
Fターム[4F202AM36]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 特有の成形不良の防止技術 (2,211) | ウェルドライン、スパイダーマーク防止 (305)
Fターム[4F202AM36]に分類される特許
1 - 20 / 305
耐ヒートショック性評価用インサート成形体、及び耐ヒートショック性評価用インサート成形体の製造方法
【課題】測定精度がより高く、より短時間で評価を終了させることができる耐ヒートショック性評価用インサート成形体、及び当該耐ヒートショック性評価用インサート成形体の製造方法を提供する。
【解決手段】ウェルドラインが形成された樹脂部材と、上記樹脂部材によって表面の少なくとも一部が覆われるインサート部材とを備え、上記樹脂部材が上記樹脂部材の表面と樹脂部材側のインサート部材との接合面との間隔が、ウェルドラインから離れるにつれて大きくなる肉厚傾斜部と、肉厚傾斜部の肉厚な両端と連なり肉厚傾斜部と共にインサート部材を囲う整流部とを有する耐ヒートショック性評価用インサート成形体を用いる。
(もっと読む)
インサート成形体

【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
射出成形方法及び射出成形用金型
【課題】穴を有する成形品における樹脂材料の会合部に生ずる外観不具合(ウェルドライン)を抑制できること。
【解決手段】成形品に穴を形成するキャビティ14を備え、添加物が添加された樹脂材料1をキャビティ14内に充填させることで成形品を射出成形する射出成形用金型10であって、キャビティ14は、樹脂材料1が穴を形成すべく分岐して流れた後に会合するよう形成され、また、樹脂材料1の会合位置近傍に設けられた開口21を介してキャビティ14に連通する逃し空間20が設けられ、この逃し空間20内にキャビティ14内の樹脂材料が流入可能とされ、更に、開口21を開閉する開閉ピン22及びシリンダ装置23が設けられ、開閉ピン22は、キャビティ14内で樹脂材料1が会合した直後または会合する直前に開口21を開き、キャビティ14内で会合した樹脂材料1を、開口21を経て逃し空間20側へ流動させるよう構成されたものである。
(もっと読む)
メタリック樹脂成形における金型装置
【課題】メタリック樹脂を用いた射出成形において、意匠面における不具合の発生を抑制する。
【解決手段】メタリック樹脂成形品の表側に意匠成形面5、及びメタリック樹脂成形品の裏側に非意匠成形面6を有するキャビティ4と、非意匠成形面6に形成されたリブ成形穴7と、リブ成形穴7を閉鎖する閉鎖位置及びリブ成形穴7を開放する開放位置の間で変位可能な可動ピース8と、を備え、キャビティ4に対して溶融樹脂の充填を行う間は可動ピース8を閉鎖位置に駆動し、キャビティ4に対して溶融樹脂が充填された後、可動ピース8を開放位置に駆動する。
(もっと読む)
フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型
【課題】フィルムの端部の成形品内部への巻き込みを抑制し、かつユーザから見える成形品表面部分にウエルドラインが生じないようにした、フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型を提供する。
【解決手段】金属、木目等の材質や色調が印刷されたフィルム100を固定型2の成形面にセットする工程と、前記フィルムがセットされた固定型に対して、移動型3を移動させ、型締めする工程と、前記型締めを行った後、前記フィルムの溶融樹脂流入側の端部100aを、上面に溶融樹脂が流入する流入口が形成されたフィルム押え手段10で押える工程と、前記フィルム押え手段10により、前記フィルムの溶融樹脂流入側の端部100aを押えながら、ゲートから溶融樹脂を射出し、成形する工程と、を備える。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、開口を有するものであっても、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくすること。
【解決手段】ゲート26Aからのキャビティ24内への溶融した合成樹脂30の注入量が増大して来ると、ゲート26Aに面する開口形成体25A、25Bの裏方に配向ライン27A2、27B2が形成される。配向ライン27A2、27B2が発生した後で、保圧が開始される前に、昇降ピン28A、28Bがキャビティ24内に進入した後、可動金型23のキャビティ形成面と同じ面一となる位置に戻る。この上昇の際に、配向ライン27A2、27B2は斜めに変形し、下降により配向ライン27A2、27B2近傍の合成樹脂30内には空間S1が形成され、ゲート26Aからの更なる合成樹脂30の射出により、配向ライン27A2、27B2近傍の合成樹脂30を空間S1内に埋めるように押し流す。
