
Fターム[4F206AM32]の内容
プラスチック等の射出成形 (77,100) | 成形装置、成形操作のその他の特徴 (2,679) | 特有の成形不良の防止技術 (1,432)
Fターム[4F206AM32]の下位に属するFターム
バリ防止 (176)
ひけ防止 (165)
そり防止 (99)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (222)
Fターム[4F206AM32]に分類される特許
1 - 20 / 770
成形装置
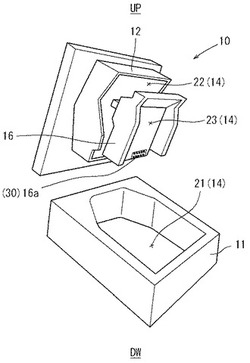
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
射出成形同時積層用フィルム及び成形品、並びにそれらの製造方法

【課題】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時積層法において、良好な成形性、耐カール性、及び耐傷性を備える積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法を提供する。
【解決手段】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法。
(もっと読む)
フィルムインサート成形品の融解損傷予測方法
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
成形品取出装置、成形取出装置、トリミング取出装置及び成形品取出方法
【課題】成形品スタックを扱う作業の効率を向上させることを課題とする。
【解決手段】成形品取出装置4に、供給位置L3に配置された各成形品PR1について交換要否の判定結果200を保持する交換要否保持部U7と、取替用の成形品PR3を配置するための取替品配置部U8と、供給位置L3に配置された各成形品PR1のうち判定結果200が交換要とされた成形品PR2を取替品配置部U8に配置された取替用の成形品PR3に取り替える処理を行う取替手段U10と、該処理の後に複数の成形品PR1を整列状態で搬送して積重位置L4に積み重ねる整列搬送手段U11とを設ける。
(もっと読む)
耐ヒートショック性評価用インサート成形体、及び耐ヒートショック性評価用インサート成形体の製造方法
【課題】測定精度がより高く、より短時間で評価を終了させることができる耐ヒートショック性評価用インサート成形体、及び当該耐ヒートショック性評価用インサート成形体の製造方法を提供する。
【解決手段】ウェルドラインが形成された樹脂部材と、上記樹脂部材によって表面の少なくとも一部が覆われるインサート部材とを備え、上記樹脂部材が上記樹脂部材の表面と樹脂部材側のインサート部材との接合面との間隔が、ウェルドラインから離れるにつれて大きくなる肉厚傾斜部と、肉厚傾斜部の肉厚な両端と連なり肉厚傾斜部と共にインサート部材を囲う整流部とを有する耐ヒートショック性評価用インサート成形体を用いる。
(もっと読む)
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
樹脂製バンパの変形予測式の設定方法、及び樹脂製バンパの変形予測方法
【課題】信頼性と確実性に優れたバンパの車体取付け時変形量の予測技術を構築し、これにより最終設計までに要する時間を短縮する。
【解決手段】本発明に係る樹脂製バンパの変形予測式の設定方法は、過去に設計した複数の車種におけるバンパの図面要素データを、バンパがラジエータサポートに対して車体長手方向に締結される場合と鉛直方向に締結される場合とで層別する層別工程S1と、層別により群分けされた図面要素データごとにバンパの取付け時に生じる垂れ下がり量との相関を求める相関取得工程S2と、相対的に高い値を示した相関の正負が、対応する図面要素と垂れ下がり量との技術的関係から見て整合しているか否かを判別する技術的整合判別工程S3、及び整合していると判別された前記図面要素についてのみ上記回帰分析を行うことで、この回帰分析を行った図面要素を変数とする垂れ下がり量の予測式を設定する回帰分析工程S4とを具備する。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
モールディング装置
【課題】半導体装置を覆う樹脂の融解むらを低減するモールディング装置を提供する。
