排水管取付部へ、量的及び時間的にバランスよく樹脂が充填されるため、最終充填部位である出側排水管取付部にフローマークが発生しにくくなる。そのため、再生原料を使用した場合にも、出側排水管取付部にフローマークが発生しにくく、スキン層(外面及び内面)に再生原料が露出しない排水枡を提供できる。
【0016】
なお、前述の特許文献2の排水枡は、胴部の外径が開口部の外径と同じタイプのものであって、金型の割構造が縦割りとなるため、そもそも本件発明の前提となる問題は生じない。
【0017】
本発明においては、前記出側排水管取付部が差口である場合に、より大きい効果が得られる。ここで、差口とは、取付部が、取り付けられる排水管の内孔内に差し込まれるタイプの接続口のことである。出側排水管取付部を差口とすると、接続される排水管の内径寸法との関連で取付部の外径の寸法規制が厳しい。また、取付部の内径については、流路断面積を確保するため内径の寸法をできるだけ大きくする必要がある。このため、差口の出側排水管取付部は、肉厚が薄く、抜き勾配が小さくなる。このような事情により、出側排水管取付部の成形時にフローマークが発生しやすくなるが、前述のように、出側排水管取付部の肉厚と、入側排水管取付部と胴部との接続部の肉厚との比を所定の値に設定することにより、そのような問題を防ぐことができる。なお、出側排水管取付部を差口とする方が、一般的に施工しやすい。なお、施工現場周辺の配管上、施工しずらい場合は受口が用いられる場合もある。
【0018】
本発明においては、前記出側排水管接続部の呼び径と前記入側排水管接続部の呼び径が同じである場合に、より大きい効果が得られる。
通常の排水枡は、出側排水管取付部の呼び径が入側排水管取付部の呼び径よりも大きい。しかし、特に、出側排水管が接続される下水管の口径が小さい場合、両方の径が同じものが必要とされる。この場合、一般的な排水枡よりも出側排水管取付部の肉厚が薄くなるが、前述と同様に、出側排水管取付部の肉厚と、入側排水管取付部と胴部との接続部の肉厚との比を所定の値に設定することにより、出側排水管取付部におけるフローマーク発生を防ぐことができる。
【0019】
本発明の排水枡の製造方法は、 周状の側壁及び底を有する胴部と、 該胴部の内空部が上方に開口する、前記側壁の上方に接続された開口部と、 前記胴部の下部から側方に突き出す、前記内空部と連通する筒状の出側排水管取付部と、 該出側排水管取付部より上方の位置において、前記出側排水管取付部と平面視交差する方向に前記側壁から突き出す、前記内空部と連通する筒状の入側排水管取付部と、を具備し、 肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製の排水枡を製造する方法であって、 前記排水枡の外形を成形する横割り構造の外金型と、前記排水枡の胴部内空部及び前記排水管取付部の内孔を成形する内金型と、を型締めして成形キャビティを形成し、 前記出側排水管取付部の肉厚T出と、前記入側排水管取付部と前記胴部側壁との接続部の肉厚T入との比を、T出:T入=1:1〜1:3となるように設定し、 前記外金型のゲートから前記成形キャビティ内に第1の樹脂原料を射出してスキン層を形成し、 次に、第2の樹脂原料を射出して、前記スキン層に覆われたコア層を形成することを特徴とする。
【発明の効果】
【0020】
以上の説明から明らかなように、本発明によれば、樹脂スクラップや樹脂廃材を再生した原料をコア層として使用していながら、外観が良好な(コア層がスキン層に露出していない)排水枡を提供できる。特には、胴部が開口部よりも小径化されて軽量化されているとともに、肉薄の出側排水管取付部を有する排水枡において、出側排水管取付部にフローマークの発生し難い排水枡およびその製造方法を提供できる。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態について、図面を参照しながら詳細に説明する。
図1は、本発明の実施の形態に係る排水枡の構造を示す斜視図である。
図2(A)は、図1のZ方向断面図であり、図2(B)は、図2(A)の一部を拡大して示す図である。
図3(A)は、図1のX方向断面図であり、図3(B)は、図3(A)の一部を拡大して示す図である。
図4は、図1の排水枡の肉厚を色分けして示す斜視図である。赤色が肉厚が厚い部分を、紫色が肉厚が薄い部分を表示する。