(もっと読む)
成形装置、成形品の成形方法及び成形品
【課題】 製造コストの高騰を来たすことなくウエルドラインの発生を防止する。
【解決手段】 所定の位置に固定されたキャビ型と、キャビ型に突き合わされて型締めされることによりゲートを介して溶融樹脂が充填されるキャビティーを形成するコア型と、コア型にキャビ型とコア型の離接方向へ移動自在に支持されると共にキャビティーに充填された溶融樹脂が固化されて成形される成形品に成形孔を形成するコアピンと、キャビ型に離接方向へ移動自在に支持され中心軸がコアピンの中心軸に一致されコアピンとともに成形孔を形成するキャビピンとを備え、キャビティーに溶融樹脂が充填されたときに溶融樹脂の固化前にコアピン又はキャビピンの少なくとも一方が移動されて溶融樹脂に押し付けられ溶融樹脂の一部が圧縮され、コアピンとキャビピンの移動により圧縮された溶融樹脂が切断されて成形孔が形成されるようにした。
(もっと読む)
射出成形体
【課題】 ウェルドに起因して生ずる、強度上あるいは外観上の問題の発生を抑制する。
【解決手段】 合成樹脂の射出成形により形成された射出成形体1において、射出成の板状部は、射出成形時に溶融樹脂が合流する線状領域Sを含む。板状部には、対をなす凹部3,4が、前記線状領域Sを挟むように設けられ、対をなす凹部3,4のうち、一方3は板状部の表側面に、他方4は板状部の裏側面に設けられる。対をなす凹部3,4は線状領域Sの長さ方向の一部にのみ設けられ、線状領域Sには対をなす凹部3,4が設けられていない部分があることが好ましい。
(もっと読む)
円環状樹脂製品の製造方法、転がり軸受用樹脂保持器、転がり軸受、及び成形金型
【課題】2つの円環部を有する転がり軸受用樹脂保持器において、一方の円環部におけるウェルドレス化を実現しつつ、他方の円環部におけるウェルド部の強度を改善することが可能な転がり軸受用樹脂保持器を提供する。
【解決手段】転がり軸受用樹脂保持器53は、第1円環部62と、第2円環部64と、第1及び第2円環部62,64を連結し、周方向に所定の間隔で配置された複数の柱部66と、を有し、強化繊維を添加した溶融樹脂を射出することによって成形される。第1円環部62には、ウェルド部Wが形成されず、第2円環部64には、ウェルド部Wが形成され、第2円環部64は、ウェルド部Wにおいて配向が乱された強化繊維を有する。
(もっと読む)
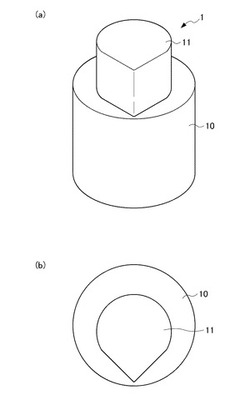
導電部材およびこれを備える電子機器
【課題】筐体内部への水の浸入をより確実に防ぐことのできる導電部材、およびこれを備える電子機器を提供する。
【解決手段】導電部材2は、誘電体からなる筐体1の外部の導電パターン3と、該筐体1の内部の電子部品30とを電気的に接続するものであり、上記筐体1を貫通する柱状の導電部材2であって、上記筐体1と接する側面にフランジ状の突出部2aが少なくとも1つ設けられているので、筐体1と導電部材2との接触長を長くする。
(もっと読む)
合成樹脂の射出成形方法
【課題】成形金型の構造が複雑でなく、ウエルドマークの発生を防止し、製品の外観、強度および応力割れが発生しないようにすると共に、メタリックな色調を出す製品においてウエルドマークの影響を少なくしてその外観が損なわれないようにした合成樹脂の射出成形方法を提供する。
【解決手段】射出成形する合成樹脂15を、金型のキャビティ内に射出し、金型内の複数の溶融合成樹脂の流れの衝突によりウエルドマークを発生する位置の溶融合成樹脂部分を押圧圧縮させて、複数の流れの溶融合成樹脂15を融合させてウエルドマークの発生を防止させる。
(もっと読む)
軸受用樹脂製保持器及びその製造方法、並びに転がり軸受
【課題】ウェルド部における強度を改善しつつ、樹脂溜まりと周方向にオーバーラップする位置においても強度を維持することが可能な軸受用樹脂製保持器を提供する。
【解決手段】キャビティ40の内周側周縁部44には、キャビティ40内のウェルド部Wが形成される位置と周方向にオーバーラップする位置に設けられ、ウェルド部Wが形成された後に溶融樹脂が流入する第3樹脂溜まり80と、第3樹脂溜まり80から周方向にオフセットした位置に設けられ、当該第3樹脂溜まり80に溶融樹脂が充填された後に溶融樹脂が流入する第1樹脂溜まり60と、第1及び第3樹脂溜まり60、80から周方向にオフセットした位置に設けられ、第1樹脂溜まり60に溶融樹脂が充填された後に溶融樹脂が流入する第2樹脂溜まり70と、が設けられている
(もっと読む)
ナット付樹脂ギヤ部品
【課題】樹脂ギヤ部品に金属製のナット部品をインサートしたものであっても、ギヤ歯の強度低下や寸法精度の低下を防ぎ、信頼性を高める。