【解決手段】融解したモールディング材料が流し込まれる型と、型に設けられ、融解する前の固形のモールディング材料が設置されるセットポッドと、モールディング材料を融解させる温度に熱せられ、モールディング材料を型に押し込むプランジャと、プランジャの固体のモールディング材料に接する面から前記モールディング材料側に突出可能に設けられた持ち上げ部材と、を備えるモールディング装置。
(もっと読む)
インサート成形用接着積層体
【課題】インサート成形時における溶融樹脂のインジェクション圧力により金属インサート部材表面に積層した接着剤が押し流されるのを防止し、インサート部材と射出樹脂との良好な接着性が形成できるインサート成形用接着積層体を提供することを目的する。
【解決手段】ポリオレフィン系樹脂に極性基を導入した変性ポリオレフィン系樹脂組成物からなるホットメルト接着フィルムを布に予め含浸させておいた接着層を金属インサート部材に積層してインサート成形を行なうことにより上記課題が解決されることを見出した。
(もっと読む)
射出成形機の成形監視装置
【課題】従来定量化が困難だった外観不良のような不良であっても、その不良との相関が強い成形機上で計測される物理量を特定することが可能な射出成形機の監視装置を提供すること。
【解決手段】成形監視装置付き射出成形機10は、射出成形機本体11と該射出成形機本体11を全体的に制御する制御装置12、射出成形機本体11で成形されコンベア16で搬送される成形品100を搬送途中で撮像する撮像装置14、該撮像装置14で撮像された成形品100の外観画像情報を元に成形品100の良否判別を行い良品/不良品判別結果を信号線15を介して制御装置12に送る外観検査装置13を備え、射出成形機本体11には、成形状態を監視するため、金型や射出シリンダの温度を測定する温度検出器、樹脂圧力を検出する圧力検出器、射出スクリュの回転位置・回転速度や軸方向の移動位置・移動速度を検出する位置・速度検出器などの各種物理量を検出する図示しない各種検出器が設けられている。
(もっと読む)
電子ビーム照射により表面改質した成形機、成形機用のスクリュ及び成形機用のプランジャ
【課題】成形材料との接触面に対して電子ビームを照射することでその表面を改質し、特に耐腐食性や耐摩耗性を高めた成形機、成形機用のスクリュ及び成形機用のプランジャを提供する。
【解決手段】成形材料を押し出して又は金型に充填して又は金型に供給して成形する成形機において、前記成形材料との接触面の一部又はその全部に電子ビームを照射して表面改質する。電子ビーム照射により高い耐食性や耐摩耗性を有する金属元素(例えばクロム、モリブデン、コバルト等)が表層に析出するので、当該表面の耐食性や耐摩耗性を向上させることができる。
(もっと読む)
射出成形機の計量制御装置
【課題】比較的低い圧力で逆流防止弁を閉鎖し、高精度な計量を行うことが可能な射出成形機の計量制御装置を提供すること。
【解決手段】計量中にはスクリュを順方向に回転させながら、スクリュをあらかじめ設定された計量完了位置まで後退させ、計量終了後から射出開始までの間においてスクリュを逆回転させ、計量終了後から射出開始までの間において樹脂圧力が所定の圧縮圧力に到達するようにスクリュを前進させる予備射出を行い、前記予備射出は、スクリュ逆回転を開始した後にスクリュ前進を開始し、少なくとも前記予備射出がスクリュ前進を開始するまではスクリュ逆回転を継続することを特徴とする射出成形機の計量制御装置。
(もっと読む)
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法
【課題】本発明は、簡素な手段を用いて費用効果が高く、かつ、射出成形装置のキャビティに流動性物質を均一に充填可能にする。
【解決手段】
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法は、制御装置により、ニードルシャットオフノズルの各電磁アクチュエータのために、定義されて制御装置に保存されたパルス長を有する電流パルスを個別に生成し、電流パルスが流れた電磁アクチュエータのソレノイドにより電磁場が生成され、その結果、シャットオフニードルが閉位置から開位置へ、または逆に動かされ、少なくとも2つの電磁アクチュエータのための電流パルスが時間をずらして電磁アクチュエータへ送られる。
(もっと読む)
成形装置
【課題】ノズルタッチ時の金型の局所的変形を抑えて高精度の光ピックアップ用レンズその他の光学素子を形成することができる成形金型を提供すること。