【0022】
図1を参照して排水枡1の構造を再度詳細に説明する。この排水枡1は、内側に内空部3aを画する周状の側壁3b、及び、底3cを有する胴部3と、内空部3aが上方に開口する、側壁3bの上方に接続された開口部5と、を有する。側壁3bの下部には、側方に突き出す、内空部3aと連通する筒状の出側排水管取付部7が設けられている。さらに、この出側排水管取付部7より上方の位置には、胴部側壁3bから、出側排水管取付部7と平面視交差(直交する側方に突き出す、筒状の入側排水管取付部9A及び9Bと、出側排水管取付部7と反対方向に突き出す、筒状の入側排水管取付部9Cが設けられている。
【0023】
図2(A)、図3(A)に示すように、開口部5の内径d3は胴部3の内径d2よりも大きく、開口部5の内面と胴部3の内面との間には、排水管などの端面が当たる内段部4が形成される。また、開口部5の外径d1は胴部3の外径d4よりも大きく、開口部5の外面と胴部3の外面との間には、外段部6が形成される。このような構造とすることにより、前述のように胴部3の体積を減らして軽量化できる。胴部3の側壁3aの肉厚は、サイズが150〜350(管呼び径)の排水枡の場合、5〜20mm程度である。
【0024】
各入側排水管取付部9は同じ径であり、その内面には取り付けられる排水管の端部が当たる段部9aが形成されている。また、入側排水管取付部9は受口であり、成形用金型に管軸方向の抜き勾配が設けられているため、胴部3と同取付部9との接続部9X(段部9aの根元の部分)の肉厚は厚い。図4では赤く着色されており、最も肉厚が厚くなっている。
【0025】
この例の場合、出側排水管取付部7の呼び径は、入側排水管取付部9の呼び径と同じである。また、出側排水管取付部7は差口であり、接続される排水管の寸法との関連で外径の寸法規制が厳しく、流路を確保するため内径の寸法をできるだけ大きくする必要があるため、抜き勾配が小さく、根元部の肉厚が薄くなっている。図4では紫に着色されており、最も肉厚が薄くなっている。
ここで、出側排水管取付部7の肉厚T出(図3(B)参照)と、胴部3と入側排水管取付部9との接続部9Xの肉厚T入(図2(B)参照)との比は、T出:T入=1:1〜1:3である。この数値設定の根拠及び実験例については後述する。
【0026】
この排水枡1は、図2(B)、図3(B)に示すように、第1の樹脂からなる表裏スキン層10と、第2の樹脂からなるコア層11とが肉厚方向に3層積層された構造を有する。つまり、コア層11の表面(内面及び外面)が表裏のスキン層10で覆われている。第1の樹脂としては、硬質塩化ビニル樹脂原料を使用できる。第2の樹脂としては、樹脂スクラップや樹脂廃材を粉砕して得た再生原料を使用できる。特には、塩化ビニル樹脂からなる廃材やスクラップが大量に発生している現状や、排水枡に接続する排水管として硬質塩化ビニル樹脂が使用されていることを考慮すると、硬質塩化ビニル樹脂の再生原料を使用することが好ましい。
【0027】
なお、再生原料には、添加剤として、鉛安定剤、スズ安定剤、熱安定剤、滑剤、加工助剤、顔料、可塑剤、充填剤、帯電防止剤、紫外線吸収剤、難燃剤などを添加することもできる。
【0028】
また、第2の樹脂として、改質剤が含有された硬質塩化ビニル樹脂を使用することもできる。配合例としては、ポリ塩化ビニル100重量部に対し、改質剤8〜15重量部、安定剤0.5〜3重量部、滑剤0.1〜1.0重量部、加工助剤0.1〜1.0重量部、顔料0.1〜1.0重量部である。
【0029】
次に、この排水枡1の製造方法を説明する。
図5は、排水枡の製造に使用される金型を説明する図である。
この排水枡1は、排水枡1の外形を成形する横割り構造の外金型20と、排水枡1の内形を成形する内金型(コア)30とで成形される。外金型20と内金型30を型締めすることにより成形キャビティCが形成される。
【0030】
外金型20は、図5の左側に示す可動外金型21と、図5の右側に示す固定外金型22とを有する。固定外金型22には、樹脂原料を射出するゲート23が設けられている。ゲート23の射出口23aは、枡1の底部3cの中央(胴部3の中央)に位置する。このように胴部3の中央に射出口23aを設けることにより、成形キャビティC内に原料をほぼ万遍なく行き渡らせることができる。また、射出口23aが底部3cの下面となり、外観を損ねないという利点もある。ゲート23には、射出成形機のノズル24が接続する。ノズル24には、第1の樹脂用の流路25と、第2の樹脂用の流路26とが形成されている。