【解決手段】金属製のカムプレートが組付けられる最終ギヤ3は、所定角内のみにギヤ歯3aが設けられる樹脂ギヤ部品αと、この樹脂ギヤ部品αにインサートされた金属製のナット部品βとを備え、ナット中心Dをギヤ無範囲θbのみに配置する。これにより、ウェルドはギヤ歯3aが存在しない部位のみに形成され、ギヤ歯3aにウェルドによる強度低下を防ぐことができる。また、ギヤ歯3aへ向かう溶融樹脂の流れの広がりがナット部品βによって阻害されないため、ギヤ歯3aの寸法精度の低下が防がれる。このように、ギヤ歯3aの強度低下および精度低下を防ぐことができ、信頼性を高めることができる。
(もっと読む)
射出成形方法
【課題】多点ゲート方式にて射出成形を行うにあたって、二方向から溶融樹脂材料が流入する場合であってもウエルドの発生を抑制するとともに、仮にそのウエルドの発生が不可避であっても当該ウエルドを目立ちにくいものとする。
【解決手段】バンパーフェイシアBfのバンパーサイド部Sbにはモール溝Mが延在していて、そのモール溝Mの底部に開口部としての複数の係合溝Hが間歇的または不連続で形成されている。バンパーサイド部Sbの成形に際して、矢印D方向からの溶融樹脂材料の流入をもってモール溝Mの末端まで回り込ませるものとする。その後にサイドゲート21から溶融樹脂材料を流入させる。これにより、モール溝mまたはその近傍でのウエルドの発生を抑制する。
(もっと読む)
樹脂ギア及び金型及びその製造方法
【課題】従来、樹脂ギアの製造方法は、多点ピンゲートが主流であったがゲート間に樹脂の合流があり、ウエルドが生じてしまう。更に中央から均等に充填されないため、ギアの歯形精度を悪化させていた。
【解決手段】外周に円形歯車を備え、中心に円柱状の空洞からなる軸差込穴と、前記軸差込穴周囲に凸状の補強環状リブを有し、前記補強環状リブ内側で前記軸差込穴との間に前記補強環状リブよりも高さの低い環状ゲート切断部を設けた樹脂ギアとした。
【効果】環状ゲートによりウエルドの欠陥部位を発生させることがない。更に中央から均等に充填させることができるためギアの歯形精度の向上も図れ、高品質な樹脂ギアが製造可能であり、スプルランナーの切り出しを金型内で行えるため、後工程がなく、大幅な低コスト化が図れる。更にホットランナを採用したためコールドランナに比べて、スプルランナーを極小にでき、廃材の低減化も図れる。
(もっと読む)
インサート成形品、電子機器およびインサート成形方法
【課題】インサート板金の変形を抑制しながら、樹脂成形不良が発生するのを抑制することが可能なインサート成形品を提供する。
【解決手段】この前面筐体10(インサート成形品)は、凹部または貫通孔43が設けられたインサート板金40と、インサート板金40の凹部または貫通孔43を取り囲むように形成された樹脂部材50とを備え、樹脂部材50の表面からインサート板金40の凹部または貫通孔43の内部に到達する穴部13が形成されている。
(もっと読む)
樹脂の射出成形の設計パラメータ決定方法、射出成形品の製造方法及び樹脂の射出成形の設計パラメータ決定プログラム
【課題】 射出成形品の形状が複雑で入り組んだものである場合等であってもウエルドを適切な位置に発生させる。
【解決手段】 設計パラメータ決定方法は、射出成形品の形状モデルを生成する形状モデル生成ステップ(S01)と、射出成形品においてウエルドの発生が制御される特定領域の情報を入力する特定領域情報入力ステップ(S02)と、形状モデルにおいて特定領域から樹脂を流入したときの各位置の当該樹脂の充填時間を算出する充填時間算出ステップ(S03)と、形状モデルへの樹脂の流入状態を求める数値解析手法、及び当該形状モデルにおける各位置のウエルドの発生に対して上記の充填時間に基づき重みづけされる評価関数を用いた最適化手法によって設計パラメータを決定する設計パラメータ決定ステップ(S04〜S09)と、設計パラメータを出力する設計パラメータ出力ステップ(S10)とを含む。
(もっと読む)
軸受用樹脂製保持器、及びその製造方法
【課題】軸受用樹脂製保持器の十分な強度を必要とする部分においてウェルド部の形成を抑制し、且つ、ウェルド部の強度を向上することが可能な軸受用樹脂製保持器、及びその製造方法を提供することにある。
【解決手段】キャビティ40の外周側周縁部42又は内周側周縁部44には、キャビティ40内にウェルド部Wが形成される前に、溶解樹脂Gが流入する少なくとも1つの第1樹脂溜まり部60と、キャビティ40内にウェルド部Wが形成された後に、溶解樹脂Gが流入する少なくとも1つの第2樹脂溜まり部70と、が設けられる。第1樹脂溜まり部60は、該第1樹脂溜まり部60を設けない場合にキャビティ40内の前記ウェルド部が形成される位置W´ならびにゲート50と、周方向にラップしない位置においてキャビティ40の外周側周縁部42又は内周側周縁部44に設けられる。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
1 - 20 / 305
[ Back to top ]