【解決手段】ノズルタッチ部65aの密着面である楕円体状面S31bによってタッチ力をノズルタッチ部65a内に広く分散させることができるので、ノズルタッチ部65a周辺における第1金型41の局所的な変形を抑えることができる。これにより、第1金型41と第2金型42とによって成形されるレンズの偏芯を低減して、高精度のレンズ(具体的には光ピックアップ用の対物レンズ)を形成することができる。
(もっと読む)
樹脂成形部品及び製造方法
【課題】インサート部品と樹脂との接合性をより有効に高めることができる樹脂成形部品及び製造方法を提供すること。
【解決手段】本発明による樹脂成形部品1は、インサート部品2とインサート部品2を外包する樹脂3を有する樹脂成形部品1であって、インサート部品2は樹脂3のインサート部品2に対向する面の少なくとも一部3aを押圧する押圧部2aを含むことを特徴とする。
(もっと読む)
樹脂射出圧縮成形方法、および、射出圧縮成形装置
【課題】 装置や金型の構成を複雑化・大型化することなく、厚肉な熱可塑性の樹脂成形物を製造することができる樹脂射出圧縮成形方法を提供する。
【解決手段】 金型の固定側が熱可塑性樹脂で溶融充填されるキャビティとスライドコアを有する金型、および、射出成形機を用いて、熱可塑性樹脂を圧縮して射出成形体を得る樹脂射出圧縮成形方法であって、スライドコアが、熱可塑性樹脂が溶融充填される際に樹脂量と連動して後退しながらスライドし、さらに、樹脂供給開始後に金型充填容量の20%から80%の樹脂を射出スクリューの先端側に貯留し、射出スクリューの回転により、樹脂を可塑化しながら射出シリンダーから注入した後に、さらに、射出スクリューの先端側に貯留した溶融樹脂で金型充填容量の80%から20%を高速射出し、スライドコアを固定側にスライドさせて、熱可塑性樹脂の射出圧縮成形体を成形する樹脂射出圧縮成形方法。
(もっと読む)
ボスの支持構造
【課題】ボスの寸法精度を向上させるとともにクラックの発生を防ぐこと。
【解決手段】部品19を支持する複数の円柱状のボス17がベース板11の一方の面に起立して形成された樹脂成形品であって、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられ、ボス17の外周面には、補強リブ21の上面と交差するコーナー部分35にのみ肉付部37が形成されてなること。
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、成形中にインサート部品のガス付着防止領域にガスが付着するのを確実且つ容易に防止することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】成形材料から発生するガスの付着を防止すべきガス付着防止領域Wa、Wbを有するインサート部品Wを金型1内のキャビティ3に配置し、キャビティ3内に成形材料を射出充填するインサート成形方法であって、キャビティ3内のインサート部品Wのガス付着防止領域Wa、Wbの表面の圧力が他の部分と比較して高くなるようにキャビティ3内に圧力分布を付与した状態で成形材料を射出充填する。さらに、成形材料から発生するガスを、金型1のキャビティ3の成形材料が最後に到達する位置63、65から吸引する。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】樹脂成形型5・8のキャビティ10内に供給セットした樹脂封止前基板上の電子部品を樹脂封止成形する際に、キャビティ10内の樹脂材料未充填状態や樹脂パッケージ内外部のボイド形成を防止すると共に、キャビティ10内と外部とを連通させたエアベント溝部13からの樹指漏れを防止する。
【解決手段】樹脂成形型の型開閉方向の位置となり且つ成形品突出機構17と重ね合せた位置にエアベントピン28を装着したエアベントピン取付プレート29を連続して配設すると共に、エアベントピン28をエアベント溝部13の部位に配設する。このエアベントピン28を介してエアベント溝部13を開放した状態に設定し且つこの開放状態でキャビティ10内への樹脂材料注入工程とキャビティ10内の減圧工程を行うと共に、エアベントピン28を介して樹脂材料注入工程の終了時期に合わせてエアベント溝部13を閉鎖した状態に設定する。
(もっと読む)
1 - 20 / 770
[ Back to top ]