【0031】
内金型30は、開口部5及び胴部3の内形を成形する可動金型31、各入側排水管取付部9の内径を成形する可動金型32、33、出側排水管取付部7の内形を成形する可動金型(図示されず)とを有する。
【0032】
成形作業の一例を説明する。
まず、外金型20と内金型30とを型締めして成形キャビティCを形成する。そして、ノズル24の第1樹脂流路25からゲート23を通して成形キャビティC内に所定量の第1の樹脂を射出する。次に、ノズル24の第2樹脂流路26からゲート23を通して所定量の第2の樹脂を射出し、成形キャビティCを樹脂でほぼ充満させる。この際、先に射出された第1の樹脂原料のスキン層の間に第2の樹脂原料が入り込み、両方の樹脂原料がキャビティの末端まで満遍なく行き渡る。すなわち、第2の樹脂原料が第1の樹脂原料で覆われた状態でキャビティC内に行き渡るため、第2の樹脂原料が第1の樹脂原料の表面に露出することがない。これにより、第1の樹脂原料からなる表裏のスキン層10と第2の樹脂原料からなるコア層11とが形成される。
【0033】
最後に、第1樹脂流路25からゲートを通して、少量の第1の樹脂原料をキャビティC内に射出する。これにより、ゲート23の射出口23aを第1の樹脂原料で覆うことができる。さらに、次のショットのために、ノズル24の先端部に滞留している第2の樹脂原料を、第1の樹脂原料に置換することもできる。その後、内金型20及び外金型30を型開きする。
【0034】
次に、出側排水管取付部7の肉厚T出(図3(B)参照)と、胴部3と入側排水管取付部9との接続部9Xの肉厚T入(図2(B)参照)との比を可変した場合に、成形した排水枡1の出側排水管取付部7にフローマークが発生するかどうかを調べた。金型内に肉厚調整用スペーサをインサートし、出側排水管取付部7の肉厚T出と、胴部3と入側排水管取付部9との接続部の肉厚T入との比を、T出:T入=1:1、1:2、1:3及び1:4となるように設定した。前述と同様の成形方法により排水枡を作製し、出側排水管取付部7にフローマークが発生しているかどうかを目視により観察した。なお、実験した排水枡の具体的な寸法は、入出側管呼び径100A、T出=3.6mm、出側排水管取付部7の長さ110mm、入側排水管取付部9の長さ60mmであった。
【0035】
表1は、目視観察結果を示す表である。
【表1】
この表からわかるように、T出:T入が、1:1、1:2及び1:3の場合、フローマークは観察されなかった。しかし、1:4の場合はフローマークが観察された。したがって、出側排水管取付部7の肉厚T出と、胴部3と入側排水管取付部9との接続部の肉厚T入との適切な比は、T出:T入=1:1〜1:3である。なお、この例の排水枡の構造上、出側排水管取付部7のT出が最も薄くなるため、T出よりT入が薄い構造(T出:T入=1:0.5など)は存在しない。
【図面の簡単な説明】
【0036】
【図1】本発明の実施の形態に係る排水枡の構造を示す斜視図である。
【図2】図2(A)は、図1のZ方向断面図であり、図2(B)は、図2(A)の一部を拡大して示す図である。
【図3】図3(A)は、図1のX方向断面図であり、図3(B)は、図3(A)の一部を拡大して示す図である。
【図4】図1の排水枡の肉厚を色分けして示す斜視図である。
【図5】排水枡の製造に使用される金型を説明する図である。
【符号の説明】
【0037】
1 排水枡 3 胴部
5 開口部 4 内段部
6 外段部 7 出側排水管取付部
9 入側排水管取付部
10 スキン層 11 コア層
【特許請求の範囲】
【請求項1】
周状の側壁及び底を有する胴部と、
該胴部の内空部が上方に開口する、前記側壁の上方に接続された開口部と、
前記胴部側壁の下部から側方に突き出す、前記内空部と連通する筒状の出側排水管取付部と、
該出側排水管取付部より上方の位置において、前記出側排水管取付部と平面視交差する方向に前記側壁から突き出す、前記内空部と連通する筒状の入側排水管取付部と、
を具備し、
肉厚方向に3層以上の硬質塩化ビニル製の排水枡であって、
前記胴部の外径よりも前記開口部の外径が大きく、
前記出側排水管取付部の肉厚T出と、前記入側排水管取付部と前記胴部側壁との接続部の肉厚T入との比が、T出:T入=1:1〜1:3であることを特徴とする排水枡。
【請求項2】
前記出側排水管取付部が差口であることを特徴とする請求項1記載の排水枡。
【請求項3】
前記出側排水管接続部の呼び径と前記入側排水管接続部の呼び径が同じであることを特徴とする請求項1又は2記載の排水枡。
【請求項4】
周状の側壁及び底を有する胴部と、
該胴部の内空部が上方に開口する、前記側壁の上方に接続された開口部と、
前記胴部の下部から側方に突き出す、前記内空部と連通する筒状の出側排水管取付部と、
該出側排水管取付部より上方の位置において、前記出側排水管取付部と平面視交差する方向に前記側壁から突き出す、前記内空部と連通する筒状の入側排水管取付部と、
を具備し、
肉厚方向に3層以上の硬質塩化ビニル製の排水枡を製造する方法であって、
前記排水枡の外形を成形する横割り構造の外金型と、前記排水枡の胴部内空部及び前記排水管取付部の内孔を成形する内金型と、を型締めして成形キャビティを形成し、
前記出側排水管取付部の肉厚T出と、前記入側排水管取付部と前記胴部側壁との接続部の肉厚T入との比を、T出:T入=1:1〜1:3となるように設定し、
前記外金型のゲートから前記成形キャビティ内に第1の樹脂原料を射出してスキン層を形成し、
次に、第2の樹脂原料を射出して、前記スキン層に覆われたコア層を形成することを特徴とする排水枡の製造方法。
【請求項1】
周状の側壁及び底を有する胴部と、
該胴部の内空部が上方に開口する、前記側壁の上方に接続された開口部と、
前記胴部側壁の下部から側方に突き出す、前記内空部と連通する筒状の出側排水管取付部と、
該出側排水管取付部より上方の位置において、前記出側排水管取付部と平面視交差する方向に前記側壁から突き出す、前記内空部と連通する筒状の入側排水管取付部と、
を具備し、
肉厚方向に3層以上の硬質塩化ビニル製の排水枡であって、
前記胴部の外径よりも前記開口部の外径が大きく、
前記出側排水管取付部の肉厚T出と、前記入側排水管取付部と前記胴部側壁との接続部の肉厚T入との比が、T出:T入=1:1〜1:3であることを特徴とする排水枡。
【請求項2】
前記出側排水管取付部が差口であることを特徴とする請求項1記載の排水枡。
【請求項3】
前記出側排水管接続部の呼び径と前記入側排水管接続部の呼び径が同じであることを特徴とする請求項1又は2記載の排水枡。
【請求項4】
周状の側壁及び底を有する胴部と、
該胴部の内空部が上方に開口する、前記側壁の上方に接続された開口部と、
前記胴部の下部から側方に突き出す、前記内空部と連通する筒状の出側排水管取付部と、
該出側排水管取付部より上方の位置において、前記出側排水管取付部と平面視交差する方向に前記側壁から突き出す、前記内空部と連通する筒状の入側排水管取付部と、
を具備し、
肉厚方向に3層以上の硬質塩化ビニル製の排水枡を製造する方法であって、
前記排水枡の外形を成形する横割り構造の外金型と、前記排水枡の胴部内空部及び前記排水管取付部の内孔を成形する内金型と、を型締めして成形キャビティを形成し、
前記出側排水管取付部の肉厚T出と、前記入側排水管取付部と前記胴部側壁との接続部の肉厚T入との比を、T出:T入=1:1〜1:3となるように設定し、
前記外金型のゲートから前記成形キャビティ内に第1の樹脂原料を射出してスキン層を形成し、
次に、第2の樹脂原料を射出して、前記スキン層に覆われたコア層を形成することを特徴とする排水枡の製造方法。
【図1】

【図2】
【図3】
【図5】
【図4】
【図2】
【図3】
【図5】
【図4】
【公開番号】特開2009−235679(P2009−235679A)
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願番号】特願2008−80067(P2008−80067)
【出願日】平成20年3月26日(2008.3.26)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願日】平成20年3月26日(2008.3.26)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]